
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Задачи курсового проектированияСтр 1 из 6Следующая ⇒
Задачи курсового проектирования
Настоящее учебно-методическое пособие (УМП) является руководством к выполнению курсового проекта (КП) по дисциплине «Технология двигателей». Целью выполнения проекта является: 1) Приобретение студентами навыков самостоятельной работы и закрепление теоретических знаний. 2) Развитие умения практического использования теоретических знаний. 3) Овладение принципиальными основами проектирования технологического процесса (ТП) изготовления деталей. 4) Развитие навыков самостоятельного и творческого подхода к решению технологических задач при проектировании ТП с учетом применения прогрессивных технологий и технологического оборудования.
Тематика курсовых проектов
Задание на КП выдается ведущим преподавателем, либо выбирается студентом самостоятельно и затем согласовывается с ведущим преподавателем. Тема КП предусматривает разработку технологического процесса изготовления детали с установленным годовым объемом выпуска или указанием типа производства. Например: 1) Разработать технологический процесс обработки детали – «Корпус клапана 03Д49.107.23». Годовой выпуск деталей – 5000 шт. 2) Разработать технологический процесс обработки детали – «Тарелка Д42.86.06-1». Тип производства – среднесерийное. При выборе объекта для разработки ТП (то есть детали) следует стремиться к тому, чтобы тематика КП по возможности отражала конкретные производственные задачи, направленные на совершенствование базового (заводского) ТП. С целью практического ознакомления с типовыми ТП механической обработки и конструктивными особенностями реальных деталей целесообразно в качестве объектов выбирать детали базовых конструкций серийных машин машиностроительных предприятий. Для повышения уровня самостоятельности принимаемых студентами технологический решений при выполнении КП рекомендуется выбирать детали оригинальных конструкций (например, вновь разрабатываемых при выполнении УИРС, НИР и др.).
Структура и объем курсового проекта
Курсовой проект состоит из: 1) расчетно-пояснительной записки (РПЗ) – 30…35 стр.; 2) комплекта технологической документации изготовления детали (альбома карт технологического процесса механической обработки детали приводится в сокращенном объеме); 3) графической части – 3…4 листа формата А1 (841× 594). Курсовой проект необходимо выполнять на основе последний достижений науки и техники, новейших форм организации производства, с применением механизации и автоматизации технологических процессов при соблюдении норм и требований ЕСКД и ЕСТПП. Курсовой проект, независимо от варианта задания, имеет унифицированную структуру и содержание всех составных частей, включая расчетно-пояснительную записку.
Расчетно-пояснительная записка 4.1. Составные части и содержание
Расчетно-пояснительная записка состоит из: - титульного листа (Приложение 1); - бланка задания на КП (Приложение 2); - содержания (Приложение 3); - реферата (Приложение 4); - разделов РПЗ с изложением соответствующих материалов, обоснований и расчетов; - списка литературы. Содержание РПЗ включает следующие разделы: Реферат 1. Конструктивно-технологическая характеристика детали 1.1. служебное назначение детали 1.2. особенности конструкции 1.3. характеристика технологичности 2. Характеристика типа производства 3. Выбор вида и метода получения заготовки 4. Анализ базового технологического процесса 5. Предлагаемый вариант технологического процесса 6. Определение промежуточных припусков и размеров 7. Определение режимов резания и норм времени 8. Проектирование станочного оборудования 9. Проектирование контрольно-измерительного приспособления 10. Заключение Список литературы Приложение: Альбом ТП (на технологических картах для разработанного варианта (ТП)
Проектирование приспособлений Методика проектирования контрольно-измерительных приспособлений
