
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Организация производственного процесса на СТО «Автосервис Аврамова»
В основу организации технологического процесса положена единая функциональная схема обслуживания.
Автомобили, прибывающие на станцию для проведения ТО и ТР поступают на участок приёмки для определения необходимого объёма и стоимости работ. Если на участке приёмки автомобилей возникают затруднения с определением объёма необходимых работ, то он уточняется после прохождения автомобилем участка диагностики. Участок приёмки-выдачи и диагностики автомобилей является управляющим и контролирующим блоком в организационной схеме СТОА. Контакты с клиентами ограничиваются участком приёмки-выдачи автомобилей (иногда
Производственные участки ТО и ТР с рабочими постами считаются основными. Участки, специализирующиеся на выполнении различных видов внепостовых (цеховых) работ, например ремонта топливной аппаратуры электрооборудования, аккумуляторных батарей и др., обеспечивающие работу основных участков, считаются вспомогательными. Для современных СТОА характерно выполнение основной части работ по ТО и ТР в общем зале. Вне общего зала обычно находятся участки кузовных работ и окраски (т. е. помещения, работающие в ином микроклиматическом режиме). После выполнения необходимого комплекса работ, автомобиль поступает на участок контроля и выдачи. При необходимости качество работ может быть проверено на постах диагностики. В случае, когда посты диагностики и приёмки заняты или отсутствует владелец, автомобиль поступает в зону ожидания. В кузовном участке производится замена отдельных деталей кузова, а также жестяницкие, сварочные, медницкие и кузнечно - рессорные работы, изготовление необходимых для замены деталей кузова, правка и ремонт аварийных автомобилей на специальных стендах в зависимости от типоразмера СТОА. Жестяницкие работы включают ремонт крыльев, брызговиков, капотов, облицовку радиатора, дверей и других частей кузова. Арматурные работы включают ремонт замков, петель, стеклоподъемников, установку ручек, кронштейнов, вставку стекол и окантовок. Медницкие работы связаны с ремонтом радиаторов, топливных баков, топливо и маслопроводов. В карбюраторном участке (топливной аппаратуры) выполняют разборка карбюраторов с устранением обнаруженных дефектов, подбор жиклеров, проверка уровня топлива в поплавковой камере, а также ремонт и проверка работоспособности топливных насосов и других приборов системы питания.
На шиномонтажном участке производят демонтаж и монтаж шин, ремонт камер, замена дисков, камер и покрышек, балансировка колес в зависимости от типоразмеров СТОА. Шины очищают, демонтируют на стендах и дефектуют, ободья колес очищают от следов коррозии и окрашивают, камеры ремонтируют наложением заплат и вулканизируют. После сборки колес осуществляют их статическую и динамическую балансировку на специальном стенде. Механический цех предназначен для ремонта деталей слесарно-механической обработки, а также изготовления некоторых деталей нетоварной номенклатуры (дополнительных ремонтных, простых осей, валов). Моторный цех предназначен для протирки и шлифовки клапанов, замены поршневых пальцев, поршней, поршневых колец, замены вкладышей шатунных и коренных подшипников на вкладыши эксплуатационных размеров, замены прокладки головки блока, устранение трещин и пробоев (в сварочном или агрегатном отделении). Малярный цех имеет в своём составе три производственных отделения, связанных функционально между собой: подготовительных работ, краско - приготовительное и окрасочное. В отделении подготовительных работ производится снятие старой краски, шпатлёвка и шлифовка. В окрасочном отделении проводят следующие работы: нанесение грунта и его сушку, частичную или полную окраску кузовов, нанесение противошумной мастики. Все работы, связанные с распылением лакокрасочных материалов и их сушкой, производят в специальных герметических камерах, оборудованных приточно - вытяжной вентиляцией. Все процессы, связанные с подготовкой смесей, приготовлением лаков и красок, разбавлением растворителей, выполняют в отдельных вентилируемых помещениях краско - приготовительного отделения.
Участки ТО предназначены для проведения профилактического комплекса работ, направленных на предупреждение отказов и неисправностей, поддержание автомобилей в технически исправном состоянии и обеспечение надежной, безопасной и экономичной их эксплуатации. На участке ТО - 1 осуществляют диагностику ходовой части, тормозной системы, визуальный осмотр различных систем автомобиля, проверку уровня технических жидкостей, долив при необходимости, проверку состояния шин и давления воздуха в них, подкачка воздуха до нормы, балансировка, очистку аккумуляторной батареи от грязи, проверка уровня заряженности АКБ; контроль состояния свечей зажигания, при необходимости замена; замена фильтрующего элемента в воздушном фильтре, замена моторного масла и масляного фильтра, проверка развала - схождения, при необходимости регулировка. На участке ТО - 2 производят проверку состояния приводных ремней; химическую чистку топливной системы; замену свечей зажигания, воздушного, салонного и топливного фильтров; замену тормозной жидкости, жидкости гидроусилителя руля, технических жидкостей в узлах и агрегатах трансмиссии; контроль уровня и состояния антифриза. По истечении пробега 100 000 км. Производят замену ремня привода ГРМ. Зона текущего ремонта предназначена для выполненияразборочно - сборочных, регулировочно - крепёжных работ, а также для устранения неисправностей тормозной и других систем, незначительных повреждений кузова, агрегатов и узлов без их снятия и разборки.
