
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
РАЗРАБОТКА ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА МЕХАНИЧЕСКОЙ ОБРАБОТКИ ДЕТАЛИ ВАЛ В УСЛОВИЯХ СЕРИЙНОГО ПРОИЗВОДСТВА
Цель работы: Научиться определять составляющие для расчета припусков при разработке заготовки, выполнять расчет заготовки и разрабатывать маршрут обработки заготовки. Таблица 1- Расчетные данные
Масса детали V1= V2= V=2V1+V2 =2· 169.64+769.690=1108.982 ρ = 7.85г/см3 m= V·ρ = 1108.982·7.85=8705.508=8.7кг Решение 1. Анализ изготавливаемого изделия Деталь – вал, относится к группе цилиндрических изделий. Основное предназначение вала – передавать крутящий момент. Данный вал ступенчато-переменного сечения (имеет 3 ступени) и изготавливается из конструкционной среднеуглеродистой стали. Рабочие поверхности вала подвергают закалке. Вал жесткий (отношение длины к диаметру до 12).
Материалы для изготовления вала – сталь 40Х ГОСТ 1050. 2. Анализ технологичности детали Анализ рабочего чертежа детали вал позволяет сделать следующие заключения: – основными конструкторскими базами является ось детали и торец, от которых заданы размеры; – двустороннее расположение ступеней с равномерным перепадом диаметров не затрудняет процесс обработки. Изделие технологично. 3. Анализ материала детали: Материал детали – Сталь 40Х ГОСТ 1050 Таблица 2– Химический состав материала
Таблица 3– Механические свойства материала
Таблица 4 – Технологические свойства материала
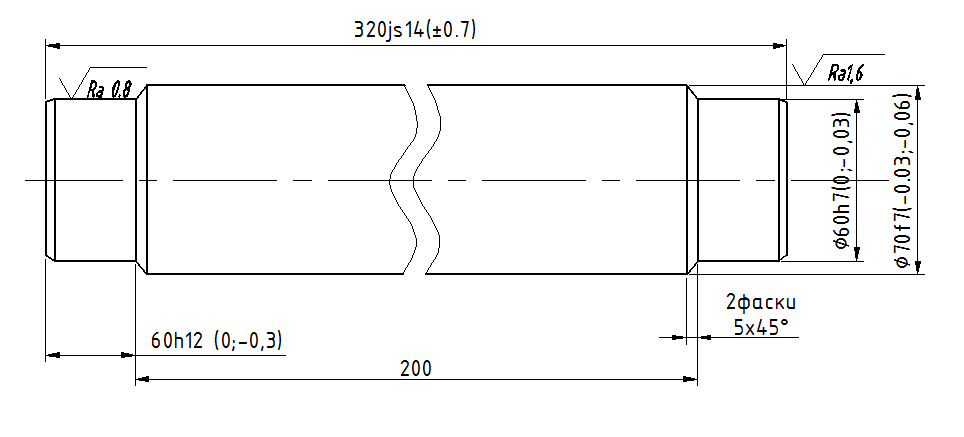
4. Определение типа производства Для предварительного определения типа производства можно использовать годовой объем выпуска 13000 штук и массу детали 8.7 кг и по табл. 2 ПРИЛОЖЕНИЕ 2 – производство серийное. 5. Выбор способа получения заготовки В серийном производстве заготовки для деталей вал получают из сортового круглого проката нормальной точности или штамповкой. Для окончательного выбора заготовки производят технико-экономический расчет двух и более выбранных вариантов. 5.1 Назначение припусков и допусков на заготовку из проката для изготовления ступенчатого вала по рис. 1 За основу расчета промежуточных припусков принимается наружный максимальный диаметр детали D2=Dmax=70f7. Из табл. 18 ПРИЛОЖЕНИЕ 2 или по рис. 2 по размеру 70f7 – отклонения ( 5.1.1 Расчет размера заготовки прокат
77 По расчетным данным выбирается необходимый размер горячекатаного проката обычной точности по ГОСТ 2590 (табл. 6) ПРИЛОЖЕНИЕ 2. Диаметр проката 78 ( Нормальная длина проката стали обыкновенного качества при диаметре 53 … 110 мм 4…7 м.
