|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Кафедра «Конструирование и производство приборов»Стр 1 из 9Следующая ⇒
Кафедра «Конструирование и производство приборов»
ЛАБОРАТОРНЫЕ РАБОТЫ (ПРАКТИКУМ)
по дисциплине «Технологическое оборудование и оснастка в приборостроении», для студентов специальностей 38 01 01 «Механические и электромеханические приборы и аппараты», 38 02 02 «Биотехнические и медицинские аппараты и системы», 52 02 01 «Технология и оборудование ювелирного производства»
В 2-х частях
Часть 2
Минск 2008 УДК 621.9.06-229.001.63
Лабораторный практикум предназначен в качестве учебного пособия для студентов специальностей 38 01 01 «Механические и электромеханические приборы и аппараты, 38 02 02 «Биотехнические и медицинские аппараты и системы», 52 02 01 «Технология и оборудование ювелирного производства» по дисциплине «Технологическое оборудование и оснастка в приборостроении». Пособие содержит инструкции по выполнению лабораторных работ, направленных на изучение конструкций металлорежущих инструментов общего назначения и станков, применяемых в приборостроении. Описание лабораторных работ, приведенных в практикуме, включает следующие разделы: цель работы, инструмент и принадлежности к работе, основные положения, где приводятся краткие теоретические сведения, необходимые для выполнения лабораторной работы, порядок выполнения работы, содержание отчета, литература и контрольные вопросы.
Составители:
Киселев Михаил Григорьевич Есьман Геннадий Аркадьевич Габец Вячеслав Леонидович
Рецензенты: А.А.Аксенов, А.Д.Маляренко
Содержание
ИНСТРУКЦИЯ по технике безопасности при выполнении лабораторных работ по дисциплине «Технологическое оборудование и оснастка в приборостроении» 1. Общие требования 1. Влаборатории студенты знакомятся с натурными образцами режущих инструментов, составляют эскизы некоторых из них, разрабатывают схемы измерений, выбирают соответствующие средства измерений, измеряют параметры инструментов, а также изучают конструкции технологического оборудования и определяют точность полученных размеров деталей. 2. К выполнению работ допускаются лица, прошедшие инструктаж по охране труда и технике безопасности. Инструктаж проводится перед началом выполнения работ. 3. Опасными для здоровья и жизни могут оказаться травмирование падающим инструментом, порезы рук острыми кромками инструмента, травмирование используемым в работе неисправным или несоответствующим выполняемой работе слесарным инструментом, поражение током во время работы с проекционными приборами и травмы, связанные с возгоранием воспламеняющихся предметов. Поэтому необходимо выполнять следующие требования. 3.1. Осторожно обращаться с изучаемыми инструментами и оборудованием. 3.2. Пользоваться исправным и соответствующим выполняемой работе слесарным инструментом при разборке-сборке режущих инструментов и технологического оборудования. 3.3. Не захламлять рабочее место посторонними предметами. 3.4. Не курить и не пользоваться открытым огнем в помещении лаборатории. 3.5. К работе с электрическими приборами приступать только после их проверки преподавателем или инженером. 4. Первоначально электрические приборы и технологическое оборудование подключает инженер, который предварительно проверяет исправность электрического шнура, вилки, розетки, выключателей и заземления. 5. Рабочее место оборудуется таким образом, чтобы исключить возможность прикосновения одновременно к прибору и к оголенным токоведущим устройствам, шинам заземления, батареям отопления и водопроводным трубам. 6. Соблюдение требований по охране труда является обязательным для каждого работающего в лаборатории. Лица, нарушившие требования настоящей инструкции, привлекаются к ответственности в зависимости от последствий, вызванных нарушениями. Требования по охране труда перед выполнением лабораторной работы 1. Ознакомьтесь с настоящей инструкцией. 2. Проверьте: 2.1. Отсутствие поврежденных элементов конструкций приборов, технологического оборудования и инструмента. 2.2. Исправность штепсельных соединений электропроводки заземления и первичных средств пожаротушения. Отсутствие посторонних предметов на рабочем месте. 3. Все тумблеры должны быть в положении «выкл.». Примечание. Указанные проверки проводит преподаватель или инженер и при обнаружении неисправностей принимает меры по их устранению. Он же выдает задание на работу и все необходимое для ее выполнения. Требования по охране труда во время работы 1. Работу выполняйте в соответствии с инструкцией. 2. Будьте внимательными в обращении с инструментами, выданными для работы. 3. При работе с электрическими приборами: 3.1.Включайте в сеть и проверяйте работу прибора (выполняет преподаватель). 3.2.Не оставляйте прибор и технологическое оборудование включенным без наблюдения. 3.3.Не соединяйте или разъединяйте штепсельные разъемы при включенном питании. 3.4.Не устанавливайте на прибор и технологическое оборудование посторонние предметы и не «испытывайте» их на прочность. 3.5.Не производите замену соединительных кабелей, шнуров, предохранителей, лампочек подсветки и ремонт аппаратуры.
