
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Методика расчета точности контрольно-измерительного приспособления
Проектирование контрольно-измерительных приспособлений (КИП) сопровождается их расчетной проверкой, главным образом, на точность измерения (то есть определяется их суммарная погрешность измерения, в исключительных случаях, при контроле крупногабаритных и тяжелых заготовок, дополнительно производится расчетная проверка приспособлений на жесткость. Расчет точности контрольно-измерительного приспособления производится следующим образом: - на основе компоновочной схемы приспособления составляют расчетную схему, на которой схематично (в упрощенном виде) изображается деталь относительно приспособления в состоянии проверки точности ее параметров и рабочее положение измерительного устройства (например, индикатора часового типа). При этом в увеличенном виде (утрированно) изображаются все возможные ошибки базирования детали и погрешности кинематических элементов самого приспособления (всевозможные перекосы, смещения, неперпендикулярность и др. геометрические дефекты его исполнительных поверхностей в пределах установленных на них конструкторских допусков, которые, являясь элементарными составляющими, обусловливают погрешность измерения); - обозначают соответствующими символами на расчетной схеме все выявленные элементарные погрешности КИП; - выявляют элементарные погрешности КИП и составляют основное уравнение измерительной размерной цепи (ИРЦ) относительно допусков составляющих звеньев, включая в него только те звенья, которые влияют на погрешность измерения (практически в состав ИРЦ включают выявленные элементарные погрешности КИП). При этом замыкающим звеном в уравнении будет суммарная погрешность измерения; - при необходимости, с учетом передаточных отношений, получают частные выражения для определения элементарных погрешностей; - на основе частных выражений для элементарных погрешностей получают общий вид основного уравнения ИРЦ; подставляя в него исходные данные, получают количественное значение суммарной погрешности измерения и устанавливают соответствие спроектированного КИП требуемой точности измерения. При этом разрешающую способность КИП можно считать удовлетворительной, если его суммарная погрешность измерения не превышает 1/5 допуска на контролируемый параметр. При невыполнении этого условия ужесточают допуски на звенья ИРЦ и производят повторный ее расчет, либо изменяют принципиальную схему измерения. Пример расчета зажимных усилий
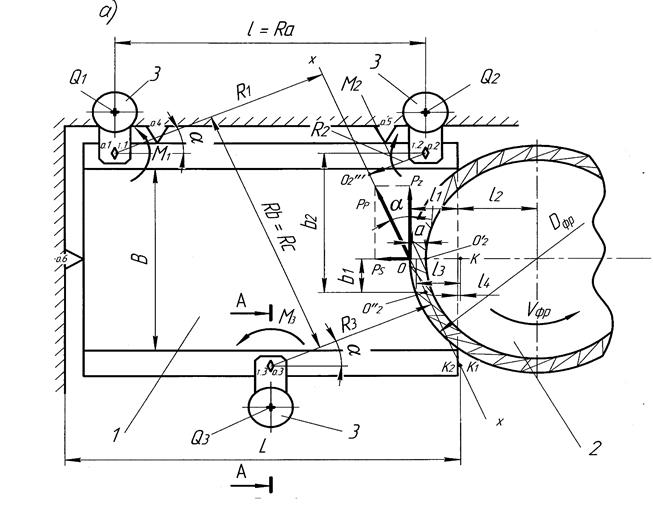
В качестве примера рассмотрим расчет усилий зажима применительно к одному из станочных приспособлений для фрезерной операции по выполнению фрезерования торцовой фрезой открытой горизонтальной плоской поверхности призматической заготовки, удерживаемой в приспособлении тремя Г-образными прихватами с ручными винтовыми приводами, зажим заготовки которыми осуществляется посредством вращения гаек. На рис. 7.1 (а, б) приведена расчетная схема рассматриваемого приспособления со схематичным изображением установочных и зажимных элементов, а также векторов действующих на заготовку 1 сил в ее равновесном состоянии и радиусов-векторов приложения этих сил. Инструмент – торцовая фреза 2 (рис.7.1а) изображена относительно заготовки 1 в наиболее неблагоприятном положении, соответствующем наиболее опасным условиям воздействия на заготовку сил резания, так как в рассматриваемом случае при
Рис. 7.1 врезании фрезы 2 на всю ширину В обрабатываемой поверхности составляющая силы резания, действующая в направлении подачи
создаваемый некоторой долей суммарной силы резания Для рассматриваемой схемы обработки результирующая сила резания
где При этом можно считать, что часть силы
где
Соотношение этих долей силы