5.1.2 Припуски на подрезку торцовых поверхностей заготовки (Ø 70 мм, длина 320 мм) 1, 2 мм на сторону по табл. 7 ПРИЛОЖЕНИЕ 2. Припуск на обработку двух торцовых поверхностей заготовки равен 2, 4 мм. 5.1.3 Общая длина заготовки
где Lд – номинальная длина детали по рабочему чертежу, мм; Zт – припуск на подрезку торцовой поверхности, на сторону, мм. 5.1.4 Предельные отклонения на длину заготовки устанавливаются по справочным таблицам (табл. 19 ПРИЛОЖЕНИЕ 2). При разрезке проката на ножницах точность резки 17-ый квалитет, Исходя из предельных отклонений 17-го квалитета ± 2, 85 мм (для размера 324, 4 мм) максимальная длина заготовки 324, 4 + 2, 6 = 327, 25 мм (Lз.max = 327, 25 мм= 32, 725см). 5.1.5 Объем заготовки определяется по плюсовым допускам
где Dз.п. – диаметр заготовки по плюсовому допуску, см. Dз.п.=D+верх.откл.=78+0, 5=78, 5мм=7, 85см 5.1.6 Масса заготовки прокат Gз=γ ·Vз=7.85·1585=12.4кг 5.1.7 Выбор оптимальной длины проката 5.1.7.1 Потери на зажим заготовки lзажпринимаются равными 80 мм. 5.1.7.2 Длина торцового обрезка проката (заготовка отрезается на ножницах): lоб = 0.5·78=39мм, где d=78 5.1.7.3 Число заготовок, исходя из принятой длины проката по стандарту 1) Из проката длиною 4 м
X2= (400-39-80)/324.4=11.969 Получаем 11 заготовок из данной длинны проката 5.1.7.4 Остаток длины (некратность) в зависимости от принятой длины проката 1) Из проката длиною 4 м: Lнк4 = Lпр – lоб – lзаж – (Lз max · x4) (2) 4000-39-80-(324.4·11)=312, 4 мм. В процентах: Пнк4 = (Lнк4 . 100) /Lпр (3) (312, 4·100)/4000=7, 81 %. 2) Из проката длиною 7 м: Lнк7 = 7000 -39-80-(324, 4·21)=68, 8 мм В процентах: Пнк7 = (68, 8 . 100) / 7000 = 0, 982 %. Вывод: Из расчетов на некратность следует, что прокат длиною 7 м для изготовления з 5.1.8 Потери материала на зажим при отрезке по отношению к длине проката составят: Пзаж = (lзаж . 100) Lпр (4) (80 . 100) / 7000 = 1, 1 %. 5.1.9 Потери материала на длину торцевого обрезка проката в процентном отношении к длине проката составят: По.т = (lоб . 100) / Lпр (5) (39 . 100) / 7000 = 0, 55 %. 5.1.10 Общие потери (%) к длине выбранного проката: Пп.о. = Пн.к. + Пот + Пзаж 0, 982+0, 55+1, 1 = 2, 632 %.