Требования безопасности в аварийных ситуациях 1. Вслучае травмирования кого-либо немедленно доложить преподавателю. 2. При выходе электрического прибора или технологического оборудования из строя (нет освещения, возгорание токопроводов, поломка механических деталей) необходимо: 2.1. Отключить прибор соответствующим тумблером (обесточить). 2.2. Вынуть вилку из штепсельной розетки. 2.3. Доложить преподавателю о случившемся, а в случае возгорания приступить к немедленной его ликвидации первичными средствами пожаротушения.
Требования безопасности по окончании работы 1. Выключите электрический прибор. 2. Отключите прибор и оборудование от сети питания. 3. Уберите рабочее место и передайте преподавателю или инженеру выданные для работы инструкции и инструменты. 4. Сообщите преподавателю обо всех недостатках, обнаруженных во время работы. Лабораторная работа № 1
ИССЛЕДОВАНИЕ КОНСТРУКЦИЙ ТОКАРНЫХ РЕЗЦОВ
Цель работы: Закрепление теоретических сведений о назначении, применении и конструкции токарных резцов, их основных поверхностях и геометрических параметрах; ознакомление с методами измерения геометрических параметров резцов и приборами, применяемых для этой цели; приобретение навыков эскизирования резцов.
Инструмент и принадлежности к работе 1. Резцы токарные. 2. Угломеры для контроля углов заточки резцов (угломер с нониусом типа УМ, угломер с нониусом типа УН, маятниковый). 3. Штангенциркуль для измерения линейных размеров.
Основные положения Резцы применяются для черновой и чистовой обработки на токарных, револьверных, карусельных, расточных станках, токарных автоматах и полуавтоматах и на других станках специального назначения.
Части и элементы резца Резец состоит из рабочей части и крепежной части – стержня прямоугольного, квадратного или круглого сечения, служащего для установки и крепления резца в резцедержателе станка. Рабочая часть – это часть режущего инструмента, содержащая лезвие и имеющая форму клина. С ее помощью со срезаемого с заготовки слоя (припуска) отделяют слой определенной толщины, превращая его при этом в стружку. На рабочей части резца затачивают переднюю поверхность 1 (рис. 1.4), контактирующую в процессе резания со срезаемым слоем и стружкой; главную заднюю поверхность 5, контактирующую с поверхностью резания; вспомогательную заднюю поверхность 3, обращенную к обработанной поверхности.
Рис. 1.4. Конструктивные элементы резца
У резцов передняя и задняя поверхности чаще всего делаются плоскими. Пересечения поверхностей рабочей части резца образуют режущие кромки. Пересечение передней и главной задней поверхностей образует главную режущую кромку 6; пересечение передней и вспомогательной задней поверхностей – вспомогательную режущую кромку 2. Главная режущая кромка формирует большую сторону сечения срезаемого слоя, а вспомогательная – меньшую сторону. Место сопряжения главной и вспомогательной режущих кромок называется вершиной резца 4. Вершина резца может быть острой или в виде прямой линии закругленной (r = 0, 5…2, 0 мм) (рис. 1.5).
Рис. 1.5. Форма сопряжений главной и вспомогательной режущих кромок
Маятниковый угломер Устройство угломера основано на использовании свойств обычного маятника, который под действием груза-отвеса всегда стремится занять вертикальное положение. К основанию корпуса привернута линейка, а на свободно вращающуюся ось насажены тормозная шайба и стрелка сгрузом-отвесом. На диске, находящемся в корпусе, нанесены две круговые шкалы, каждая из которых разбита на две одинаковые части (от 0 до ±90°) и имеют цену деления 1°. Ось вместе со стрелкой закрепляется неподвижно при различных положениях угломера с помощью тормоза. Дискзакрыт прозрачной крышкой из оргстекла (рис. 1.9).