Контрольно-измерительные приспособления (КИП) предназначены для проверки соответствия полученных при обработке у деталей показателей точности их заданным значениям с допусками [ 7, 9 ]. Требования к проектированию: 2.1.1. По возможности обеспечить схему базирования, соответствующую методически точной схеме измерения; 2.1.2. Стремиться к максимально простой и удобной в пользовании конструкции; 2.1.3. Максимально уменьшать собственную погрешность приспособления за счет предельного сокращения числа звеньев измерительной размерной цепи; 2.1.4. Стремиться к максимальному использованию унифицированных конструктивных элементов; 2.1.5. Стремиться к максимальному снижению себестоимости приспособления. Исходные данные: 2.2.1. Рабочий чертеж детали с указанием требований точности на получаемые размеры, а также нормы точности на формы и относительное расположение поверхностей; 2.2.2. Справочные материалы по проектированию контрольно-измерительных приспособлений с указанием типовых схем контроля и измерения параметров точности и стандартных конструкций элементов; 2.2.3. Примеры типовых конструкций контрольно-измерительных приспособлений. Этапы проектирования: 2.3.1. Изучение рабочего чертежа детали. Особое внимание обращается на измерительные базы и нормы точности контролируемых параметров; 2.3.2. Выявление измерительных баз и контролируемых поверхностей; 2.3.3. Составление схемы базирования для выполняемого измерения; 2.3.4. Выбор установочных (и если требуется зажимных) элементов, предпочтительно стандартных конструкций; 2.3.5. Выбор (предпочтительно стандартных) элементов ориентирования и косвенного измерения (оправок, переходных втулок и т.д.), а также (если необходимо) зажимных устройств; 2.3.6. Осуществление предварительной компоновки приспособления с необходимыми видами и разрезами (составление компоновочной схемы); 2.3.7. Составление расчетной схемы и выполнение точностного расчета приспособления; 2.3.8. Внесение, если требуется, по результатам расчетов необходимых корректив в эскизный проект приспособления, и завершение его выпуском сборочного чертежа с необходимыми видами и разрезами; 2.3.9. Определение и простановка на чертежах необходимых размеров с допусками, шероховатостью обрабатываемых поверхностей и норм точности геометрии и расположения основных поверхностей; 2.3.10. Составление технических требований на изготовление (сборку) и эксплуатацию приспособления; 2.3.11. Составление спецификации на сборочный чертеж приспособления. Указанные этапы выполняются аналогично выполнению подобных этапов проектирования станочных приспособлений (см. п. 1.3).
Пример расчета зажимных усилий
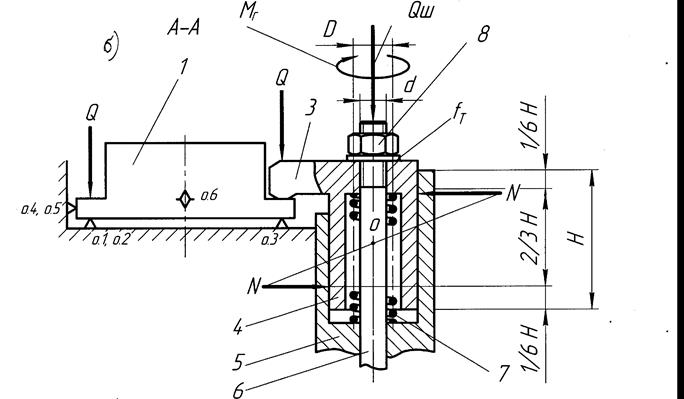
В качестве примера рассмотрим расчет усилий зажима применительно к одному из станочных приспособлений для фрезерной операции по выполнению фрезерования торцовой фрезой открытой горизонтальной плоской поверхности призматической заготовки, удерживаемой в приспособлении тремя Г-образными прихватами с ручными винтовыми приводами, зажим заготовки которыми осуществляется посредством вращения гаек. На рис. 7.1 (а, б) приведена расчетная схема рассматриваемого приспособления со схематичным изображением установочных и зажимных элементов, а также векторов действующих на заготовку 1 сил в ее равновесном состоянии и радиусов-векторов приложения этих сил. Инструмент – торцовая фреза 2 (рис.7.1а) изображена относительно заготовки 1 в наиболее неблагоприятном положении, соответствующем наиболее опасным условиям воздействия на заготовку сил резания, так как в рассматриваемом случае при
Рис. 7.1 врезании фрезы 2 на всю ширину В обрабатываемой поверхности составляющая силы резания, действующая в направлении подачи
создаваемый некоторой долей суммарной силы резания Для рассматриваемой схемы обработки результирующая сила резания
где При этом можно считать, что часть силы
где
Соотношение этих долей силы
где Абсолютные значения
Составляющая
В соответствии с расчетной схемой (рис. 1 а):
с учетом направлений векторов моментов
Воспользуемся дополнительными построениями и найдем радиусы
где
Для предотвращения смещения заготовки от воздействия на нее суммарного момента от сил резания
где Применительно к рассматриваемой расчетной схеме: для 0.1: для 0.2: для 0.3: где f - коэффициент трения в паре опора-заготовка;
Считая, что
После преобразования окончательно имеем
Возвращаясь к исходному уравнению, запишем
откуда находим искомое значение Для предотвращения смещения заготовки от сдвигающего усилия
при или с учетом коэффициента запаса надежности
Суммарная сила зажима Q на каждом прихвате будет равна сумме найденных долей:
Определив Q, находим зажимную силу на штоках прихватов Зависимость между силой зажима Q и осевой силой
где N - нормальная сила, стремящаяся перекосить направляющую 4 прихвата 3 в корпусе 5. Тогда С другой стороны где
где f – коэффициент трения между поверхностями направляющей 4 и корпуса 5.