5.1.11 Расход материала на одну деталь с учетом всех технологических неизбежных потерь: Gз.пр. = Gз (100 + Пп.о.) / 100 (6) 12, 4(100+2, 632)/100=12, 7 кг. 5.1.12 Коэффициент использования материала: Ки.м = GД / Gз.п.. (7) 8, 7/12, 7=0, 685 5.1.13 Стоимость заготовки из проката: Сзп= См·Gзп- Сзп=13900·12, 4-((12, 4-8, 7)3000)/1000=161, 26 руб. 5.2 Пример назначения припусков и допусков на штампованную заготовку для изготовления ступенчатого вала по рис. 1. Штамповочное оборудование: горизонтально-ковочная машина ГКМ. Число переходов 2. Нагрев заготовок индукционный. 5.2.1 Исходные данные детали Материал – сталь 40Х (по ГОСТ 1050: 0, 4 % С; ≈ 1%Cr остальное примеси Масса детали 8, 7 кг. 5.2.2 Исходные данные для расчета 1) Масса поковки (расчетная) 14, 04 кг [расчетный коэффициент Кр = 1, 3 (табл. 12 ПРИЛОЖЕНИЕ 2)]; 8, 7 . 1, 3 = 11, 31 кг. 2) Класс точности Т4 (см. табл. 9 ПРИЛОЖЕНИЕ 2). 3) Группа стали М2. Средняя массовая доля углерода в стали 0, 4 %. 4) Степень сложности С1 (табл. 10 ПРИЛОЖЕНИЕ 2). Степень сложности поковок, получаемых на горизонтально-ковочных машинах, допускается определять в зависимости от числа переходов: С1 – не более чем при двух переходах. 5) Определение исходного индекса.
Численную величину исходного индекса (ИН) определяем по формуле: ИH = NI + (MS – 1) + (ST – 1) + 2(KT – 1) (9) где NI = 7 (принимается по табл. 11 ПРИЛОЖЕНИЕ 2); группа стали MS = 2 для М2; степень сложности поковки ST = 1 для CI; класс точности КТ = 4 для Т4). 7 + (2 – 1) + (1 – 1) + 2(4 – 1) = 14 Исходный индекс 14. 5.2.3 Назначение припусков на механическую обработку Основные припуски на размеры назначаются на одну сторону номинального размера детали по табл. 13 ПРИЛОЖЕНИЕ 2, мм: 2, 2 мм - диаметр 60 мм и шероховатость поверхности 0, 8; 2, 2 мм - диаметр 70 мм и шероховатость поверхности 1, 6; 1, 7 мм - толщина 60 мм и шероховатость поверхности 12, 5; 2, 0 мм - толщина 200 мм и шероховатость поверхности 12, 5; 2, 0 мм - толщина 260 мм и шероховатость поверхности 12, 5; 2, 0 мм - толщина 260 мм и шероховатость поверхности 12, 5. 5.2.4 Размеры поковки, мм: диаметр 60 + 2, 2 . 2 = 64, 4; диаметр 70 + 2, 2 . 2 = 74, 0; толщина 60 + 1, 7 = 61, 7; толщина 200 + 2· 2 = 204; толщина 260 + 2 . 2 = 264. 5.2.5 Допускаемые отклонения размеров заготовки (по табл. 14 ПРИЛОЖЕНИЕ 2), мм: диаметр 64, 4 (+ 1, 8; – 1, 0); диаметр 74 (+ 1, 8; – 1, 0); толщина 61, 7 (+ 1, 8; – 1, 0); толщина 204, 8 (+ 2, 7; – 1, 2); толщина 254, 8 (+ 2, 7; – 1, 2). 5.2.6 Эскиз (чертеж) на штампованную заготовку с техническими требованиями на изготовление.