Рис. 1.9. Маятниковый угломер
Проверка настройки угломера на нулевое положение шкалы производится совмещением рабочего ребра линейки с плоскостью контрольной плиты, точно установленной по уровню. При освобожденном тормозе стрелка должна установиться на нулевое деление шкалы. Угломер пригоден для измерения различных углов большинства видов режущего инструмента, у которых длина прямолинейных участков на передней и задней поверхностях составляет не менее 1 мм. Измерение с помощью угломера заключается в следующем: режущий инструмент при измерении устанавливают базовой поверхностью на плиту или зажимают в центрах, затем ребро линейки угломера прикладывают в соответствующем направлении плоскости к поверхности инструмента, угол наклона которого желают определить, и нажимают на тормозную кнопку, освобождая этим груз, устанавливающий стрелку в вертикальное положение; кнопку опускают после прекращения качания стрелки и производят отсчет по шкале. На рис. 1.10 показаны примеры применения угломера.
Рис. 1.10. Измерение углов Универсальный угломер УН Универсальный угломер УН работает контактным методом с отсчетом результатов измерений по градусной шкале и нониусу (рис. 1.11 – 1.13).
Рис. 1.11. Измерение угла α универсальным угломером УН
Рис. 1.12. Измерение угла
а) б) Рис. 1.13. Измерение углов в плане φ и φ 1 универсальным угломером УН
На дуге 1 (рис.1.11)нанесена основная градусная шкала 2. По дуге 1 перемещается пластина – сектор 3 с нониусом, на котором с помощью державки 4 закреплен угольник 5, связанный со съемной лекальной линейкой 6. Путем различных перестановок измерительных деталей достигается измерение углов в пределах 0 – 180°. Измеряемая поверхность устанавливается между подвижной линейкой дуги 1 и подвижной лекальной линейкой 6 таким образом, чтобы образовался необходимый контакт, т. е. невидимый или видимый равномерный просвет.
Универсальный угломер УМ Углы резца в плане можно определить с помощью универсального угломера УМ, одна из линеек которого прикладывается к телу резца, а вторая – к главной или вспомогательной режущей кромке. По шкале угломера отсчитывается величина угла
а)
б) Рис. 1.14. Измерение углов в плане φ и φ 1 универсальным угломером УМ
Сечение державки резца измеряют штангенциркулем или измерительной линейкой. Угол при вершине в плане определяют по формуле:
После измерения указанных выше углов значение остальных углов подсчитывают по формулам
при при при
Порядок выполнения работы 1. Изучить инструкцию по технике безопасности и выполнению работы. 2. Получить у инженера или преподавателя режущий и мерительный инструмент. 3. Определить тип резца (в соответствии с классификацией по различным признакам). 4. Разработать схемы измерений геометрических параметров резцов и выбрать для измерения соответствующий мерительный инструмент. 5. Измерить геометрические параметры режущей части. 6. Заполнить табл. 1.1. 7. На основании данных, полученных в результате измерения углов резцов, выполнить эскизы с необходимыми сечениями, иллюстрирующими конструкцию и геометрию выданных для работы инструментов, условно обозначив буквами углы заточки и линейные размеры элементов конструкций, указанных в табл. 1.1. На эскизах обозначить: - контур обрабатываемой детали; - направления векторов главного движения и движения подачи. 8. Оформить отчет по работе. 9. Сдать инженеру или преподавателю полученные для работы методические пособия и инструменты.
Таблица 1.1. - Основные параметры токарного резца.
Содержание отчета
1. Наименование и цель работы. 2. Инструменты и принадлежности к работе. 3. Эскиз токарного резца с указанием геометрических параметров режущей части. 4. Схемы измерений. 5. Таблица с результатами измерений. 6. Выводы.
Контрольные вопросы к лабораторной работе
1. Назовите типы токарных резцов. 2. Назовите основные части и элементы резца. 3. Какие поверхности различают на обрабатываемой заготовке? 4. Дать определение элементов режима резания. 5. Дать определение элементов срезаемого слоя. От каких параметров зависит сечение срезаемого слоя? 6. Какие координатные плоскости устанавливаются для определения углов резца? Дать определение этих плоскостей? 7. В каких плоскостях измеряются углы резца? 8. Дать определение углов резца 9. Как влияет положение резца относительно оси вращения обрабатываемой заготовки на величину углов?
