
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Составление компоновочной схемы ⇐ ПредыдущаяСтр 6 из 6
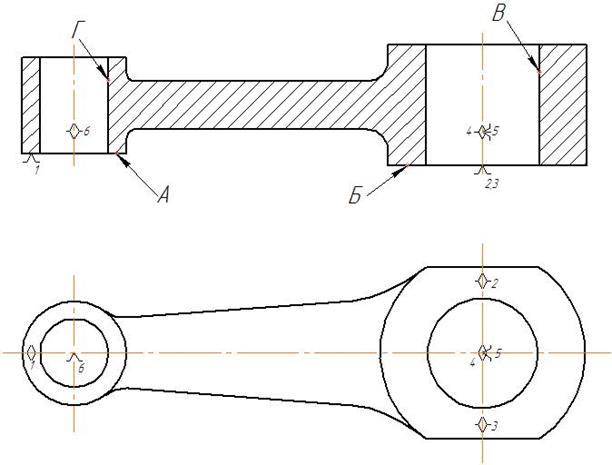
На основе составленной схемы базирования выполним компоновочную схему проектируемого приспособления. Поскольку заготовка будет обрабатываться на вертикально-фрезерном станке, то установочная база (торцы головок шатуна) должна располагаться горизонтально. Изобразим шатун в положении установки его на станке, располагая горизонтально торцы головок. Теперь выбираем установочные элементы: шатун должен опираться на установочные элементы своими торцами и фиксироваться от смещения и поворота в горизонтальной (установочной) плоскости. Целесообразно выбрать такую конструкцию опор, которая одновременно выполняла бы обе эти функции. С учетом этого в качестве основных опор выбираем пальцы с опорными буртами. Один из пальцев должен быть цилиндрическим 2 (рис.7.4), контактирующим с двойной опорной базой – отверстием кривошипной головки, а другой – ромбическим 3, контактирующим с опорной базой – отверстием поршневой головки. Бурты указанных пальцев 2 и 3 одновременно служат установочными элементами, контактирующими с установочной базой шатуна, образованной торцами А и Б (рис. 7.3). Опорные бурты пальцев должны быть выполнены разными по высоте, т.к. установочная база образована ступенчатой плоскостью вследствие неодинаковой толщины кривошипной и поршневой головок шатуна. В качестве основного корпусного элемента целесообразно выбрать горизонтально расположенную опорную плиту 1 (рис. 7.4), на которой разместим установочные элементы – пальцы 2 и 3, а также все другие конструктивные элементы. Для исключения деформации шатуна и повышения надежности его фиксации усилия зажима необходимо прикладывать строго против установочных опор. Поэтому в качестве прижимных элементов нужно использовать центральные шайбы 4 и 5, ориентируемые по отверстиям поршневой и кривошипной головок. Для уменьшения высоты выступающих элементов зажимных устройств следует использовать прижимные шайбы в виде стаканов с крепежными буртами, а в их углублениях разместить головки стягивающих болтов 6 и 7. С целью передачи усилий зажима на шайбы 4 и 5 целесообразно использовать размещенные в центральных отверстиях пальцев 2 и 3 разгруженные от поперечных нагрузок вертикально перемещаемые штоки 8 и 9. Осевое перемещение штоков 8 и 9 обеспечивается клиновым механизмом, приводимым в действие двухходовым гидроцилиндром дифференциального типа. Использование клинового механизма существенно повышает надежность закрепления заготовки, т.к. он имеет высокий тормозящий эффект, противодействующий внешним нагрузкам, (т.е. заготовка не будет самооткрепляться от воздействия ударных и вибрационных нагрузок), а также позволяет уменьшить габариты привода и увеличить передаточное отношение для развиваемого усилия зажима. Применение двухходового гидроцилиндра повышает четкость срабатывания механизма и КПД привода, дает возможность автоматизировать процессы закрепления и открепления заготовки, а также обеспечивает стабильность усилия зажима. Использование гидроцилиндра дифференциального типа позволит обеспечить одинаковые усилия зажима по обоим головкам шатуна. Для уменьшения габарита приспособления по высоте гидроцилиндр 10 расположим горизонтально под опорной плитой 1. Клинья 11 и 12 клиновых механизмов разместим соответственно на штоке 13 поршня 14 и на крышке 15 корпуса гидроцилиндра. Поскольку гидроцилиндр дифференциального типа, то его корпус должен быть подвижным относительно поршня; поэтому корпус гидроцилиндра не крепится к основанию приспособления, а находится в свободно