Рисунок 1 – Вал 1. Степень сложности заготовки С1. 2. Группа стали M2. 3. Класс точности Т4. 4. Исходный индекс 14. 5. Штамповочные уклоны 5°. Эскиз (чертеж) поковки должен содержать все данные, необходимые для изготовления, контроля и приемки поковки, и выполняется в соответствии с требованиями стандартов ЕСКД. В основной надписи чертежа под наименованием детали пишут «Поковка штампованная». Для выполнения эскиза (чертежа) поковки используют эскиз (чертеж) детали или его копию. Положение заготовки на эскизе (чертеже) должно соответствовать ее положению в процессе штамповки. Изображение детали на эскизе (чертеже) выполняется тонкими линиями. При вычерчивании поковки учитываются припуски на механическую обработку и кузнечные напуски (штамповочные уклоны, внутренние радиусы закруглений, перемычки отверстий и др.) с указанием их размеров. 5.2.7 Определение массы штампованной заготовки выполняется по формуле:
Gз.ш. = Vз.ш. . γ (10) Для определения объема заготовки штампованной Vз.ш. рекомендуется условно разбивать фигуру заготовки на отдельные простые элементы и проставить на них размеры с учетом плюсовых допусков (рис. 3). Сумма элементарных объемов составит общий объем заготовки. Принимая во внимание все потери материала (угар, облой, некратность, на отрезку и т.д.), в зависимости от метода получения заготовки определяют норму расхода материала на проектируемую деталь. 1) Объем отдельных элементов заготовки: V1, V2 и V3. Объем V1= V3. Масса детали V1= V2= 2) Общий объемштампованной заготовки: Vзш=2V1+V2 =2· 169.64+769.690=1108.982 3) Масса заготовки штампованной Gз.ш. = γ . Vш.з 7, 85 . 1108, 982 = 8705, 5087г =8, 705 кг. 5.2.8 Неизбежные технологические потери (угар, облой и т.д.) при горячей объемной штамповке принимаются равными 10 %. Расход материала на поковку с учетом технологических потерь Пт: Gзп= (8, 705(100+10))/100=9, 575 кг 5.2.9 Коэффициент использования материала на заготовку штампованную К им=
5.2.10 Стоимость заготовки штампованной Сотх =3000 С зш=(См·Gзп)-(Gз.пок -Gд )·Сотх (13) (35300·9, 575)-(9, 575-8, 7)·3000/1000 = 1011 руб. 6. Годовая экономия материала от выбранного варианта изготовления заготовки Gм =(Gз.п – Gз.пок)·N (14) (12, 4-9, 575)·13000=36790 кг 7. Экономический эффект выбранного вида изготовления заготовки Э = (Сзш –Сзп)·N (15) (1011-161.26)·13000=11046620 руб Вывод: Технико-экономические расчеты показывают, что заготовка полученная методом горячей объемной штамповки на горизонтально-ковочной машине, более экономична по использованию материала, чем заготовка из проката, однако себестоимость штампованной заготовки больше, поэтому принимается заготовка из горячекатаного круглого проката обычной точности. 8. Разработка маршрута обработки Каждому методу обработки соответствуют достижимые точность получаемого размера и шероховатость поверхности, поэтому окончательная обработка поверхности подсказывается рабочим чертежом детали. 8.1 Технологический маршрут механической обработки разработан для поверхностей детали Ø 80 и Ø 70 f7 с точностью обработки 7-го квалитета и шероховатостью Ra 1, 6 и Ra 0, 8, с учетом рекомендаций табл. 3 ПРИЛОЖЕНИЕ 2. Заготовка – прокат. 8.2 Маршрут обработки: 005 Токарная черновая. 010 Токарная черновая. 015 Токарная чистовая.
020 Токарная чистовая. 025 Контрольная. 030 Термическая НRC 41...45. 035 Шлифовальная однократная (черновая). 040 Шлифовальная однократная (черновая). 045 Контрольная. 8.3 Технологическая схема изготовления детали вал (табл. 4 ПРИЛОЖЕНИЕ 2).
9. Технологическое оснащение К средствам технологического оснащения изготовления детали относят: станки; оборудование (прессовое, термическое и др.); технологическую оснастку; режущие и вспомогательные инструменты (в том числе измерительные). 9.1 Оборудование для механической обработки деталей класса вал в серийном производстве (табл. 4 ПРИЛОЖЕНИЕ 2). 9.2 Режущие и вспомогательные инструменты (в том числе измерительные).для операции токарной обработки ступенчатого вала в серийном производстве – из текста методических указаний.. 9.2.1 Приспособления – из текста методических указаний. 9.2.2 Инструменты для точения – из текста методических указаний. 9.2.3 Инструменты для контроля размера диаметра и шероховатости – из текста методических указаний.
