
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Разработка технологического процесса изготовления заготовки методом порошковой металлургииСтр 1 из 5Следующая ⇒
ПОЯСНИТЕЛЬНАЯ ЗАПИСКА К курсовой работе
по дисциплине «Технология конструкционных материалов»______________
на тему «Разработка технологических процессов изготовления и обработки заготовок. Вариант №5»
Студент _______________ Кочетова Алена Александровна ____ (имя, отчество, фамилия)
Группа __ВТМ – 321_________
Руководитель работы (проекта) ______________ ст. преподаватель М. В. Даниленко (подпись и дата подписания) (долж., инициалы и фамилия)
Члены комиссии:
_____________________ _________ _______________ (подпись и дата подписания) (инициалы и фамилия)
_____________________ _________________________ (подпись и дата подписания) (инициалы и фамилия)
_____________________ _________________________ (подпись и дата подписания) (инициалы и фамилия)
Нормоконтролер ______________________________ ________________________
(подпись, дата подписания) (инициалы и фамилия)
Волжский, 2016г Министерство образования и науки Российской Федерации Волжский политехнический институт (филиал) федерального государственного бюджетного образовательного учреждения высшего образования «Волгоградский государственный технический университет» (ВПИ (филиал) ВолгГТУ)
Факультет _____________ «Автомеханический» ________________________ Специальность (направление) 18.03.02 «Энерго- и ресурсосберегающие процессы в химической технологии, нефтехимии и биотехнологии» Кафедра «Технология и оборудование машиностроительных производств» __ Дисциплина_______ «Технология конструкционных материалов» __________
Задание На курсовую работу (проект) Студент___________ Кочетова Алена Александровна __________________ (имя, отчество, фамилия) Группа_____ ВТМ-321 _________ 1. Тема: «Разработка технологических процессов изготовления и обработки заготовок. Вариант №5» 2. Исходные данные: Задание №1. Массовая доля компонента, %: А=15, В=20, С=15, D=30, Е=5, F=15; размеры детали, мм: L=118, В=78, Н=16; Р1=15, Р2=20, Р3=15, Р4=30, Р5=5, Р6=15; МПа; П=15%. Задание №2. Материал детали сталь 15Л. Размеры: D = 800 мм; D1 = 580 мм; D2 = 320 мм; D3 = 160 мм; H = 180 мм._Задание №3. Материал детали: сталь 10 (σ в = 420 МПа). Размеры: D = 85 мм; D1 = 5 мм; D2= 115 мм; H=85мм.Задание №4. Чертёж детали «Вал».
Утверждено приказом от «03» ___октября___________ 2016 г. № 343-ст
3. Срок представления проекта (работы) к защите «26» декабря 2016г.
4. Содержание расчетно-пояснительной записки: 1) Разработка технологического процесса изготовления заготовки методом порошковой металлургии. 2) Разработка технологического процесса изготовления литой заготовки. 3) Разработка технологического процесса изготовления заготовки листовой штамповкой. 4) Разработка технологического процесса механической обработки заготовки.
5. Перечень графического материала:: чертеж детали «Зубчатое колесо» – А4, чертеж детали «Чаша» – А4, чертеж детали «Вал» – А4_______________________________
6. Дата выдачи задания «___» ________________2016г.
Руководитель проекта (работы)____________ _ ст. преподаватель М.В. Даниленко
подпись, дата должность, инициалы и фамилия Задание принял к исполнению_____________ _____Н.Д.Прокопенко_____ подпись, дата инициалы и фамилия
АННОТАЦИЯ Курсовая работа студента очного факультета А.А. Кочетовой. Тема курсовой работы «Проектирование режущего инструмента». Работа содержит 4? Стр., в том числе 9 иллюстраций, 4 листа чертежей. Волжский политехнический институт (филиал) ВолгГТУ, 2016 Целью представленной курсовой работы является формирование навыков и умений по разработке технологического процесса изготовления и обработки заготовок. А также оформления текстовых документов‚ схем‚ чертежей деталей, доклада на знание выполненной работы. В ходе выполнения курсовой работы приобретаются знания, необходимые для решения многочисленных конструкторско-технологические проблемы, возникающих при работе в различных отраслях промышленности ANNOTATION Coursework students full-time faculty A. A. Kochetova. The theme of course work " Designing of cutting tools." The work contains 4? Str., including 9 illustrations, 4 sheets of drawings. Volzhskiy Polytechnic Institute (branch) VSTU, 2016 The aim of the present coursework is the formation of skills in development of technological process of manufacture and processing of workpieces. And registration of text documents' schemas' of the drawings details of the report on the knowledge of the work performed. In the course of performing the course work, acquired knowledge necessary to solve the many engineering problems that arise when working in different industries.