Литература
1. Н.И. Жигалко, С.Я. Яцура. Обработка, материалов, станки и инструменты: Мн.: Вышэйшая школа, 1984., С. 39 - 44, 98 - 108. 2. Резание конструкционных материалов, режущие инструменты и станки. Под ред. проф. П.Г. Петрухи. М., «Машиностроение»., 1974., с. 64-69. 3. Режущий инструмент: Лаб. практикум: учеб. Пособие / В.и. Шагун и др. под общей ред. В.И. Шагуна. – Мн.: Адукацыя i выхаванне, 2004., с.13 - 41. 4. ГОСТ 25762 Обработка резанием. Термины, определения и обозначения общих понятий. Лабораторная работа №2
Основные положения Сверло – осевой режущий инструмент, применяемый для получения отверстий в различных материалах, а также для обработки (рассверливания) имеющихся отверстий. Сверло является одним из самых распространённых металлорежущих инструментов, предназначенных для образования отверстий в сплошном материале, а так же для увеличения, методом рассверливания, диаметра предварительно подготовленного отверстия. При сверлении обеспечивают точность обработки по 11-12 квалитету и шероховатость обработанной поверхности в пределах Ra = 10-5 мкм. В настоящее время в машиностроении применяется более 30 типов свёрл (рис. 2.1), весьма многообразных по конструктивным и геометрическим параметрам. Использование в промышленности специальных свёрл обусловлено увеличением требований к качеству отверстий и появления новых конструкционных материалов (труднообрабатываемых сталей и сплавов, пластмасс, лёгких сплавов и др.)
Рис. 2.1. Некоторые типы сверл: а, б - спиральное; в - с прямыми канавками; г - перовое; д - ружейное; е - однокромочное с внутренним отводом стружки для глубокого сверления; ж - двухкромочное для глубокого сверления; з - кольцевое; и - центровочное.
Главное движение резания DГ при сверлении – вращательное, движение подачи Ds – поступательное. На сверлильном станке сверло вращается и имеет движение подачи, а на станках токарного типа при обработке отверстий обычно вращается заготовка, а движение подачи сообщается сверлу. Процесс резания при сверлении протекаетпринципиально так же, как и при точении, но в сравнительно более сложных условиях: 1. При малых передних углах у поперечного лезвия увеличиваются деформации срезаемого слоя, силы трения, а следовательно, и тепловыделение в зоне резания. 2. Затруднён отвод срезаемой стружки и подвод СОЖ к режущим лезвиям в зону резания. 3. При отводе стружки происходит трение её о поверхности канавок сверла и ленточек сверла об обработанную поверхность отверстия. 4. На увеличение деформации стружки влияет изменение скорости резания вдоль режущего лезвия от максимальной на периферии сверла до нулевой у центра. Классификация свёрл По конструктивным признакам и по назначению сверла можно классифицировать следующим образом: · спиральные; · перовые, используемые в основном для сверления отверстий мелкого диаметра в неметаллических материалах и глубоких отверстий; · для глубоких отверстий; · комбинированные; · центровочные, специальные одно- и двусторонние Сверла для глубокого свеления по их назначению делятся на: · ружейные; · пушечные; · шпиндельные. По конструкции сверла для глубокого сверления делятся на: · сверла двухстороннего резания; · сверла одностороннего резания; · кольцевые. Спиральные сверла Наиболее многочисленной является группа спиральных сверл. Спиральное сверло (рис. 2.2) представляет собой цилиндрический стержень, рабочая часть которого снабжена двумя винтовыми спиральными канавками, предназначенными для отвода стружки и образования режущих элементов. Наклон канавок к оси сверла составляет 10–45º. Рабочий конец сверла имеет конусообразную форму. На образующих конуса лежат две симметрично расположенные относительно оси сверла режущие кромки. Хвостовик нужен для закрепления сверла. Спиральные сверла делают с цилиндрическими или коническими хвостовиками.