где Абсолютные значения
Составляющая
В соответствии с расчетной схемой (рис. 1 а):
с учетом направлений векторов моментов
Воспользуемся дополнительными построениями и найдем радиусы
где
Для предотвращения смещения заготовки от воздействия на нее суммарного момента от сил резания
где Применительно к рассматриваемой расчетной схеме: для 0.1: для 0.2: для 0.3: где f - коэффициент трения в паре опора-заготовка;
Считая, что
После преобразования окончательно имеем
Возвращаясь к исходному уравнению, запишем
откуда находим искомое значение Для предотвращения смещения заготовки от сдвигающего усилия
при или с учетом коэффициента запаса надежности
Суммарная сила зажима Q на каждом прихвате будет равна сумме найденных долей:
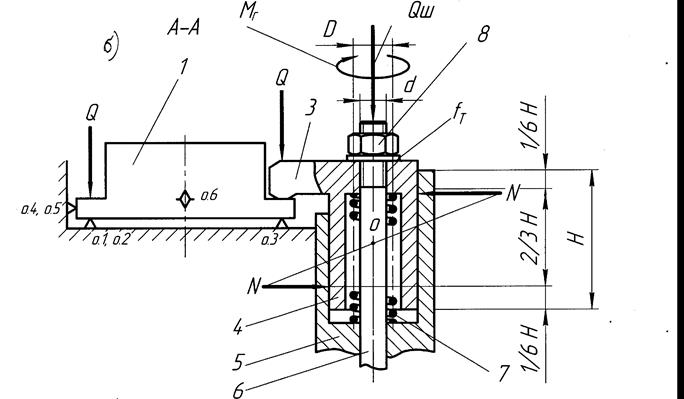
Определив Q, находим зажимную силу на штоках прихватов Зависимость между силой зажима Q и осевой силой
где N - нормальная сила, стремящаяся перекосить направляющую 4 прихвата 3 в корпусе 5. Тогда С другой стороны где
где f – коэффициент трения между поверхностями направляющей 4 и корпуса 5.
С учетом сопротивления от усилия
Для обеспечения необходимой осевой силы
где
t – шаг резьбы; D – диаметр опорной поверхности гайки; d – наружный диаметр резьбы на штоке. Пример расчета погрешности контрольно-измерительного приспособления
Произведем определение в общем виде суммарной погрешности измерения одного из вариантов КИП, расчетная схема которого приведена на рис. 7.2. В соответствии с приведенной схемой посредством рассматриваемого приспособления производится проверка регламентируемого допуска неперпендикулярности торца А относительно центрального отверстия D детали 1, устанавливаемой с зазором на жесткую оправку 2 с буртом 3 и хвостовиком 4, размещенного посредством двух опор качения: верхней 5 и нижней 6 в корпусе 7. абсолютная величина неперпендикулярности определяется измерительным прибором 8 (например, индикатором часового типа). Определяемая норма точности расположения поверхности А относительно отверстия D — неперпендикулярность представляет собой величину перекоса ρ торца А относительно оси В рассматриваемой измерительной системе суммарный перекос (абсолютная неперпендикулярность торца А относительно оси отверстия D)
где ρ i — элементарный перекос, обусловленный i-м фактором (структурной или методической ошибкой измерительной системы); n — число факторов (ошибок), и определяется следующими звеньями (ошибками) измерительной размерной цепи (ИРЦ): 1) наличием зазора S1 между диаметром оправки dОП и отверстия D детали, который вызывает элементарный перекос ρ 1 торца А относительно оси отверстия D при неперпендикулярности торцев: нижнего (опорного) В детали и верхнего С бурта 3 оправки 2 относительно оси
Рис. 7.2 При этом где
где К1 — передаточное отношение по величине S1. При этом максимальная величина перекоса
где 2) технологическим перекосом оси
где hНП — заданный технологический допуск непараллельности оси
где К2 — передаточное отношение по величине hНП; 3) дополнительным увеличением погрешности измерения ρ 3 при наличии допуска е возможного смещения осей оправки 2 и хвостовика 4, которая выразится в увеличении измерительного диаметра du на величину е, что в расчете необходимо учитывать, принимая
4) погрешностью измерения неперпендикулярности торца А относительно отверстия D, обусловленной совокупным влиянием радиальных зазоров и биения в опорах качения 5 и 6 соответственно
где lх — расстояние между центральными сечениями опор качения. Тогда
где К3 — передаточное отношение по величине SП. В расчете следует учитывать максимальное значение 5) погрешностью П измерительного прибора 8, в качестве которого в данном приспособлении используется индикатор часового типа. Так как по приведенной измерительной схеме величина ρ контролируется прибором 8 непосредственно, без масштабирования, то передаточное отношение П К4 =1. С учетом выявленных элементарных погрешностей (звеньев ИРЦ), обусловливающих суммарную погрешность измерения, основное уравнение ИРЦ будет иметь вид:
