|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Назовите элементы режима резания и срезаемого слоя при сверлении.
2. Назовите основные элементы и части сверла. 3. Назовите основные геометрические параметры сверла. Как измерить диаметр сверла и его сердцевины, углы j, 2j, w, y. 5. Каковы устройство и принцип работы микроскопа БМИ-1. 6. Какие параметры сверла можно контролировать с помощью микроскопа БМИ и как это делать?
Литература 1. Жигалко Н.И., Яцура Е.С. Обработка материалов, станки и инструменты., Мн.: Выш. шк., 1984. 2. Технология обработки конструкционных материалов: Учеб. для машиностр. спец. вузов. П.Г. Петруха, А.И. Марков и др. Под ред. П.Г. Петрухи., М.: Выш. шк., 1991. Лабораторная работа № 3 ИССЛЕДОВАНИЕ КОНСТРУКЦИЙ ФРЕЗ Цель работы: Закрепление сведений об основных частях и элементах различных видов фрез, их геометрических параметрах, элементах режима резания и срезаемого слоя, ознакомление с методами измерения геометрических параметров фрез и приборами, применяемыми для этой цели, приобретение навыков эскизирования фрез. Инструмент и принадлежности к работе 1. Фрезы 2. Прибор ПБ-250 3. Штангенциркуль или микрометр гладкий 4. Угломер Бабчиницира (2УРИ) 5. Индикатор часового типа ИЧ-10
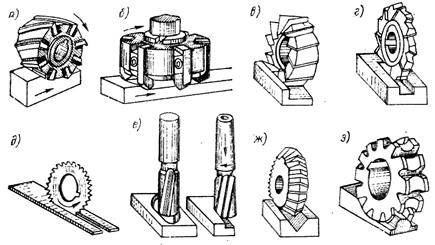
Основные сведения Фреза – многолезвийный инструмент, применяемый для обработки плоскостей, пазов, шлицев, резьб, фасонных поверхностей, разрезки. Одновременное участие в работе нескольких зубьев обеспечивает высокую производительность обработки. Фреза представляет собой тело вращения, на образующей поверхности которого или на торце имеются режущие зубья. Процессом фрезерования можно получить поверхности по 8-10 квалитетам точности и шероховатость Ra 1, 6…6, 4 мкм. Основные конструктивные разновидности фрез показаны нарис. 3.1.
Рис. 3.1.Характерные формы поверхностей, обрабатываемых фрезами: цилиндрическими (а); торцевыми (б); двухсторонними (в); дисковыми (г); прорезными и отрезными (д); концевыми (е); угловыми (ж); фасонными (з).
Фрезы изготовляют с мелким (тип I) и крупным зубом (тип II). При мелком зубе уменьшается объем стружечной канавки и снижается допустимая нагрузка на зуб. Поэтому при черновой обработке применяют фрезы типа II, а фрезы с зубом типа I – для чистовой и получистовой обработки. Несмотря на многообразие фрез, схема их работы соответствует цилиндрическому или торцовому фрезерованию (рис. 3.2).
Рис. 3.2. Виды фрезерования: а – цилиндрическое; б – торцевое.
При цилиндрическом фрезеровании ось фрезы параллельна обрабатываемой поверхности, работа производится зубьями, расположенными на цилиндрической поверхности, и кроме зубьев, расположенных на цилиндрической поверхности, работают зубья, имеющиеся на торцевой поверхности. При торцевом фрезеровании ось фрезы перпендикулярна обрабатываемой поверхности, а режущие кромки расположены и на торце, и на цилиндрической поверхности. Основную работу резания производят режущие кромки на цилиндрической поверхности, режущие же кромки, расположенные на торце, производят зачистку. Шероховатость обработанной поверхности получается меньше, чем при фрезеровании цилиндрическими фрезами. При обработке цилиндрическими фрезами рассматривается два способа обработки в зависимости от направления движения подачи заготовки: - встречное фрезерование, когда направление движения режущей кромки фрезы, находящейся в процессе резания, противоположно направлению движения подачи; - попутное фрезерование, когда направление движения режущей кромки фрезы, находящейся в процессе резания, совпадает с направлением движения подачи. При встречном фрезеровании нагрузка на зуб возрастает от нуля до максимума, силы, действующие на заготовку, стремятся оторвать её от стола, а стол поднять. Это увеличивает зазоры в системе СПИД (станок - приспособление - инструмент - деталь), вызывает вибрации, ухудшает качество обработанной поверхности. Этот способ хорошо применим для обработки заготовок с коркой, производя резание из-под корки, отрывая её, тем самым значительно облегчая резание. Недостатком такого способа является большое скольжение лезвия по предварительно обработанной и наклёпанной поверхности. При наличии некоторого округления режущей кромки она не сразу вступает в процесс резания, а поначалу проскальзывает, вызывая большое трение и износ инструмента по задней поверхности. Чем меньше толщина срезаемого слоя, тем больше относительная величина проскальзывания, тем большая часть мощности резания расходуется на вредное трение. При попутном фрезеровании этого недостатка нет, но зуб начинает работу с наибольшей толщины срезаемого слоя, что вызывает большие ударные нагрузки, однако исключает начальное проскальзывание зуба, уменьшает износ фрезы и шероховатость поверхности. Силы, действующие на заготовку, прижимают её к столу, а стол - к направляющим станины, что уменьшает вибрации и повышает точность обработки.
Классификация фрез Многообразие выпускаемых промышленностью конструктивных разновидностей фрез можно разделить на следующие типы: В зависимости от формы образующей рабочей поверхности, на которой нанесены зубья: · дисковые – односторонние (отрезные), двухсторонние и трехсторонние; · цилиндрические; · торцовые; · концевые; · фасонные; · угловые. по конструкции инструмента: · цельные, когда зубья выполнены за одно целое с корпусом; · сборные (со вставными ножами); · фрезы наборные или комплектные, состоящие из набора нескольких универсальных и специальных фрез, предназначенных для одновременной обработки нескольких поверхностей. по способу установки на станке: · хвостовые (с коническим или цилиндрическим хвостовиком); · насадные, имеющие отверстие под оправку. по роду материала рабочей части: · быстрорежущие (зубья изготовлены из сталей Р6М3, Р6М5К5 и др.); · твёрдосплавные (зубья изготовлены из сплавов ВК8, ВК10, Т14К8); · алмазные; · эльборовые. по направлению вращения: · праворежущие; · леворежущие. по форме режущей кромки: · прямозубые; · косозубые; · с винтовым зубом. по форме задней поверхности зуба: · затылованные; · острозаточенные (остроконечные). по назначению: · концевые (рис.3.2); · угловые; · прорезные (рис.3.3); · шпоночные; · фасонные; · резьбовые; · модульные и др.
Рис. 3.2. Концевая фреза с цилиндрическим хвостовиком
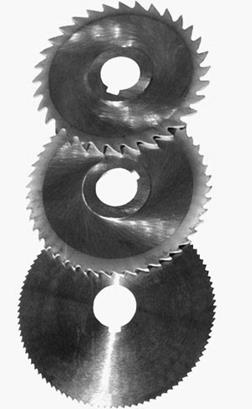
Рис.3.3 Отрезные и прорезные фрезы
Популярное:
|
Последнее изменение этой страницы: 2017-03-03; Просмотров: 1274; Нарушение авторского права страницы