Рис.2.2 Спиральное сверло с коническим хвостовиком
По точности изготовления они делятся на: · сверла общего назначения; · сверла точного исполнения. Размерный ряд спиральных сверл начинается с малоразмерных сверл диаметром от 0, 1 до 1, 5 мм по ГОСТ 8034 с утолщенным цилиндрическим хвостовиком. Вследствие малых размеров этих сверл оправдано их изготовление целиком из быстрорежущих сталей Р6М3 и Р6М5К5 с твердостью рабочей части до 60 – 62 НRC. Для обработки труднообрабатываемых материалов изготавливают цельные твердосплавные сверла диаметром от 0, 6 до 1, 0 мм из сплавов ВК10М, ВК15М. Стойкость спиральных сверл с твердосплавной рабочей частью в 20-30 раз выше стойкости обычных быстрорежущих сверл. Начиная с диаметра 1, 5 мм твердосплавные сверла выполняют сборными по ГОСТ 17273. Рабочую твердосплавную часть этих сверл припаивают к хвостовику из стали 45. По ГОСТ 10902 и ГОСТ 4010 спиральные сверла изготавливают из быстрорежущих сталей типа Р12, Р6М3, для обработки конструкционных сталей и для сверления труднообрабатываемых материалов. Такие сверла имеют твердость 63-65 HRC. Быстрорежущие сверла выполняются как с правым, так и с левым направлением винтовых канавок. Спиральные сверла диаметром более 8 мм в целях экономии изготавливают сварными с рабочей частью из быстрорежущей стали и хвостовиком из конструкционной стали. Сверла с пластинками из твердого сплава по ГОСТ 5756 закрепляют в корпусе пайкой. По ГОСТ 6647 выполняются сверла с внутренним подводом охлаждающей жидкости для сверления труднообрабатываемых материалов.
Перовые сверла Перовые (рис. 2.1 г), или, как их еще называют, ложечные, сверла отличаются простотой конструкции (представляют собой заострённую пластинку с весьма несовершенной формой рабочей части). В зависимости от того, какова форма заточки режущих кромок, различают односторонние и двусторонние перовые сверла. Все они имеют плоскую режущую часть с двумя режущими кромками, расположенными симметрично относительно оси сверла и образующими угол резания в 45, 50, 75, 90º. Недостаток таких сверл состоит в том, что отсутствует автоматический отвод стружки при сверлении, что портит режущие кромки и вынуждает часто вынимать сверло из просверливаемого отверстия. Кроме того, перовые сверла в процессе работы теряют направление и уменьшаются в диаметре при переточке. Кольцевые сверла Сквозные отверстия диаметром свыше 80 мм получают сверлами кольцевого сверления (рис. 2.1 з). Ими вырезается только кольцевая полость, а в центре остается стержень, который удаляется после окончания сверления. В дальнейшем стержень можно использовать в качестве заготовки. Шнековые свёрла Шнековые свёрла (рис.2.3) применяются при обработке отверстий в сталях, чугунах, лёгких сплавах и дереве (D = 3…30 мм) длиной более 10D без периодического вывода инструмента из заготовки. Они имеют большие углы наклона винтовых канавок (ω = 60˚ ), что облегчает отвод стружки из зоны резания. Для повышения жёсткости шнековые свёрла имеют утолщённую сердцевину.
Рис.2.3 Шнековые сверла
Рис. 2.5. Элементы режима резания и срезаемого слоя
Между этими величинами существуют следующие соотношения:
Рис. 2.15. Измерение угла наклона винтовой канавки сверла на угломере МИЗ
Главный передний угол сверла g определяется в плоскости, перпендикулярной режущей кромке сверла. Данный угол в точке режущей кромки можно подсчитать по формуле:
где ω – угол наклона винтовой канавки сверла; j – угол в плане режущей кромки сверла; D –наружный диаметр сверла; Dx – диаметр, соответствующий рассматриваемой точке режущей кромке сверла. Задний угол сверла a в разных точках режущей кромки можно измерить при помощи делительной головки и индикатора. Замечают показания индикатора, соответствующие повороту сверла на каждые 5°. В этом случае сверло, закрепленное в шпинделе головки, медленно поворачивается на угол η и индикатор при этом покажет величину падения затылка сверла у. Затем строят кривую заточки, задней поверхности сверла, соответствующую рассматриваемой точке режущей кромки (рис. 2.16).