ЗАКЛЮЧЕНИЕ В процессе выполнения курсовой работы произведено проектирование трех технологических процессов изготовления заготовок и технологического процесса обработки заготовки, а именно: 1) Разработка технологического процесса изготовления литой заготовки. 2) Разработка технологического процесса изготовления заготовки листвой штамповкой. 3) Разработка технологического процесса изготовления заготовки сваркой. 4) Разработка технологического процесса обработки заготовки В ходе проектирования получены умения и навыки решения практических задач, оформления текстовых документов, схем, чертежей деталей.
СПИСОК ИСПОЛЬЗОВАННОЙ ЛИТЕРАТУРЫ 1. Технология конструкционных материалов: Учебник для студентов машиностроительных специальностей вузов. 6-е изд., испр. и доп. / А.М. Даль-ский, Т. М. Барсукова, А. Ф. Вязов и др. – М.: Машиностроение, 2005. – 592 с. 2. Марочник сталей и сплавов. 2-е изд., доп. и испр. / А. С. Зубченко, М. М. Колосков, Ю. В. Каширский и др. / Под общ. ред. А.С. Зубченко. – М.: Машиностроение, 2003. - 784с.: ил. 3. Тарасова Т.С. «Разработка технологического процесса механической обработки детали вал в условиях серийного производства» Методические указания к выполнению ОргСРС. Приложения. [Электронный ресурс]: методическое указание / Т.С. Тарасова//Сборник «Методические указания» Выпуск 2. - Электрон. текстовые дан.(1 файл: 1, 28МБ) - Волжский: ВПИ (филиал) ВолгГТУ, 2013. – Систем. требования: Windows 95 и выше; ПК с процессором 486 +; CD-ROM. 4. Тарасова, Т.С. Методические указания к выполнению практических занятий по дисциплине «Технологические процессы в машиностроении» [Электронный ресурс]: методические указания / Т.С. Тарасова// Сборник «Методические указания» Выпуск 2. – Электрон. текстовые дан. (1файл: 7824 Kb). – Волгоград: ВПИ (филиал) ВолгГТУ, 2011. – систем. требования: Windows 95 и выше; ПК с процессором 486+; CD-ROM. 5. Тарасова, Т.С. Методические указания к выполнению курсовой работы по дисциплине «Технология конструкционных материалов» [Элек-тронный ресурс]: методические указания / Т.С. Тарасова// Сборник «Методические указания» Выпуск 2. – Электрон. текстовые дан. (1файл: 352 Kb). – Волгоград: ВПИ (филиал) ВолгГТУ, 2013. – систем. требования: Windows 95 и выше; ПК с процессором 486+; CD-ROM.
Контрольные вопросы Популярное:
|
Последнее изменение этой страницы: 2017-03-03; Просмотров: 5148; Нарушение авторского права страницы
 см3
см3 =769.690см3
=769.690см3 ) L=320мм. Согласно точности f7 и шероховатости Ra1, 6 поверхности Ø 70 обрабатываемой детали определяются промежуточные припуски по табл. 5 ПРИЛОЖЕНИЕ 2. При точении черновом припуск на обработку составляет 4, 5 мм, при точении чистовом припуск 2 мм, на шлифовальную однократную обработку 0, 5 мм.
) L=320мм. Согласно точности f7 и шероховатости Ra1, 6 поверхности Ø 70 обрабатываемой детали определяются промежуточные припуски по табл. 5 ПРИЛОЖЕНИЕ 2. При точении черновом припуск на обработку составляет 4, 5 мм, при точении чистовом припуск 2 мм, на шлифовальную однократную обработку 0, 5 мм.
 допуск =1, 6
допуск =1, 6 ) сталь 40 ГОСТ 1050:
) сталь 40 ГОСТ 1050:  .
.  ,
, 
 – длина проката (заготовки) с плюсовым допуском, см;
– длина проката (заготовки) с плюсовым допуском, см;  (1)
(1) (8)
(8)
 =769.690см3
=769.690см3 (11)
(11) (12)
(12)