подвешенном положении. Для уменьшения трения сопротивления перемещению клиньев 11 и 12 их рабочие поверхности целесообразно расположить на трех опорах качения, две из которых 16 и 17 – стационарные, а одна – подвижная 18, размещенная в вертикально перемещаемом штоке 8, взаимодействующим с клином 11. Аналогично для клина 12 стационарными являются опоры качения 19 и 20, а подвижная опора 21 размещена на штоке 9. Элементы привода механизмов зажима расположим в пространстве между верхней несущей плитой 1 и нижней опорной плитой 22 корпуса приспособления, которые связаны между собой боковыми вертикальными панелями 23. Такая замкнутая коробчатая конструкция корпуса приспособления обеспечит его высокую жесткость и будет хорошо защищать привод зажимных устройств от грязи и стружки, что необходимо для высокой надежности работы приспособления. В нижней опорной плите выполнены открытые пазы, где размещены крепежные болты 24 для крепления приспособления на станке; при этом расстояние между пазами должно быть увязано с шагом расположения Т-образных штатных пазов стола фрезерного станка. Элементы коммуникаций (трубопроводов и арматуры управления гидроцилиндром) на компоновочной схеме не приводим, т.к. они располагаются вне приспособления. С учетом размеров заготовки проставляем основные габаритные размеры приспособления за исключением размеров гидроцилиндра и приводов механизмов зажима, которые обозначим после определения требуемых усилий зажима заготовки.
Рис. 7.3
Рис. 7.4. Компоновочная схема приспособления
Расчет усилий зажима Расчет зажимных сил осуществляем по наиболее неблагоприятным условиям работы приспособления, которым соответствуют наибольшие нагрузки, действующие на заготовку в процессе ее обработки. При контурном фрезеровании шатуна обычно используют цилиндрические фрезы, длина рабочей части которых должна перекрывать всю ширину фрезеруемой поверхности. Для обрабатываемого шатуна наибольшая ширина фрезерования равна ширине наружной поверхности кривошипной головки Bкр=146 мм. Поэтому для обеспечения достаточной жесткости инструмента выбираем цилиндрическую концевую фрезу с диаметром режущей части Dфр=63 мм и длиной 200 мм [13] (таб. 67, с. 174-175) с винтовыми зубьями (для снижения детонационных явлений) в количестве Z=8 шт.; материал режущих элементов – твердый сплав марки Т15К6. Принимаем максимальную глубину чернового фрезерования t=3 мм. Рекомендуемая подача при черновом фрезеровании и глубине t=3 мм для материала Т15К6 составляет Sz=0, 15 мм/зуб [13] (таб. 36, с. 285). Определим расчетное значение скорости резания [13] (с. 282):
где CV – постоянная, соответствующая виду и условиям обработки: для фрезерования цилиндрической твердосплавной фрезой конструкционной стали CV=234 [13] (таб. 39, с. 286); q, m, x, y, n, p – эмпирические показатели степеней;
nV=1; KГ=0, 8 – для режущего материала из твердого сплава [13] (таб. 2, с. 262); σ В=780 KПV – коэффициент, учитывающий состояние поверхностного слоя заготовки: для поковки KПV=0, 8[13] (таб. 5, с. 263); KИV – коэффициент, учитывающий вид инструментального материала: для Т15К6 при обработке конструкционной стали KИV=1, 0 [13] (таб. 6, с. 263); KТИ – коэффициент, учитывающий количество одновременно работающих инструментов: для одноинструментальной обработки KТИ=1, 0 [13], (таб. 7, с. 264); KТС – коэффициент, учитывающий количество станков, обслуживаемых одним рабочим: для одного обслуживаемого станка KТС=1, 0 [13] (таб. 8, с. 264).
CМV=234; q=0, 44; x=0, 24; y=0, 26; u=0, 1; p=0, 13; m=0, 13 [13] (таб. 39, с. 286); T=180 мин – стойкость твердосплавного инструмента при черновом фрезеровании [43] (таб. 40, с. 280).