С учетом сопротивления от усилия
Для обеспечения необходимой осевой силы
где
t – шаг резьбы; D – диаметр опорной поверхности гайки; d – наружный диаметр резьбы на штоке. Пример расчета погрешности контрольно-измерительного приспособления
Произведем определение в общем виде суммарной погрешности измерения одного из вариантов КИП, расчетная схема которого приведена на рис. 7.2. В соответствии с приведенной схемой посредством рассматриваемого приспособления производится проверка регламентируемого допуска неперпендикулярности торца А относительно центрального отверстия D детали 1, устанавливаемой с зазором на жесткую оправку 2 с буртом 3 и хвостовиком 4, размещенного посредством двух опор качения: верхней 5 и нижней 6 в корпусе 7. абсолютная величина неперпендикулярности определяется измерительным прибором 8 (например, индикатором часового типа). Определяемая норма точности расположения поверхности А относительно отверстия D — неперпендикулярность представляет собой величину перекоса ρ торца А относительно оси В рассматриваемой измерительной системе суммарный перекос (абсолютная неперпендикулярность торца А относительно оси отверстия D)
где ρ i — элементарный перекос, обусловленный i-м фактором (структурной или методической ошибкой измерительной системы); n — число факторов (ошибок), и определяется следующими звеньями (ошибками) измерительной размерной цепи (ИРЦ): 1) наличием зазора S1 между диаметром оправки dОП и отверстия D детали, который вызывает элементарный перекос ρ 1 торца А относительно оси отверстия D при неперпендикулярности торцев: нижнего (опорного) В детали и верхнего С бурта 3 оправки 2 относительно оси
Рис. 7.2 При этом где
где К1 — передаточное отношение по величине S1. При этом максимальная величина перекоса
где 2) технологическим перекосом оси
где hНП — заданный технологический допуск непараллельности оси
где К2 — передаточное отношение по величине hНП; 3) дополнительным увеличением погрешности измерения ρ 3 при наличии допуска е возможного смещения осей оправки 2 и хвостовика 4, которая выразится в увеличении измерительного диаметра du на величину е, что в расчете необходимо учитывать, принимая
4) погрешностью измерения неперпендикулярности торца А относительно отверстия D, обусловленной совокупным влиянием радиальных зазоров и биения в опорах качения 5 и 6 соответственно
где lх — расстояние между центральными сечениями опор качения. Тогда
где К3 — передаточное отношение по величине SП. В расчете следует учитывать максимальное значение 5) погрешностью П измерительного прибора 8, в качестве которого в данном приспособлении используется индикатор часового типа. Так как по приведенной измерительной схеме величина ρ контролируется прибором 8 непосредственно, без масштабирования, то передаточное отношение П К4 =1. С учетом выявленных элементарных погрешностей (звеньев ИРЦ), обусловливающих суммарную погрешность измерения, основное уравнение ИРЦ будет иметь вид:
с учетом дополнительной погрешности е окончательно получим:
Подставив в полученное выражение численные значения исходных параметров, определим величину ρ , которую сравним с заданным (конструкторским) значением Тρ контролируемого параметра точности расположения торца А относительно оси отверстия D. Если при этом ρ < (1/5) Тρ , то приспособление пригодно для контроля параметра с установленной нормой точности, а если ρ > (1/5) Тρ , то необходимо принять меры по повышению разрешающей способности проектируемого КИП. В общем случае это может быть достигнуто изменением конструкции отдельных элементов приспособления, ужесточением допусков их изготовления или применением принципиально другой схемы измерения (контроля) параметра точности с целью уменьшения величин отдельных звеньев ИРЦ, либо исключения их из состава последней. Применительно к рассматриваемому КИП для уменьшения погрешности измерения можно, например, применить разжимную конструкцию оправки 2, что позволит устранить зазор S1 и, тем самым, исключить из основного уравнения ИРЦ составляющую ρ 1. Однако при этом следует иметь ввиду, что это повлечет за собой усложнение конструкции приспособления и повышению себестоимости его изготовления. От других составляющих в рассматриваемой схеме измерения избавиться в принципе не возможно, поэтому их можно только уменьшить, ужесточив на них допуски. Применение другой схемы измерения для контроля рассматриваемого параметра точности не позволит сократить число элементарных погрешностей. Проанализировав таким образом конструктивную схему, принимают окончательное решение по конструкции КИП и нормам точности на изготовление его конструктивных элементов.