с учетом дополнительной погрешности е окончательно получим:
Подставив в полученное выражение численные значения исходных параметров, определим величину ρ , которую сравним с заданным (конструкторским) значением Тρ контролируемого параметра точности расположения торца А относительно оси отверстия D. Если при этом ρ < (1/5) Тρ , то приспособление пригодно для контроля параметра с установленной нормой точности, а если ρ > (1/5) Тρ , то необходимо принять меры по повышению разрешающей способности проектируемого КИП. В общем случае это может быть достигнуто изменением конструкции отдельных элементов приспособления, ужесточением допусков их изготовления или применением принципиально другой схемы измерения (контроля) параметра точности с целью уменьшения величин отдельных звеньев ИРЦ, либо исключения их из состава последней. Применительно к рассматриваемому КИП для уменьшения погрешности измерения можно, например, применить разжимную конструкцию оправки 2, что позволит устранить зазор S1 и, тем самым, исключить из основного уравнения ИРЦ составляющую ρ 1. Однако при этом следует иметь ввиду, что это повлечет за собой усложнение конструкции приспособления и повышению себестоимости его изготовления. От других составляющих в рассматриваемой схеме измерения избавиться в принципе не возможно, поэтому их можно только уменьшить, ужесточив на них допуски. Применение другой схемы измерения для контроля рассматриваемого параметра точности не позволит сократить число элементарных погрешностей. Проанализировав таким образом конструктивную схему, принимают окончательное решение по конструкции КИП и нормам точности на изготовление его конструктивных элементов.
Пример проектирования станочного приспособления
В качестве примера рассмотрим проектирование станочного приспособления для фрезерной операции контурного фрезерования шатуна, выполняемой на станке с ЧПУ. Популярное:
|
Последнее изменение этой страницы: 2017-03-03; Просмотров: 1500; Нарушение авторского права страницы
 будет оставаться неизменной при B=const, а момент
будет оставаться неизменной при B=const, а момент  относительно опоры 0.1,
относительно опоры 0.1,  , при относительном перемещении фрезы 2 в направлении подачи
, при относительном перемещении фрезы 2 в направлении подачи  будет уменьшаться от своего максимального значения в т. О до некоторого минимального значения по мере уменьшения радиуса-вектора
будет уменьшаться от своего максимального значения в т. О до некоторого минимального значения по мере уменьшения радиуса-вектора  .
. ,
,  - ее составляющие, соответственно, тангенциальная и в направлении подачи, определяемые по известным полуэмпирическим зависимостям для обработки фрезерованием.
- ее составляющие, соответственно, тангенциальная и в направлении подачи, определяемые по известным полуэмпирическим зависимостям для обработки фрезерованием. ,
,  - доля силы
- доля силы  - доля силы
- доля силы  ,
,  и
и  - коэффициенты трения соответственно при вращательном (тангенциальном) и поступательном движениях заготовки, согласно которому в направлении действия большего коэффициента трения будет действовать и большая сила трения.
- коэффициенты трения соответственно при вращательном (тангенциальном) и поступательном движениях заготовки, согласно которому в направлении действия большего коэффициента трения будет действовать и большая сила трения.
 .
. и
и  , результирующее значение которых
, результирующее значение которых  найдется как векторная сумма
найдется как векторная сумма