Определим расчетное значение частоты вращения шпинделя станка:
Принимаем действительное значение частоты вращения Определяем силу резания [13] (с. 282):
где Cp – постоянная, соответствующая виду и условиям обработки: для фрезерования цилиндрической твердосплавной фрезой конструкционной стали Cp=12, 5 [13] (таб. 41, с. 291); x=0, 85; y=0, 75; u=1, 0; q=0, 73; w=-0, 13 – эмпирические показатели степеней для этих же условий обработки [13] (таб. 41, с. 291);
Для определения усилий зажима и параметров исполнительного гидроцилиндра составляем расчетную схему (рис. 7.5). Сила резания PZ будет стремиться развернуть заготовку относительно точки О1 и одновременно сместить ее в направлении действия вектора При этом составляющая
Для упрощения расчетов можно пренебречь разницей коэффициентов трения в поступательном fs и тангенциальном fτ направлениях между контактирующими поверхностями шатуна (торцами его головок) и буртов установочных пальцев, считая их одинаковыми и для пары сталь-сталь равными fs=fτ =f=0, 15 [12] (таб. 21, с. 98). При таком условии доли
Заготовка удерживается в приспособлении в неподвижном состоянии силами трения FТР и При этом в каждой из опор часть силы трения Таким образом неподвижность заготовки будет обеспечиваться условием:
Учитывая, что
и
где
выражение (5) запишется в виде:
Уравнения статического равновесия системы получим, введя коэффициенты запаса надежности:
где KЗ.S, KЗ.M – коэффициенты запаса надежности соответственно противодействию сдвигающей силе и крутящему моменту. Поскольку используется гидроцилиндр дифференциального типа, то усилия зажима обеих головок шатуна будут одинаковыми, т.е. Q=Q1, (10) при этом доли Тогда система (9) запишется в виде:
Отсюда определяем составляющие
Принимая KЗ.S=KЗ.M=1, 5, а также учитывая фактические значения R=750 мм, R1=100 мм, R2=878 мм, определим числовые значения
Суммарная сила зажима на каждом штоке:
а)
б) Рис. 7.5. Расчетная схема для определения усилий зажима и параметров гидроцилиндра С учетом передаточного отношения клинового механизма с углом клина α =10º усилие на штоке гидроцилиндра будет равно:
Приняв рабочее давление гидроцилиндра P=5 МПа (
Принимаем размер рабочего диаметра гидроцилиндра (диаметра его поршня dП) dГЦ=60 мм. Оформление альбома карт ТП Альбом представляет собой комплект технологических документов, оформляемых на стандартных бланках 11 формата – технологических картах различного типа и подшивается к пояснительной записке после раздела «Список литературы». Составными элементами альбома являются: 1) титульный лист – оформляется также на стандартном бланке (приложение 7) и содержит наименование и обозначение заводского чертежа детали и подписи с указанием фамилий и инициалов разработчика (студента) и руководителя проекта. 2) Маршрутные карты (две формы – первый лист и продолжение, Приложение 8) – содержат описание маршрутного технологического процесса в виде перечня наименований операций с указанием применяемого технологического оборудования. Последней операцией обычно является контрольная (контроль ОТК, мастера и т.д.). Нумерация операций обычно ведется от нуля (обычно первой, нулевой операцией является «Заготовительная» с конкретным указанием способа получения заготовки) с последующим чередованием через 5 единиц, например:
3) Карта эскизов (Приложение 9) заготовки – утолщенными линиями изображается эскиз заготовки с указанием размеров с допусками и шероховатостью поверхностей, на который тонкими штрих-пунктирными линиями наносится без указания размеров эскиз готовой детали. 4) Операционные карты (две формы – первый лист и продолжение, Приложение 10) – содержат подробное описание операционного технологического процесса механической обработки детали на две-три разнородные операции, например, токарную, фрезерную и сверлильную. Для каждой операции вначале приводятся карты эскизов (Приложение 9) обработки, а затем карты описания ТП. На карте эскизов показывается эскиз детали с конфигурацией поверхностей в конце данной операции, причем обрабатываемые поверхности изображаются утолщенными линиями (в КП рекомендуется изображение таких линий красным цветом), указываются: размеры с допусками и шероховатость обрабатываемых поверхностей, базирование (ставятся базовые точки). Если применяется многопозиционное оборудование (например, многошпиндельные токарные полуавтоматы), то приводятся эскизы обработки отдельно для каждой позиции детали. Все обрабатываемые поверхности на эскизе нумеруют арабскими цифрами в технологической последовательности и соединяют с размерной линией, причем номера поверхностей обводят окружностями диаметром 6…8 мм. Эскизы выполняются без масштаба, аккуратно и четко. В операционных картах заполняются все графы, указывается перечень всех переходов, последним переходом является контроль ОТК, мастера или рабочего. Обязательно заполняются графы таблицы режимов резания. Наименование операции должно отражать применяемый вид технологического оборудования и записывается именем прилагательным в именительном падеже, причем слово «операции» не пишется, например: токарная, токарно-копировальная, фрезерная, сверлильная, протяжная и т.