На предприятии «Автосервис Аврамова» ремонт агрегатов производится в агрегатном цехе, площадью 48 м2. Агрегатный цех предназначен для операций мойки агрегатов и узлов, разборки, дефектации деталей с последующей отправкой на утилизацию, ремонт или сборку, комплектации узлов, их сборки, регулировки и обкатки. Цех работает по шестидневной рабочей неделе в одну смену, продолжительностью 8 часов. Время работы участка с 8 до 18 часов. Схема организации технологического процесса представлена на рисунке 3.1.
Рисунок 3.1 – Схема организации работы агрегатного участка
Основной функцией агрегатчика является: ремонт, обслуживание, регулировка и испытание коробок передач, мостов, раздаточных коробок, рулевых механизмов и т.д. снятых с автомобилей. Автослесарь по ремонту агрегатов 2 - го разряда - выполняет очистку от грязи (наружная), разборку и мойку после разборки узлов и деталей, а также сборку. Автослесарь по ремонту агрегатов 4 - го разряда - выполняет комплектовку узлов на агрегаты, выявление и устранение дефектов, неисправностей, ремонт, сборку узлов и механизмов, регулировку, проверку на стендах (для рулевых механизмов). Основные виды работ - ремонт коробок передач, задних мостов, карданных валов, ремонт сцеплений, расточка тормозных барабанов, клепка тормозных накладок. Автослесарь по ремонту агрегатов 5 разряда выполняет проверку узлов, проверку правильности сборки и испытание на стендах. Техпроцесс в агрегатном цехе организован следующим образом. На электропогрузчике, тельфере либо ручной тележке агрегаты в сборе поступают в цех, где отправляются на мойку. После установки на стенды для сборки -разборки их разбирают, узлы разбирают на верстаках. Производят измерения, дефектуют детали. Детали, не подлежащие ремонту, утилизируют, ремонтопригодные отправляют на слесарно - механический, сварочный и другие участки, годные - на комплектацию. Отремонтированные детали, годные, поступившие со склада комплектуют и собирают агрегаты по техническим условиям на сборку. Для сборки и разборки агрегатов применяются средства механизации, такие как ручной инструмент (гайковерты, дрели), пневматические и гидравлические прессы, съемники и оправки. Это оборудование повышает производительность и устраняет повреждения деталей при разборке - сборке. Для соблюдения технических условий имеется измерительный и контрольный инструмент. Это динамометрические ключи для контроля момента затяжки, штангенциркули, микрометры, индикаторы и щупы для контроля линейных размеров, центра
для проверки биения и дисбаланса.
Согласно технологическому расчету, при рациональном использовании рабочего времени и загруженности оборудования, при своевременном обеспечении новыми запчастями, простаивание оборудования сводятся к минимуму.
Популярное:
|
Последнее изменение этой страницы: 2017-03-03; Просмотров: 7238; Нарушение авторского права страницы
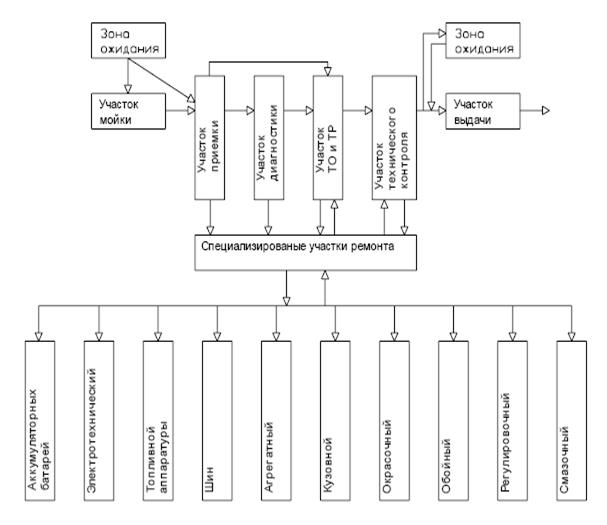
 допускается их присутствие на участке диагностики, но более предпочтительным является наблюдение клиентов за диагностированием своих автомобилей через стеклянную перегородку). После диагностирования автомобиль поступает в зону ТО и ТР.
допускается их присутствие на участке диагностики, но более предпочтительным является наблюдение клиентов за диагностированием своих автомобилей через стеклянную перегородку). После диагностирования автомобиль поступает в зону ТО и ТР. Приборы, требующие ремонта, перед разборкой моют в специальной ванне, а после ремонта испытывают на стендах или установках.
Приборы, требующие ремонта, перед разборкой моют в специальной ванне, а после ремонта испытывают на стендах или установках. Участок ремонта электроборудования предназначен для выполнения проверки и ремонта приборов, снятых с автомобиля, неисправность которых не могла быть устранена на постах ТР.
Участок ремонта электроборудования предназначен для выполнения проверки и ремонта приборов, снятых с автомобиля, неисправность которых не могла быть устранена на постах ТР. 3.2Краткое содержание технологического процесса на объекте проектирования и технологическая карта
3.2Краткое содержание технологического процесса на объекте проектирования и технологическая карта 
 В агрегатном цехе принято 3 агрегатчика.
В агрегатном цехе принято 3 агрегатчика. Таблица 3.1 -Технологическая карта на контроль приспособления
Таблица 3.1 -Технологическая карта на контроль приспособления 4 Конструкторская часть
4 Конструкторская часть