Рис. 2.16. Построение кривой заточки задней поверхности сверла
К кривой проводится касательная, по наклону которой можно определить задний угол:
где y – падение затылка сверла; х – длина окружности, соответствующая углу поворота сверла. Длину дуги окружности, соответствующую углу поворота сверла h, можно подсчитать по формуле:
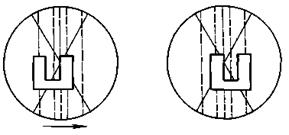
Задний угол сверла можно также измерить на микроскопе. Чтение показаний При работе на микроскопе БМИ-1 деталь устанавливают на предметном столике и освещают. На резкость микроскоп наводится рукоятками 7 и глазной лупой 15 (рис.2.17). Внутри корпуса окулярной угломерной головки находятся стеклянная пластина со штриховой сеткой и лимб, разделенный по окружности на 360 равных частей. Пластина со штриховой сеткой и лимб градусной шкалы жестко связаны между собой и имеют общий центр вращения, который находится на оптической оси микроскопа. Штриховая сетка наблюдается в центральный окуляр микроскопа, а градусная и минутная шкалы – в отсчетный угломерный микроскоп. При линейных измерениях после установки штриховой сетки в нулевое положение измеряемое изделие ставят таким образом, чтобы одна из его сторон, от которой производится измерение, совпала с какой-либо штриховом линией сетки и при этом ведется первый отсчет по микрометрическому устройству барабана. Затем изделие с предметным столом перемещается до совпадения стороны, до которой производится измерение (рис.2.19 ), с этой же штриховой линией сетки и вторично производится отсчет по микрометрическому устройству. Разность в отсчетах является результатом измерения (рис.2.20).
Рис.2.19. Проекция изделия на штриховой сетке
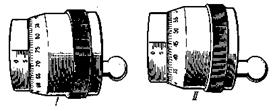
Рис.2.20. Показания: I – 6, 750 мм, II – 7, 455. Результат измерения: 7, 455 мм – 6, 750 мм = 0, 705 мм. При угловых измерениях изделие устанавливают таким образом, чтобы одна образующая его угла совпала с центральной штриховой линией сетки при совпадении вершины угла с оптической осью микроскопа. При этом в отсчетном угломерном микроскопе производится первый отсчет (желательно, чтобы он был равен нулю). Затем поворачивается штриховая сетка до совпадения ее центральной штриховой линии со второй образующей угла изделия и производится второй отсчет (рис.2.21).
Рис.2.21. Проекция углового изделия на штриховой сетке
Если первый отсчет равнялся нулю, то второй будет являться результатом измерения. Если первый отсчет не являлся нулю, то надо вычесть его величину из второго отсчета и получить результат измерения (рис.2.22).
Рис.2.22. Показания: I – 0; II - 38°26´. Результат измерения: 38°26´.
Порядок выполнения работы 1. Получить у инженера сверло и измерительный инструмент. 2. Определить тип сверла и изучить его конструкцию. 3. Разработать схемы измерений геометрических параметров режущей части сверла. 4. Измерить геометрические параметры режущей части сверла. 5. Заполнить табл. 2.1 и табл. 2.2. Таблица 2.1 - Измерение геометрических параметров сверла
Таблица 2.2 - Измерение заднего угла
Содержание отчета 1. Наименование и цель работы. 2. Инструменты и принадлежности к работе. 3. Эскиз сверла. 4. Схемы измерений. 5. Таблица с результатами измерений. 6. Вывод.
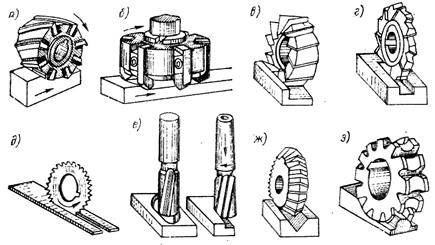
Контрольные вопросы к лабораторной работе Литература 1. Жигалко Н.И., Яцура Е.С. Обработка материалов, станки и инструменты., Мн.: Выш. шк., 1984. 2. Технология обработки конструкционных материалов: Учеб. для машиностр. спец. вузов. П.Г. Петруха, А.И. Марков и др. Под ред. П.Г. Петрухи., М.: Выш. шк., 1991. Лабораторная работа № 3 Основные сведения Фреза – многолезвийный инструмент, применяемый для обработки плоскостей, пазов, шлицев, резьб, фасонных поверхностей, разрезки. Одновременное участие в работе нескольких зубьев обеспечивает высокую производительность обработки. Фреза представляет собой тело вращения, на образующей поверхности которого или на торце имеются режущие зубья. Процессом фрезерования можно получить поверхности по 8-10 квалитетам точности и шероховатость Ra 1, 6…6, 4 мкм. Основные конструктивные разновидности фрез показаны нарис. 3.1.