д. Запись содержания технологической операции выполняется в виде перечисления в технологической последовательности(обычно с нумерацией через 5 позиций: 0, 5, 10, 15 и т.д.) всех действий (переходов), определяемых ключевыми словами, характеризующими методы обработки, которые выражаются глаголом в неопределенной форме, например: установить, снять, точить, расточить, фрезеровать, шлифовать, зенковать и т.п. Первый, нулевой переход обычно описывает вспомогательные действия по установке и снятию детали, например: «Установить и снять деталь». При описании переходов при обозначении диаметров применяют знак ø и не указывают условные обозначения длины, ширины, фаски. Например: «Расточить поверхность 3, выдерживая размеры ø 120, 60+0, 2 и 1, 6× 45°. При описании вспомогательных переходов употребляют следующие ключевые слова: закрепить, настроить, переустановить и закрепить, проверить, снять и т.д. В содержании операции описание переходов следует разделять свободными строками (одной, двумя) для возможной дальнейшей корректировки текста. 5) Операционные карты технического контроля (Приложение 11) – приводится содержание операции окончательного контроля готовой детали. Приводится карта эскизов окончательно обработанной детали с указанием всех контролируемых параметров (геометрических, физических и химических). Текстовая часть – операционная карта технического контроля – содержит перечень контрольно-измерительных переходов с указанием необходимых оборудования, оснастки и измерительных приборов и инструмента.
9. Требования к оформлению графической части КП
Графическая часть КП выполняется в соответствии с действующими стандартами ЕСКД и включает следующие объекты разработки: 1-й лист: приводятся технологические наладки на одну-две операции, предпочтительно из числа вновь разрабатываемых. На этом листе указываются наименование и номер операции, на которую составляется наладка, марка технологического оборудования (станка), для каждой позиции и установа приводятся в произвольном масштабе изображения детали, условно закрепленной в станочном приспособлении, инструмента, закрепленного в оправке и находящегося в конечном положении траектории его рабочего перемещения (в направлении подачи рабочего хода). Обрабатываемые поверхности детали изображаются линиями красного цвета, а также для них указываются порядковые номера в последовательности обработки, размеры с допусками и шероховатостью. Главное движение и движения подач обозначаются на чертеже соответствующими символами (V, SПР, SП, SВ, Sкр и т.д.) с указанием стрелками направления векторов их скоростей. Кроме того отдельно приводятся траектория перемещения инструмента (сплошными линиями – в направлениях рабочих подачи штриховыми – в направлениях холостых ходов), а также таблица режимов резания с указанием № перехода или позиции, и значений глубины резания t, мм; подачи S, мм/об или мм/мин; частоты вращения шпинделя n, мин-1; скорости резания V, м/с. Желательно также привести эскизы детали с указанием размеров до и после обработки на данной операции. В случае применения многопозиционного оборудования (например, многошпиндельных токарных полуавтоматов, токарно-револьверных полуавтоматов и т.д.) приводятся наладки для всех позиций операций, при этом, если используется многопозиционная инструментальная головка (например, револьверного типа), то при изображении наладки инструментальная головка условно показывается неподвижной, а деталь располагается в каждой позиции относительно инструмента. 2-й лист: содержит сборочный чертеж станочного приспособления с минимальным количеством видов и разрезов, необходимых для уяснения принципа его действия. Чертеж снабжается основными размерами и указанием позиций деталей и сборочных узлов, на которые составляется спецификация, подшиваемая в РПЗ в качестве приложения. Допускается спецификацию совмещать со сборочным чертежом. Деталь изображается на чертеже приспособления линиями синего цвета в закрепленном положении. На свободном поле чертежа (обычно над штампом или слева от него) приводятся технические требования, по которым регламентируются различные параметры изделия, например, такие, как физико-технические свойства материала, его термическая обработка и покрытия поверхностей; размеры, предельные отклонения размеров, допусков формы и расположения поверхностей, массы и т.д.; шероховатость поверхностей; расположение отдельных элементов конструкции; а также требования, предъявляемые к настройке и регулированию изделия. 3-й лист: содержит графическое изображение сборочного чертежа контрольно-измерительного приспособления. Основные требования к выполнению чертежа такие же, как и для чертежа станочного приспособления.