Пример проектирования станочного приспособления
В качестве примера рассмотрим проектирование станочного приспособления для фрезерной операции контурного фрезерования шатуна, выполняемой на станке с ЧПУ. Расчет усилий зажима Расчет зажимных сил осуществляем по наиболее неблагоприятным условиям работы приспособления, которым соответствуют наибольшие нагрузки, действующие на заготовку в процессе ее обработки. При контурном фрезеровании шатуна обычно используют цилиндрические фрезы, длина рабочей части которых должна перекрывать всю ширину фрезеруемой поверхности. Для обрабатываемого шатуна наибольшая ширина фрезерования равна ширине наружной поверхности кривошипной головки Bкр=146 мм. Поэтому для обеспечения достаточной жесткости инструмента выбираем цилиндрическую концевую фрезу с диаметром режущей части Dфр=63 мм и длиной 200 мм [13] (таб. 67, с. 174-175) с винтовыми зубьями (для снижения детонационных явлений) в количестве Z=8 шт.; материал режущих элементов – твердый сплав марки Т15К6. Принимаем максимальную глубину чернового фрезерования t=3 мм. Рекомендуемая подача при черновом фрезеровании и глубине t=3 мм для материала Т15К6 составляет Sz=0, 15 мм/зуб [13] (таб. 36, с. 285). Определим расчетное значение скорости резания [13] (с. 282):
где CV – постоянная, соответствующая виду и условиям обработки: для фрезерования цилиндрической твердосплавной фрезой конструкционной стали CV=234 [13] (таб. 39, с. 286); q, m, x, y, n, p – эмпирические показатели степеней;
nV=1; KГ=0, 8 – для режущего материала из твердого сплава [13] (таб. 2, с. 262); σ В=780 KПV – коэффициент, учитывающий состояние поверхностного слоя заготовки: для поковки KПV=0, 8[13] (таб. 5, с. 263); KИV – коэффициент, учитывающий вид инструментального материала: для Т15К6 при обработке конструкционной стали KИV=1, 0 [13] (таб. 6, с. 263); KТИ – коэффициент, учитывающий количество одновременно работающих инструментов: для одноинструментальной обработки KТИ=1, 0 [13], (таб. 7, с. 264); KТС – коэффициент, учитывающий количество станков, обслуживаемых одним рабочим: для одного обслуживаемого станка KТС=1, 0 [13] (таб. 8, с. 264).
CМV=234; q=0, 44; x=0, 24; y=0, 26; u=0, 1; p=0, 13; m=0, 13 [13] (таб. 39, с. 286); T=180 мин – стойкость твердосплавного инструмента при черновом фрезеровании [43] (таб. 40, с. 280).