Рис. 3.1.Характерные формы поверхностей, обрабатываемых фрезами: цилиндрическими (а); торцевыми (б); двухсторонними (в); дисковыми (г); прорезными и отрезными (д); концевыми (е); угловыми (ж); фасонными (з).
Фрезы изготовляют с мелким (тип I) и крупным зубом (тип II). При мелком зубе уменьшается объем стружечной канавки и снижается допустимая нагрузка на зуб. Поэтому при черновой обработке применяют фрезы типа II, а фрезы с зубом типа I – для чистовой и получистовой обработки. Несмотря на многообразие фрез, схема их работы соответствует цилиндрическому или торцовому фрезерованию (рис. 3.2).
Рис. 3.2. Виды фрезерования: а – цилиндрическое; б – торцевое.
При цилиндрическом фрезеровании ось фрезы параллельна обрабатываемой поверхности, работа производится зубьями, расположенными на цилиндрической поверхности, и кроме зубьев, расположенных на цилиндрической поверхности, работают зубья, имеющиеся на торцевой поверхности. При торцевом фрезеровании ось фрезы перпендикулярна обрабатываемой поверхности, а режущие кромки расположены и на торце, и на цилиндрической поверхности. Основную работу резания производят режущие кромки на цилиндрической поверхности, режущие же кромки, расположенные на торце, производят зачистку. Шероховатость обработанной поверхности получается меньше, чем при фрезеровании цилиндрическими фрезами. При обработке цилиндрическими фрезами рассматривается два способа обработки в зависимости от направления движения подачи заготовки: - встречное фрезерование, когда направление движения режущей кромки фрезы, находящейся в процессе резания, противоположно направлению движения подачи; - попутное фрезерование, когда направление движения режущей кромки фрезы, находящейся в процессе резания, совпадает с направлением движения подачи. При встречном фрезеровании нагрузка на зуб возрастает от нуля до максимума, силы, действующие на заготовку, стремятся оторвать её от стола, а стол поднять. Это увеличивает зазоры в системе СПИД (станок - приспособление - инструмент - деталь), вызывает вибрации, ухудшает качество обработанной поверхности. Этот способ хорошо применим для обработки заготовок с коркой, производя резание из-под корки, отрывая её, тем самым значительно облегчая резание. Недостатком такого способа является большое скольжение лезвия по предварительно обработанной и наклёпанной поверхности. При наличии некоторого округления режущей кромки она не сразу вступает в процесс резания, а поначалу проскальзывает, вызывая большое трение и износ инструмента по задней поверхности. Чем меньше толщина срезаемого слоя, тем больше относительная величина проскальзывания, тем большая часть мощности резания расходуется на вредное трение. При попутном фрезеровании этого недостатка нет, но зуб начинает работу с наибольшей толщины срезаемого слоя, что вызывает большие ударные нагрузки, однако исключает начальное проскальзывание зуба, уменьшает износ фрезы и шероховатость поверхности. Силы, действующие на заготовку, прижимают её к столу, а стол - к направляющим станины, что уменьшает вибрации и повышает точность обработки.
Классификация фрез Многообразие выпускаемых промышленностью конструктивных разновидностей фрез можно разделить на следующие типы: В зависимости от формы образующей рабочей поверхности, на которой нанесены зубья: · дисковые – односторонние (отрезные), двухсторонние и трехсторонние; · цилиндрические; · торцовые; · концевые; · фасонные; · угловые. Популярное:
|
Последнее изменение этой страницы: 2017-03-03; Просмотров: 1530; Нарушение авторского права страницы






 1 маятниковым угломером
1 маятниковым угломером

 универсальным угломером УН
универсальным угломером УН

 (рис. 1.14, а) или
(рис. 1.14, а) или  (рис. 1.14, б).
(рис. 1.14, б).

 . (1.9)
. (1.9)
 ,
,  ; (1.10)
; (1.10)
 ,
,  ; (1.11)
; (1.11)
 ,
,  . (1.12)
. (1.12) ,
,  ,
,  ,
,  ,
,  ,
,  . Какие соотношения между углами
. Какие соотношения между углами 


 ; (2.5)
; (2.5) . (2.6)
. (2.6) , (2.13)
, (2.13)
 , (2.14)
, (2.14) , (2.15)
, (2.15)