Защита курсового проекта
На защиту представляются материалы КП (РПЗ, альбом карт технологического процесса и листы графической части), подписанные руководителем проекта (пример оформления: Приложение 12). Защита проводится перед комиссией, состоящей не менее чем из двух преподавателей. Доклад по теме КП в пределах 5…7 мин, в котором студент должен отразить: 1) тему КП; 2) новые (разработанные) решения по технологическому процессу и конструкциям приспособлений по сравнению с базовыми вариантами техпроцесса и конструкций приспособлений; 3) кратко охарактеризовать графическую часть; 4) в заключительной части необходимо отразить эффективность выполненных разработок и указать факторы, за счет которых она достигнута.
Список литературы 1.Андреев Г.Н. Проектирование технологической оснастка машиностроительного производства: Учеб. пособие для вузов / Под ред. Ю.М. Соломенцева; Г.Н. Андреев, В.Ю. Новиков, А.Г. Схиртладзе. – 3-е изд., стер.-М.: Высшая школа, 2001. – 415 с. 2.Ансеров М.А. Приспособления для металлорежущих станков/ Изд-4-е исправл. и доп. – Л.: Машиностроение – Ленингр. отд-ние, 1975.-656 с. 3.Горошкин А.К. Приспособления для металлорежущих станков: Справочник. – 7-е изд., перераб. и доп. – М.: Машиностроение, 1979.–303 с. 4.Добрыднев И.С. Курсовое проектирование по предмету «Технология машиностроения». Учебное пособие для техникумов по специальности «Обработка металлов резанием». – М.: Машиностроение, 1985. – 184 с. 5.Иноземцев Г.Г. Проектирование металлорежущих инструментов: Учебное пособие для вузов по специальности «Технология машиностроения, металлорежущие станки и инструменты». – М.: Машиностроение, 1984. – 272 с. 6.Ковшов А.Н. Технология машиностроения: Учебник для студентов машиностроительных специальностей вузов. – М.: Машиностроение, 1987. – 320 с. 7.Корсаков В.С. Основы конструирования приспособлений: Учебник для вузов. –2-е изд., перераб. и доп.–М.: Машиностроение, 1983– 277 с. 8.Косов Н.П., Исаев А.Н., Схиртладзе А.Г. Технологическая оснастка: вопросы и ответы: Учебное пособие для вузов. – М.: Машиностроение, 2005. -304 с. 9.Левенсон Е.М. Контрольно-измерительные приспособления в машиностроении.–2-е изд., перераб.М.: Машгиз, 1960.–292 с. 10.Марков Н.Н., Ганевский Г.М. Конструкция, расчет и эксплуатация измерительных инструментов и приборов. – М.: Машиностроение, 1981. – 367 с. 11.Марочник сталей и сплавов/В.Г. Сорокин, А.В. Волосникова, С.А. Вяткин и др.; под общ ред В.Г. Сорокина – М.: Машиностроение, 1989. – 640 с. 12.Справочник конструктора-машиностроителя: В 3-х т. Т.1 – 6-е изд., перераб. и доп. – М.: Машиностроение, 1982. – 736 с. 13.Справочник технолога-машиностроителя. В 2-х т. Т.1/Под ред. А.Г. Косиловой и Р.К. Мещерякова – 4-е изд., перераб. и доп. – М.: Машиностроение, 1985. – 656 с. 14.Справочник технолога-машиностроителя. В 2-х т. Т.2/Под ред. А.Г. Косиловой и Р.К. Мещерякова – 4-е изд., перераб. и доп. – М.: Машиностроение, 1985. – 496 с. 15.Станочные приспособления: Справочник. В 2-х т. Т.2 / Под ред. В.Н. Вардашкина и В.В. Данилевского. – М.: Машиностроение, 1984. – 656 с. 16.Схортладзе А.Г., новиков В.Ю. Станочные приспособления: Учеб пособие. – М.: Высшая школа, 2001. – 110 с. 17.Технология двигателестроения: Учебник/А.Л. Карунин, О.А. Дащенко, В.И. Гладков и др.: Под ред. А.И. Дащенко. 3-е изд., перераб. и доп. – М.: Высшая школа, 2006. – 608 с. 18.Широких Э.В. Проектирование станочного и контрольно-измерительных приспособлений: Учебно-методическое пособие для студентов машиностроительных специальностей вузов. – Коломна: Коломенский институт (филиал) МГОУ, 2009.–36с.
