|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Допуски калибров для гладких цилиндрических деталей
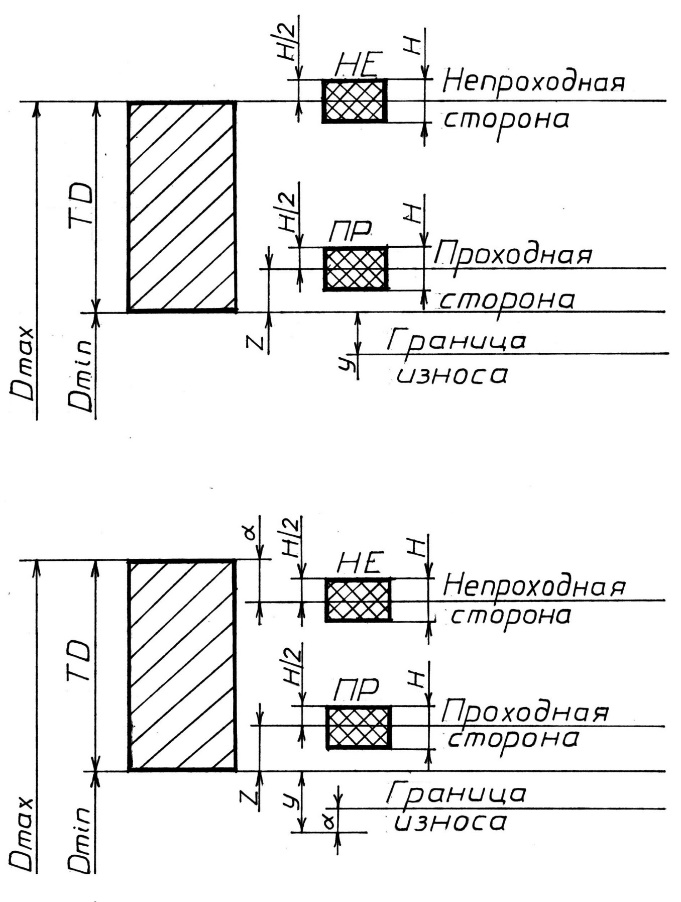
Для контроля годности деталей в процессе их изготовления вместо измерительных приборов широко применяют предельные калибры – бесшкальные измерительные инструменты. Калибры не определяют действительного значения контролируемого размера, а лишь устанавливают, находится ли контролируемый размер в границах поля допуска. Поскольку поле допуска ограничено двумя предельными размерами, то для их контроля применяют два калибра: проходной (ПР) и непроходной (НЕ). На гладкие калибры деталей в процессе установлены допуски по ГОСТ 24853-81 и ГОСТ 24852-81. Валы и отверстия с допусками точнее IT6 не рекомендуется проверять калибрами, так как при этом вносится большая погрешность измерения. Схемы расположения полей допусков приведены на рисунке 9.
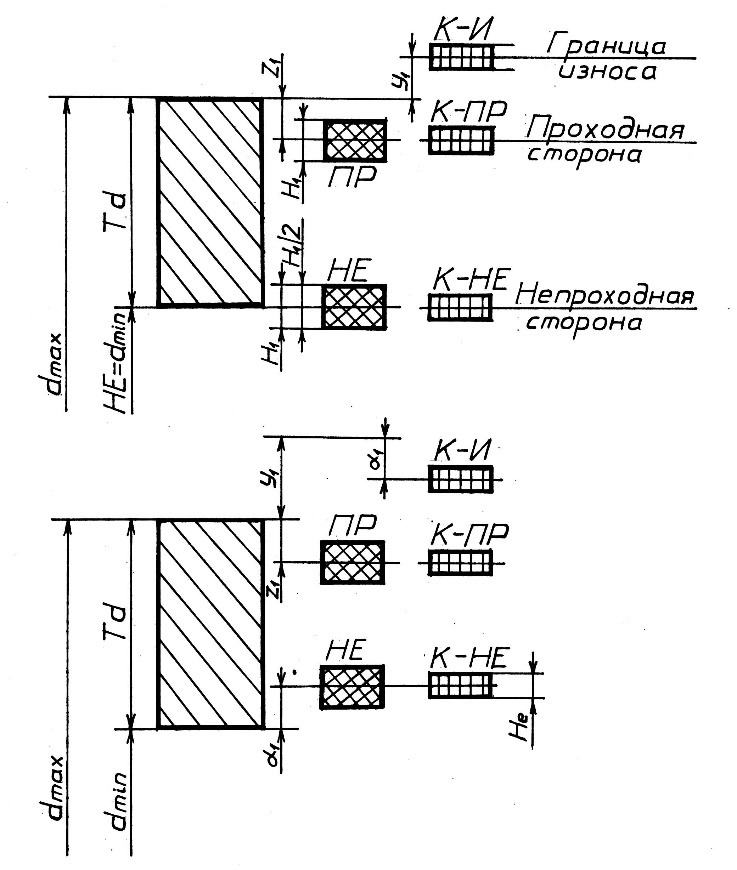
Рисунок 9 Поля допусков калибра-пробки и калибра-скобы. Значения допусков гладких рабочих и контрольных калибров – в таблице 9.