СОДЕРЖАНИЕ
Поменять названия разделов в соответствии с содержанием. 1-й раздел я исправила.
ВВЕДЕНИЕ Огромные успехи в надежности и экономичности созданных машин и приборов не могли быть достигнуты при изготовлении деталей лишь операциями обработки резанием стандартного проката без использования специально созданных заготовок. Такое положение повлекло при становлении машиностроения обязательное создание заготовительных производств, состоящих из кузнечно – штамповочных, литейных и сварочных цехов. Обработкой металлов резанием называют процесс снятия металла с заготовки режущими инструментами с целью получения необходимой формы, точности размеров и чистоты поверхности, заданных чертежом детали. Точность и чистота поверхности деталей машин, назначаемые конструкторами, в подавляющем большинстве случаев обеспечиваются лишь обработкой резанием на металлорежущих станках. В современном машиностроении детали (заготовки) делают из металлов и сплавов, а также из неметаллических (пластмасс, резины, древесины, керамики) и порошковых материалов. К заготовкам, независимо от метода и способа их получения, предъявляются следующие требования: - поверхности, используемые как базовые на первой операции обработки должны быть чистыми без заусенцев и других дефектов, чтобы избежать значительных погрешностей установки при дальнейшей обработке или сборке; - механические и физические свойства материала заготовки, его химический состав, структура и зернистость должны быть стабильными по всему объему; - все поверхности заготовки не должны иметь механических повреждений, в противном случае возможен выпуск некачественных деталей; - геометрические размеры заготовок должны приближаться к геометрическим размерам готовой детали; - коэффициент использования материала должен быть максимальным, а трудоемкость дальнейшей обработки - минимальной, но при этом должно быть обеспечено получение качественной детали (по размерам и шероховатости поверхности) в соответствии с чертежом после механической обработки на металлорежущих станках; - все внутренние напряжения должны быть сняты за счет приме нения термообработки. Широкое применение в машиностроительном производстве обработки резанием обусловлено следующими достоинствами этого способа обработки материалов: - возможность достижения высокой точности обработки; - универсальность и высокая технологическая гибкость (пригодность для получения деталей любой формы, любых размеров и, за редким исключением, из любых материалов); - относительно не высокая энергоемкость; - экономичность. К недостаткам этого метода обработки относится получение отходов в виде стружки, утилизация которой требует дополнительных затрат. Однако, общие тенденции развития методов обработки материалов, ведущие к уменьшению снимаемых припусков на всех этапах обработки деталей, существенно ослабляют этот недостаток.
ЛИСТОВАЯ ШТАМПОВКА Цель работы: - изучение основных операций листовой штамповки; - разработка маршрута изготовления детали листовой штамповкой; - выбор способа получения и методики расчета размеров заготовок из листового проката; - выбор оборудования для изготовления заготовок.
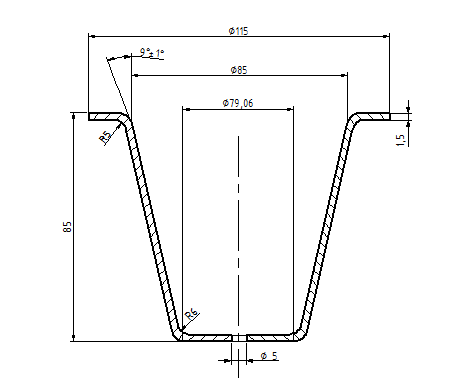
Рисунок1- Чаша Лист БП-Н-1.5-500-3500-ГОСТ19903 10-2-Т ГОСТ1577 Характеристика оборудования: Разработка маршрута изготовления детали: Маршрут изготовления деталей листовой штамповки 005 Отрезка. Ножницы гильотинные.