 и
и  :
: 



 ,
,  - диаметр режущей части фрезы 2
- диаметр режущей части фрезы 2




 ;
; 



 - суммарный противодействующий момент, создаваемый силами трения между опорами и соприкасающимися с ними участками базовой поверхности заготовки. При этом
- суммарный противодействующий момент, создаваемый силами трения между опорами и соприкасающимися с ними участками базовой поверхности заготовки. При этом  будет создаваться силами трения только на опорах 0.1, 0.2 и 0.3, опоры 0.4, 0.5 и 0.6 не должны воспринимать нагрузок со стороны сил резания во избежание их износа. Кроме того, в рассматриваемой схеме приспособления силы трения между прихватами и контактирующими с ними поверхностями заготовки также в расчет не принимаются, так как конструкция используемых прихватов не обладает жесткостью в тангенциальном направлении (то есть не способна оказывать сопротивление скручивающим нагрузкам). Вводя коэффициент запаса надежности
будет создаваться силами трения только на опорах 0.1, 0.2 и 0.3, опоры 0.4, 0.5 и 0.6 не должны воспринимать нагрузок со стороны сил резания во избежание их износа. Кроме того, в рассматриваемой схеме приспособления силы трения между прихватами и контактирующими с ними поверхностями заготовки также в расчет не принимаются, так как конструкция используемых прихватов не обладает жесткостью в тангенциальном направлении (то есть не способна оказывать сопротивление скручивающим нагрузкам). Вводя коэффициент запаса надежности  , получим
, получим ,
,  ,
,  - противодействующие моменты, создаваемые силами трения в опорах соответственно 0.1, 0.2 и 0.3.
- противодействующие моменты, создаваемые силами трения в опорах соответственно 0.1, 0.2 и 0.3.

 ,
,  - части соответственно суммарных сил зажима
- части соответственно суммарных сил зажима  ;
; 
 .
. можно записать
можно записать .
. .
. ,
,  .
. ,
, 
 ,
,  .
. .
. , для чего воспользуемся расчетной схемой на рис. 1 б.
, для чего воспользуемся расчетной схемой на рис. 1 б. ,
,  .
. ,
,  - сила трения направляющей 4 в корпусе 5.
- сила трения направляющей 4 в корпусе 5. ,
, 
 .
. предварительного сжатия возвратной пружины 7
предварительного сжатия возвратной пружины 7 .
. затяжки гайки 8 определится выражением:
затяжки гайки 8 определится выражением:  ,
,  - средний диаметр резьбы гайки;
- средний диаметр резьбы гайки;  - угол наклона витков резьбы
- угол наклона витков резьбы  ;
;  - коэффициент трения в резьбе;
- коэффициент трения в резьбе;  - коэффициент трения на торце гайки;
- коэффициент трения на торце гайки;  отверстия D детали 1 в пределах измерительного диаметра du .
отверстия D детали 1 в пределах измерительного диаметра du .

 ,
,  — активная длина оправки 2,
— активная длина оправки 2,  ,
,  будет соответствовать
будет соответствовать  .
. ,
,  — максимальный и минимальный диаметры соответственно отверстия и оправки в пределах их конструкторских допусков;
— максимальный и минимальный диаметры соответственно отверстия и оправки в пределах их конструкторских допусков;  оправки 2 относительно оси ОО1 хвостовика 4 на угол Θ 2 , который будет вызывать дополнительную неперпендикулярность ρ 2 торца А, при этом
оправки 2 относительно оси ОО1 хвостовика 4 на угол Θ 2 , который будет вызывать дополнительную неперпендикулярность ρ 2 торца А, при этом

 ;
;  .и
.и  При условии равенства последних
При условии равенства последних  тангенс угла перекоса Θ 3 между осью ОО посадочного отверстия под опоры качения в корпусе 7 и осью ОО1 хвостовика 4 определится выражением
тангенс угла перекоса Θ 3 между осью ОО посадочного отверстия под опоры качения в корпусе 7 и осью ОО1 хвостовика 4 определится выражением ,
,  ,
,  .
.
 ,
,  .
.