Определим расчетное значение частоты вращения шпинделя станка:
Принимаем действительное значение частоты вращения Определяем силу резания [13] (с. 282):
где Cp – постоянная, соответствующая виду и условиям обработки: для фрезерования цилиндрической твердосплавной фрезой конструкционной стали Cp=12, 5 [13] (таб. 41, с. 291); x=0, 85; y=0, 75; u=1, 0; q=0, 73; w=-0, 13 – эмпирические показатели степеней для этих же условий обработки [13] (таб. 41, с. 291);
Для определения усилий зажима и параметров исполнительного гидроцилиндра составляем расчетную схему (рис. 7.5). Сила резания PZ будет стремиться развернуть заготовку относительно точки О1 и одновременно сместить ее в направлении действия вектора При этом составляющая
Для упрощения расчетов можно пренебречь разницей коэффициентов трения в поступательном fs и тангенциальном fτ направлениях между контактирующими поверхностями шатуна (торцами его головок) и буртов установочных пальцев, считая их одинаковыми и для пары сталь-сталь равными fs=fτ =f=0, 15 [12] (таб. 21, с. 98). При таком условии доли
Заготовка удерживается в приспособлении в неподвижном состоянии силами трения FТР и При этом в каждой из опор часть силы трения Таким образом неподвижность заготовки будет обеспечиваться условием:
Учитывая, что
и
где
выражение (5) запишется в виде:
Уравнения статического равновесия системы получим, введя коэффициенты запаса надежности:
где KЗ.S, KЗ.M – коэффициенты запаса надежности соответственно противодействию сдвигающей силе и крутящему моменту. Поскольку используется гидроцилиндр дифференциального типа, то усилия зажима обеих головок шатуна будут одинаковыми, т.е. Q=Q1, (10) при этом доли Тогда система (9) запишется в виде:
Отсюда определяем составляющие
Принимая KЗ.S=KЗ.M=1, 5, а также учитывая фактические значения R=750 мм, R1=100 мм, R2=878 мм, определим числовые значения
Суммарная сила зажима на каждом штоке:
а)
б) Рис. 7.5. Расчетная схема для определения усилий зажима и параметров гидроцилиндра С учетом передаточного отношения клинового механизма с углом клина α =10º усилие на штоке гидроцилиндра будет равно:
Приняв рабочее давление гидроцилиндра P=5 МПа (
Принимаем размер рабочего диаметра гидроцилиндра (диаметра его поршня dП) dГЦ=60 мм. Оформление альбома карт ТП Альбом представляет собой комплект технологических документов, оформляемых на стандартных бланках 11 формата – технологических картах различного типа и подшивается к пояснительной записке после раздела «Список литературы». Составными элементами альбома являются: 1) титульный лист – оформляется также на стандартном бланке (приложение 7) и содержит наименование и обозначение заводского чертежа детали и подписи с указанием фамилий и инициалов разработчика (студента) и руководителя проекта. 2) Маршрутные карты (две формы – первый лист и продолжение, Приложение 8) – содержат описание маршрутного технологического процесса в виде перечня наименований операций с указанием применяемого технологического оборудования. Последней операцией обычно является контрольная (контроль ОТК, мастера и т.д.). Популярное:
|
Последнее изменение этой страницы: 2017-03-03; Просмотров: 737; Нарушение авторского права страницы
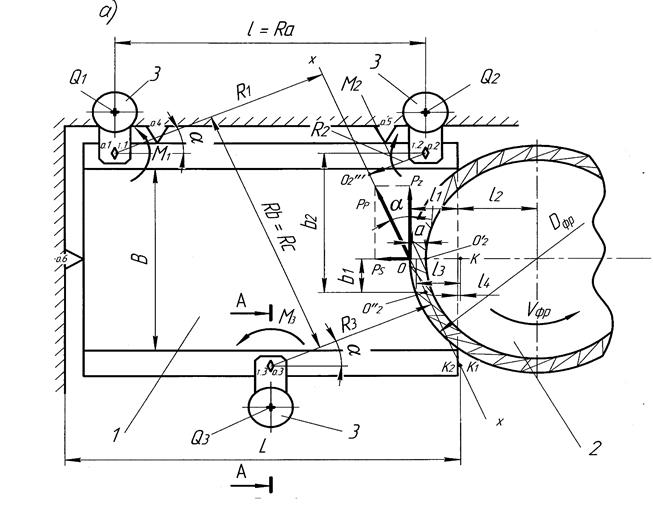
 будет оставаться неизменной при B=const, а момент
будет оставаться неизменной при B=const, а момент  относительно опоры 0.1,
относительно опоры 0.1,  , при относительном перемещении фрезы 2 в направлении подачи
, при относительном перемещении фрезы 2 в направлении подачи  будет уменьшаться от своего максимального значения в т. О до некоторого минимального значения по мере уменьшения радиуса-вектора
будет уменьшаться от своего максимального значения в т. О до некоторого минимального значения по мере уменьшения радиуса-вектора  .