010 Отрезка. Ножницы гильотинные. 015 Вытяжка. Пресс 160 т ПД 476. Штамп Ж3 810.090. 020 Вырубка. Пресс 10 т К 2320. Штамп Ж3.102.889. 025 Пробивка. Пресс 10 т К 2320. Штамп Ж3.805.689. 1) Выбор исходной заготовки Исходная заготовка - прокат Лист БП-Н-1.5-500-3500-ГОСТ19903 10-2-Т ГОСТ1577 Расчет мощности для выполнения разделительных операций а) мощность необходимая на выполнение разделительных операций N=(A∙ n∙ 10-6)/60∙ η (1) ( 365328.4 ∙ 65 ∙ 10-6)/60 ∙ 0.75=0.53 η =0.75 где A – работа резки за один ход (Н . мм), n – число ходов ножа в минуту (ход/мин), η – коэффициент полезного действия ножниц η = 0, 75. б) работа резки за ход определяется по формуле А=Р ∙ Н (2) 15034.09 ∙ 24.3=365328.4 где Р – усилие резки (Н); Н – раскрытие ножниц (мм). в) усилие резки Р определяется по формуле Р= ((0.5 ∙ S2 ∙ σ в)/ ((0.5 ∙ 2.25∙ 336)/0.044) ∙ 1.75=15034.09 где S – толщина материала (м); σ вср=0.8 ∙ 420=336МПа κ =1.75 коэффициент, учитывающий заточку ножей;
г) раскрытие ножниц Н Н=а+в=2.5 ∙ 21.8=24.3 (4) где а = S + z; z – зазор между ножами равен 0, 6S (мм) (табл. ). а= S+Z=1.5+1=2.5мм в=L где L – длина реза (наибольшая ширина разрезаемого металла), мм (табл. А.2).
Рисунок 2- 2) Выбор оборудования НБ3312 Мощность привода=2.7кВт S=1.6мм Число ходов ножа в минуту=100 Наибольшая ширина разреза листа=1600мм d1 =d2 - (2∙ H∙ tg(2°))= 85-(2∙ 85∙ tg(2°))= 79.06мм f= H/cos(2)=85/cos(2)=85.05мм D= В формуле диаметры: d2 = D; d3 = D2; (D, D2 по варианту задания табл. А.1). Размеры d1 и f – рассчитываются.
D= 3) Расчет усилий формообразующей операции Рпресс=π где D – диаметр заготовки под вытяжку, м; q = 0, 3 МН/м2 – удельное усилие вытяжки, (для углеродистой стали); Fпр – площадь контакта прижима и заготовки в начальный момент вытяжки, м2. Fпр= (π /4) (π /4)(1152+852)=16053 мм2 Рпресс= π 4) Расчет усилия при вырубке и пробивке. При вырубке и пробивке в штампах с параллельными режущими кромками усилие определяется по формуле, кН: Р =
s – толщина материала (по рис. 3.4 и табл. А.1) в м; σ ср – удельное сопротивление среза в МПа ( σ ср = 0, 8 . σ в); K = 1, 2 – коэффициент запаса, учитывающий влияние притупления режущих кромок и колебание изменения механических свойств вырубаемого материала. Р=
Этапы процесса формования. Температура восстановления. Восстановление медных, никелевых, кобальтовых порошков проводят в муфельных печах водородом, диссоциированным аммиаком, природным газом. Температура восстановления для меди – 400…500 ˚ С; для никеля – 700…750 ˚ С; для кобальта – 520…570 ˚ С. После восстановления получают губку, которая хорошо растирается в порошок. Восстановление вольфрама проводят в электропечах водородом (850…900 ˚ С) или углеродом (1350…1550 ˚ С). Также получают порошки молибдена, титана, циркония, ниобия, стали. ЛИСТОВАЯ ШТАМПОВКА ПОЯСНИТЕЛЬНАЯ ЗАПИСКА К курсовой работе
по дисциплине «Технология конструкционных материалов»______________
на тему «Разработка технологических процессов изготовления и обработки заготовок. Вариант №5»
Студент _______________ Кочетова Алена Александровна ____ (имя, отчество, фамилия)
Группа __ВТМ – 321_________
Руководитель работы (проекта) ______________ ст. преподаватель М. В. Даниленко (подпись и дата подписания) (долж., инициалы и фамилия)
Члены комиссии:
_____________________ _________ _______________ (подпись и дата подписания) (инициалы и фамилия)
_____________________ _________________________ (подпись и дата подписания) (инициалы и фамилия)
_____________________ _________________________ (подпись и дата подписания) (инициалы и фамилия)
Нормоконтролер ______________________________ ________________________
(подпись, дата подписания) (инициалы и фамилия)