Таблица 9 Допуски и отклонения калибров
Примечания: 1. * К размерам до 6 мм не относятся. 2. ** К размерам до 1 мм не относятся. 3. Числовые значения стандартных допусков принимаются по СТ СЭВ 145-75. На схемах приняты следующие обозначения:
Отклонения калибров отсчитывают от соответствующих предельных размеров изделий. Отклонения проходных калибров ( На рабочих чертежах калибров проставляют исполнительные размеры (предельные размеры, по которым изготовляют новые калибры, а также осуществляют контроль износа калибров в эксплуатации). Исполнительный размер калибра для отверстий – наибольший предельный, исполнительный размер калибра для валов – наименьший предельный. Расчет исполнительных размеров калибров выполняют согласно формул табл.10. Таблица 10 ?????????
Маркировка калибра (т.е. обозначение номинального диаметра, основного отклонения и квалитета) соответствует обозначению той детали, для проверки которой этот калибр предназначен (см. пример 4). Популярное:
|
Последнее изменение этой страницы: 2017-03-03; Просмотров: 1337; Нарушение авторского права страницы














 – допуск на изготовление калибров для отверстия;
– допуск на изготовление калибров для отверстия;  – допуск на изготовление калибров со сферическими измерительными поверхностями для изготовления калибров со сферическими измерительными поверхностями для отверстия;
– допуск на изготовление калибров со сферическими измерительными поверхностями для изготовления калибров со сферическими измерительными поверхностями для отверстия;  – допуск на изготовление калибров для вала;
– допуск на изготовление калибров для вала;  – допуск на изготовление контрольного калибра скобы;
– допуск на изготовление контрольного калибра скобы;  – отклонение середины поля допуска на изготовление проходного калибра для вала относительно наибольшего предельного размера изделия;
– отклонение середины поля допуска на изготовление проходного калибра для вала относительно наибольшего предельного размера изделия;  – допустимый выход размера изношенного проходного калибра для вала за границу поля допуска изделия;
– допустимый выход размера изношенного проходного калибра для вала за границу поля допуска изделия;  – величина для компенсации погрешности контроля калибрами отверстия с размерами свыше 180 мм;
– величина для компенсации погрешности контроля калибрами отверстия с размерами свыше 180 мм;  – величина для компенсации.
– величина для компенсации. ) для валов и контркалибров к ним отсчитывают от наибольшего предельного размера вала, а отклонения непроходных калибров к ним
) для валов и контркалибров к ним отсчитывают от наибольшего предельного размера вала, а отклонения непроходных калибров к ним  – от наименьшего предельного размера вала. Отклонения проходных калибров для отверстий отсчитывают от наименьшего предельного размера отверстия, а отклонения непроходных калибров от наибольшего предельного размера отверстия. Контркалибры к калибрам для отверстий не предусмотрены, та как их легко проверить универсальными измерительными средствами.
– от наименьшего предельного размера вала. Отклонения проходных калибров для отверстий отсчитывают от наименьшего предельного размера отверстия, а отклонения непроходных калибров от наибольшего предельного размера отверстия. Контркалибры к калибрам для отверстий не предусмотрены, та как их легко проверить универсальными измерительными средствами.