. ,
,  - ее составляющие, соответственно, тангенциальная и в направлении подачи, определяемые по известным полуэмпирическим зависимостям для обработки фрезерованием.
- ее составляющие, соответственно, тангенциальная и в направлении подачи, определяемые по известным полуэмпирическим зависимостям для обработки фрезерованием. ,
,  - доля силы
- доля силы  - доля силы
- доля силы  ,
,  и
и  - коэффициенты трения соответственно при вращательном (тангенциальном) и поступательном движениях заготовки, согласно которому в направлении действия большего коэффициента трения будет действовать и большая сила трения.
- коэффициенты трения соответственно при вращательном (тангенциальном) и поступательном движениях заготовки, согласно которому в направлении действия большего коэффициента трения будет действовать и большая сила трения.
 .
. и
и  , результирующее значение которых
, результирующее значение которых  найдется как векторная сумма
найдется как векторная сумма


 и
и  :
: 



 ,
,  - диаметр режущей части фрезы 2
- диаметр режущей части фрезы 2




 ;
; 



 - суммарный противодействующий момент, создаваемый силами трения между опорами и соприкасающимися с ними участками базовой поверхности заготовки. При этом
- суммарный противодействующий момент, создаваемый силами трения между опорами и соприкасающимися с ними участками базовой поверхности заготовки. При этом  будет создаваться силами трения только на опорах 0.1, 0.2 и 0.3, опоры 0.4, 0.5 и 0.6 не должны воспринимать нагрузок со стороны сил резания во избежание их износа. Кроме того, в рассматриваемой схеме приспособления силы трения между прихватами и контактирующими с ними поверхностями заготовки также в расчет не принимаются, так как конструкция используемых прихватов не обладает жесткостью в тангенциальном направлении (то есть не способна оказывать сопротивление скручивающим нагрузкам). Вводя коэффициент запаса надежности
будет создаваться силами трения только на опорах 0.1, 0.2 и 0.3, опоры 0.4, 0.5 и 0.6 не должны воспринимать нагрузок со стороны сил резания во избежание их износа. Кроме того, в рассматриваемой схеме приспособления силы трения между прихватами и контактирующими с ними поверхностями заготовки также в расчет не принимаются, так как конструкция используемых прихватов не обладает жесткостью в тангенциальном направлении (то есть не способна оказывать сопротивление скручивающим нагрузкам). Вводя коэффициент запаса надежности  , получим
, получим ,
,  ,
,  - противодействующие моменты, создаваемые силами трения в опорах соответственно 0.1, 0.2 и 0.3.
- противодействующие моменты, создаваемые силами трения в опорах соответственно 0.1, 0.2 и 0.3.

 ,
,  - части соответственно суммарных сил зажима
- части соответственно суммарных сил зажима  ;
; 
 .
. можно записать
можно записать .
. .
. ,
,  .
. ,
, 
 ,
,  .
. .
. , для чего воспользуемся расчетной схемой на рис. 1 б.
, для чего воспользуемся расчетной схемой на рис. 1 б. ,
,  .
. ,
,  - сила трения направляющей 4 в корпусе 5.
- сила трения направляющей 4 в корпусе 5. ,
, 
 .
. предварительного сжатия возвратной пружины 7
предварительного сжатия возвратной пружины 7 .
. затяжки гайки 8 определится выражением:
затяжки гайки 8 определится выражением:  ,
,  - средний диаметр резьбы гайки;
- средний диаметр резьбы гайки;  - угол наклона витков резьбы
- угол наклона витков резьбы  ;
;  - коэффициент трения в резьбе;
- коэффициент трения в резьбе;  - коэффициент трения на торце гайки;
- коэффициент трения на торце гайки;  отверстия D детали 1 в пределах измерительного диаметра du .
отверстия D детали 1 в пределах измерительного диаметра du .

 ,
,  — активная длина оправки 2,
— активная длина оправки 2,  ,
,  будет соответствовать
будет соответствовать  .