Волжский, 2016г Министерство образования и науки Российской Федерации Волжский политехнический институт (филиал) федерального государственного бюджетного образовательного учреждения высшего образования «Волгоградский государственный технический университет» (ВПИ (филиал) ВолгГТУ)
Факультет _____________ «Автомеханический» ________________________ Специальность (направление) 18.03.02 «Энерго- и ресурсосберегающие процессы в химической технологии, нефтехимии и биотехнологии» Кафедра «Технология и оборудование машиностроительных производств» __ Дисциплина_______ «Технология конструкционных материалов» __________
Задание На курсовую работу (проект) Студент___________ Кочетова Алена Александровна __________________ (имя, отчество, фамилия) Группа_____ ВТМ-321 _________ 1. Тема: «Разработка технологических процессов изготовления и обработки заготовок. Вариант №5» 2. Исходные данные: Задание №1. Массовая доля компонента, %: А=15, В=20, С=15, D=30, Е=5, F=15; размеры детали, мм: L=118, В=78, Н=16; Р1=15, Р2=20, Р3=15, Р4=30, Р5=5, Р6=15; МПа; П=15%. Задание №2. Материал детали сталь 15Л. Размеры: D = 800 мм; D1 = 580 мм; D2 = 320 мм; D3 = 160 мм; H = 180 мм._Задание №3. Материал детали: сталь 10 (σ в = 420 МПа). Размеры: D = 85 мм; D1 = 5 мм; D2= 115 мм; H=85мм.Задание №4. Чертёж детали «Вал».
Утверждено приказом от «03» ___октября___________ 2016 г. № 343-ст
3. Срок представления проекта (работы) к защите «26» декабря 2016г.
4. Содержание расчетно-пояснительной записки: 1) Разработка технологического процесса изготовления заготовки методом порошковой металлургии. 2) Разработка технологического процесса изготовления литой заготовки. 3) Разработка технологического процесса изготовления заготовки листовой штамповкой. 4) Разработка технологического процесса механической обработки заготовки.
5. Перечень графического материала:: чертеж детали «Зубчатое колесо» – А4, чертеж детали «Чаша» – А4, чертеж детали «Вал» – А4_______________________________
6. Дата выдачи задания «___» ________________2016г.
Руководитель проекта (работы)____________ _ ст. преподаватель М.В. Даниленко
подпись, дата должность, инициалы и фамилия Задание принял к исполнению_____________ _____Н.Д.Прокопенко_____ подпись, дата инициалы и фамилия
АННОТАЦИЯ Курсовая работа студента очного факультета А.А. Кочетовой. Тема курсовой работы «Проектирование режущего инструмента». Работа содержит 4? Стр., в том числе 9 иллюстраций, 4 листа чертежей. Волжский политехнический институт (филиал) ВолгГТУ, 2016 Целью представленной курсовой работы является формирование навыков и умений по разработке технологического процесса изготовления и обработки заготовок. А также оформления текстовых документов‚ схем‚ чертежей деталей, доклада на знание выполненной работы. В ходе выполнения курсовой работы приобретаются знания, необходимые для решения многочисленных конструкторско-технологические проблемы, возникающих при работе в различных отраслях промышленности ANNOTATION Coursework students full-time faculty A. A. Kochetova. The theme of course work " Designing of cutting tools." The work contains 4? Str., including 9 illustrations, 4 sheets of drawings. Volzhskiy Polytechnic Institute (branch) VSTU, 2016 The aim of the present coursework is the formation of skills in development of technological process of manufacture and processing of workpieces. And registration of text documents' schemas' of the drawings details of the report on the knowledge of the work performed. In the course of performing the course work, acquired knowledge necessary to solve the many engineering problems that arise when working in different industries.
СОДЕРЖАНИЕ
Поменять названия разделов в соответствии с содержанием. 1-й раздел я исправила.