Приложение 1
Популярное:
|
Последнее изменение этой страницы: 2017-03-03; Просмотров: 889; Нарушение авторского права страницы

 м/мин, (1)
м/мин, (1) – общий поправочный коэффициент, учитывающий изменяемые условия обработки, где
– общий поправочный коэффициент, учитывающий изменяемые условия обработки, где – коэффициент, учитывающий свойства обрабатываемого материала [13] (таб. 1, с. 261):
– коэффициент, учитывающий свойства обрабатываемого материала [13] (таб. 1, с. 261):  – временное сопротивление разрыву для обрабатываемого материала (материал шатуна – сталь 18Х2НЧМА) в нормализованном состоянии [11] (с. 280-281);
– временное сопротивление разрыву для обрабатываемого материала (материал шатуна – сталь 18Х2НЧМА) в нормализованном состоянии [11] (с. 280-281); 

 м/мин
м/мин мин-1.
мин-1. мин-1, т.к. станок с ЧПУ и имеет бесступенчатое регулирование скоростных параметров.
мин-1, т.к. станок с ЧПУ и имеет бесступенчатое регулирование скоростных параметров. , (2)
, (2) , n=0, 75 – поправочный коэффициент и показатель степени для обработки фрезерованием стали с
, n=0, 75 – поправочный коэффициент и показатель степени для обработки фрезерованием стали с  кГс/см2 [13] (таб. 9, с. 264).
кГс/см2 [13] (таб. 9, с. 264).
 кГс
кГс . Очевидно, критическое расположение инструмента относительно заготовки будет соответствовать его расположению в точке А (рис. 7.5, б), т.к. в этом случае на заготовку будет действовать максимальный крутящий момент МКР, стремящийся развернуть ее относительно точки О1, тогда как сдвигающая сила PS будет одинаковой в любом месте контура шатуна.
. Очевидно, критическое расположение инструмента относительно заготовки будет соответствовать его расположению в точке А (рис. 7.5, б), т.к. в этом случае на заготовку будет действовать максимальный крутящий момент МКР, стремящийся развернуть ее относительно точки О1, тогда как сдвигающая сила PS будет одинаковой в любом месте контура шатуна. силы PZ будет создавать крутящий момент МКР, а составляющая
силы PZ будет создавать крутящий момент МКР, а составляющая  – сдвигающую силу PS, т.е.
– сдвигающую силу PS, т.е. (3)
(3) (4)
(4) между контактирующими поверхностями шатуна (торцами его головок) и торцовыми поверхностями опорных буртов пальцев соответственно в опорах О и О1.
между контактирующими поверхностями шатуна (торцами его головок) и торцовыми поверхностями опорных буртов пальцев соответственно в опорах О и О1. (
(  ) будет создавать противодействующий крутящий момент МПР (
) будет создавать противодействующий крутящий момент МПР (  ), компенсирующий МКР, а другая часть –
), компенсирующий МКР, а другая часть –  (
(  ) будет компенсировать сдвигающую силу PS.
) будет компенсировать сдвигающую силу PS.
 (5)
(5) ;
;  (6)
(6) ;
;  ; (7)
; (7) ,
,  (
(  ) и
) и  (
(  ) составляющие зажимных сил, создающие, соответственно, силы трения
) составляющие зажимных сил, создающие, соответственно, силы трения 
 ,
,  . (8)
. (8) , (9)
, (9) . (11)
. (11) и
и  (12)
(12) , (13)
, (13) кГс,
кГс,  кГс.
кГс. кГс.
кГс.

 кГс.
кГс. кГс/см2), определим требуемый диаметр гидроцилиндра:
кГс/см2), определим требуемый диаметр гидроцилиндра:  см=57, 8 мм.
см=57, 8 мм.