. ,
,  — максимальный и минимальный диаметры соответственно отверстия и оправки в пределах их конструкторских допусков;
— максимальный и минимальный диаметры соответственно отверстия и оправки в пределах их конструкторских допусков;  оправки 2 относительно оси ОО1 хвостовика 4 на угол Θ 2 , который будет вызывать дополнительную неперпендикулярность ρ 2 торца А, при этом
оправки 2 относительно оси ОО1 хвостовика 4 на угол Θ 2 , который будет вызывать дополнительную неперпендикулярность ρ 2 торца А, при этом

 ;
;  .и
.и  При условии равенства последних
При условии равенства последних  тангенс угла перекоса Θ 3 между осью ОО посадочного отверстия под опоры качения в корпусе 7 и осью ОО1 хвостовика 4 определится выражением
тангенс угла перекоса Θ 3 между осью ОО посадочного отверстия под опоры качения в корпусе 7 и осью ОО1 хвостовика 4 определится выражением ,
,  ,
,  .
.
 ,
,  .
. м/мин, (1)
м/мин, (1) – общий поправочный коэффициент, учитывающий изменяемые условия обработки, где
– общий поправочный коэффициент, учитывающий изменяемые условия обработки, где – коэффициент, учитывающий свойства обрабатываемого материала [13] (таб. 1, с. 261):
– коэффициент, учитывающий свойства обрабатываемого материала [13] (таб. 1, с. 261):  – временное сопротивление разрыву для обрабатываемого материала (материал шатуна – сталь 18Х2НЧМА) в нормализованном состоянии [11] (с. 280-281);
– временное сопротивление разрыву для обрабатываемого материала (материал шатуна – сталь 18Х2НЧМА) в нормализованном состоянии [11] (с. 280-281); 

 м/мин
м/мин мин-1.
мин-1. мин-1, т.к. станок с ЧПУ и имеет бесступенчатое регулирование скоростных параметров.
мин-1, т.к. станок с ЧПУ и имеет бесступенчатое регулирование скоростных параметров. , (2)
, (2) , n=0, 75 – поправочный коэффициент и показатель степени для обработки фрезерованием стали с
, n=0, 75 – поправочный коэффициент и показатель степени для обработки фрезерованием стали с  кГс/см2 [13] (таб. 9, с. 264).
кГс/см2 [13] (таб. 9, с. 264).
 кГс
кГс . Очевидно, критическое расположение инструмента относительно заготовки будет соответствовать его расположению в точке А (рис. 7.5, б), т.к. в этом случае на заготовку будет действовать максимальный крутящий момент МКР, стремящийся развернуть ее относительно точки О1, тогда как сдвигающая сила PS будет одинаковой в любом месте контура шатуна.
. Очевидно, критическое расположение инструмента относительно заготовки будет соответствовать его расположению в точке А (рис. 7.5, б), т.к. в этом случае на заготовку будет действовать максимальный крутящий момент МКР, стремящийся развернуть ее относительно точки О1, тогда как сдвигающая сила PS будет одинаковой в любом месте контура шатуна. силы PZ будет создавать крутящий момент МКР, а составляющая
силы PZ будет создавать крутящий момент МКР, а составляющая  – сдвигающую силу PS, т.е.
– сдвигающую силу PS, т.е. (3)
(3) (4)
(4) между контактирующими поверхностями шатуна (торцами его головок) и торцовыми поверхностями опорных буртов пальцев соответственно в опорах О и О1.
между контактирующими поверхностями шатуна (торцами его головок) и торцовыми поверхностями опорных буртов пальцев соответственно в опорах О и О1. (
(  ) будет создавать противодействующий крутящий момент МПР (
) будет создавать противодействующий крутящий момент МПР (  ), компенсирующий МКР, а другая часть –
), компенсирующий МКР, а другая часть –  (
(  ) будет компенсировать сдвигающую силу PS.
) будет компенсировать сдвигающую силу PS.
 (5)
(5) ;
;  (6)
(6) ;
;  ; (7)
; (7) ,
,  (
(  ) и
) и  (
(  ) составляющие зажимных сил, создающие, соответственно, силы трения
) составляющие зажимных сил, создающие, соответственно, силы трения 
 ,
,  . (8)
. (8) , (9)
, (9) . (11)
. (11) и
и  (12)
(12) , (13)
, (13) кГс,
кГс,  кГс.
кГс. кГс.
кГс.

 кГс.
кГс. кГс/см2), определим требуемый диаметр гидроцилиндра:
кГс/см2), определим требуемый диаметр гидроцилиндра:  см=57, 8 мм.
см=57, 8 мм.