ВВЕДЕНИЕ Огромные успехи в надежности и экономичности созданных машин и приборов не могли быть достигнуты при изготовлении деталей лишь операциями обработки резанием стандартного проката без использования специально созданных заготовок. Такое положение повлекло при становлении машиностроения обязательное создание заготовительных производств, состоящих из кузнечно – штамповочных, литейных и сварочных цехов. Обработкой металлов резанием называют процесс снятия металла с заготовки режущими инструментами с целью получения необходимой формы, точности размеров и чистоты поверхности, заданных чертежом детали. Точность и чистота поверхности деталей машин, назначаемые конструкторами, в подавляющем большинстве случаев обеспечиваются лишь обработкой резанием на металлорежущих станках. В современном машиностроении детали (заготовки) делают из металлов и сплавов, а также из неметаллических (пластмасс, резины, древесины, керамики) и порошковых материалов. К заготовкам, независимо от метода и способа их получения, предъявляются следующие требования: - поверхности, используемые как базовые на первой операции обработки должны быть чистыми без заусенцев и других дефектов, чтобы избежать значительных погрешностей установки при дальнейшей обработке или сборке; - механические и физические свойства материала заготовки, его химический состав, структура и зернистость должны быть стабильными по всему объему; - все поверхности заготовки не должны иметь механических повреждений, в противном случае возможен выпуск некачественных деталей; - геометрические размеры заготовок должны приближаться к геометрическим размерам готовой детали; - коэффициент использования материала должен быть максимальным, а трудоемкость дальнейшей обработки - минимальной, но при этом должно быть обеспечено получение качественной детали (по размерам и шероховатости поверхности) в соответствии с чертежом после механической обработки на металлорежущих станках; - все внутренние напряжения должны быть сняты за счет приме нения термообработки. Широкое применение в машиностроительном производстве обработки резанием обусловлено следующими достоинствами этого способа обработки материалов: - возможность достижения высокой точности обработки; - универсальность и высокая технологическая гибкость (пригодность для получения деталей любой формы, любых размеров и, за редким исключением, из любых материалов); - относительно не высокая энергоемкость; - экономичность. К недостаткам этого метода обработки относится получение отходов в виде стружки, утилизация которой требует дополнительных затрат. Однако, общие тенденции развития методов обработки материалов, ведущие к уменьшению снимаемых припусков на всех этапах обработки деталей, существенно ослабляют этот недостаток.
Разработка технологического процесса изготовления заготовки методом порошковой металлургии Цель работы: Изучить этапы подготовки порошков к прессованию и основные технологические операции при изготовлении изделий методами порошковой металлургии. Таблица 1 – Рецептура композиции смеси
Рисунок 1- Деталь Расчетная часть: 1. Плотность порошковой смеси dс в компактном состоянии рассчитывается по правилу аддитивности:
где d1, d2, …, dn – плотность компонентов смеси в беспористом состоянии, P1, P2, …, Pn – процентное (по массе) содержание.
2. Объем готовой детали: V=l× B× H-(2× 𝜋 × =147, 264-4, 926-6, 283=136, 055 см3
3. Величину навески рассчитывают по формуле:
М= 136, 055× 2, 877( 4. Расчет давления прессования изделия пористости: 4.1 Площадь поверхности внешнего трения, мм2: SТ =В× Н+В× L (4) SТ = 78× 16× 2+118× 16× 2=2496+3776=6267 4.2 Площадь сечения прессовки, нормального к направлению прессования, мм2: S=B× L (5)
S=78× 118=9204 4.3 Рассчитать давление, необходимое для прессования изделия, МПа.
(6) где Р – давление, необходимое для уплотнения порошка (табл. 2.3), МПа; μ – коэффициент внешнего трения (μ = 0, 33); ξ – коэффициент бокового давления (ξ = 0, 22); Sт – площадь поверхности внешнего трения, мм2; S – площадь сечения прессовки, нормального к направлению прессования, мм2. Рпр=150×
Популярное:
|
Последнее изменение этой страницы: 2017-03-03; Просмотров: 831; Нарушение авторского права страницы
 =420МПа; α =2°30мин; n=65; z=1.0мм; L=500мм.
=420МПа; α =2°30мин; n=65; z=1.0мм; L=500мм. κ (3)
κ (3) угол реза (угол раскрытия ножниц), град. (табл. А.2).
угол реза (угол раскрытия ножниц), град. (табл. А.2). = 500
= 500  =21.8мм
=21.8мм
 (5)
(5)
 D
D  S
S  σ в
σ в  (
(  ) (7)
) (7) (8)
(8) где π . D – длина окружности (периметр вырубаемого контура или пробиваемого отверстия, размеры диаметров по рис.5 и табл. А.1), в м;
где π . D – длина окружности (периметр вырубаемого контура или пробиваемого отверстия, размеры диаметров по рис.5 и табл. А.1), в м; 


 (1)
(1) ;
; 


 × Н)-(
× Н)-(  )=(2)
)=(2) (3)
(3)


 =157, 4 Мпа.
=157, 4 Мпа.