
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
РАЗРАБОТКА ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА ИЗГОТОВЛЕНИЯ ОТЛИВКИ В ПЕСЧАНОЙ ФОРМЕ
Цель работы: Спроектировать литейную формудля изготовления отливки зубчатого колеса в условиях мелкосерийного производства. Сталь -35Л- литейная Талица -2 задание
Рисунок 1- Эскиз «Колесо зубчатое» Расчетная часть: 1) Из таблицы 1.2 выбираем припуски на механическую обработку. Припуск по наружному диаметру составит 5× 2 = 10 мм, Dзаг=800+(2× 5)=810 мм По диаметру центрального отверстия составит 5× 2=10 мм, Dотв=D3 - 2h= 160-2× 180= -200 160+10=170
На верхней и нижней горизонтальной поверхности Нзаг= 180+10=190 мм
Рисунок 2 - 2) Определяем размеры вертикальных стержневых знаков (нижнего и верхнего) определяем по таблице 1.5. Так как диаметр стержня Dотв=170 мм, а длина Нзаг = 190 мм, то по данным таблицы 1.5 высота знака должна быть 50 мм; уклон знаков десять градусов. По таблице 1.4 формовочные уклоны один градус 3) Определяем размеры опок, учитывая размеры модели и расположение отливки в нижней опоке. V1= V2 = V= 97906-4312=93594кг m= V Из таблицы 1.1 (отливка средняя) определяем размеры опок в свету (диаметр отливки 810 мм плюс размер а = 50 мм с двух сторон 810 + 2 . 50 = 910 мм). Высота верхней опоки – это высота знака 55 мм (таблица 1.5) и размер б = 75 мм (таблица 1.1) (55+ 75 =130 мм). Высота нижней опоки – высота отливки 190 мм и размер в = 70 мм (таблица 1.1) (190+ 70 =260 мм).
4) Определение размеров прибылей Толщина обода (D3-D1)/2= (810-580)/2= 115мм Диаметр прибыли для обода 115 Высота прибыли 150× 1.5=225мм Толщина ступицы (320-150)/2=85мм Диаметр прибыли 85× 1.3=110.5мм Высоту прибыли для ступицы принимаем так же =110 5) Определение количества прибылей устанавливаемых на ступице и ободе (810-D1)/2= (810-580)/2=115 Толщина обода 115/2=57.5 Радиус средней окружности 290+57.5=347.5мм l=2π R= 2× π × 347.5=2183мм Протяженность прибылей составляет 40%от протяженности отливки т.е. 2183× 0.4=873.1мм. Поэтому количество прибылей на ободе 873.2/225=3.8=3 Длинна середины окружности ступицы L=2π R=2× π × 118.5=744 R=(D2 - dотв)/2=(320-150)/2=85 85/2=42.5 Радиус ступицы 42.5+(150/2)=118.5мм Протяженность прибылей составляет 40% от протяженности отливки 744× 0.4=297.6, количество прибылей на ободе 297/110=2.7=2
Рисунок 3 – Модель отливки с прибылями 6) Расчет литниковой системы 6.1) Определение объема отливки Vотл= (π R2-π r2) × H (1) (π × 40.52 - π × 7.52) × 19=94549.32см2 6.2) Объем прибылей обода Vоб= π r2× H× 6 (2) π × 7.52× 225× 6=23856 6.3) Объем прибылей ступицы Vст= π r2× H× 2 (3) π × 5.752× 22.5× 2=4674 6.4) Определение общего объема жидкости. Общий объем жидкого металла Vобщ=Vотл +Vоб +Vст (4) 94549.32+23856+4674=103079.32 6.5) Определение массы отливки с прибылями Q= Vобщ × γ (5) 103079.32× 7.7=793710.764гр≈ 794кг 6.6) Определение габаритного объема отливки V= π × 6.472× 2.075= 272дм3 (6) (225+190)/2=415/2=207.5=2.075 6.7) Определение относительной плотности Q/V= 794/272=2.9кг/дм2 6.8) Определение удельной скорости заливки отливки κ = 0.70 кг/(см2× с) при заливке в сухую форму κ = 0.70× 1.5= 1.05 кг/(см2× с) 6.9) Определение продолжительности заливки S=1.7 t= S× t= 1.7× 6.10) Определение суммарной площади поперечных сечений питателей Σ Fп=Q/(t× κ × L) (8) 47× 1.05× 0.8=39.5см 6.11) Определение площади поперечного сечения Fшл= Σ Fп× 1.1 (9) 39.5× 1.1=43.45см2 6.12) Определение площади поперечного сечения Fст=Σ Fп× 1.2 (10) 39.5× 1.2=47.4см2 6.13) Определение диаметра стояка dст=
ЛИСТОВАЯ ШТАМПОВКА Цель работы: - изучение основных операций листовой штамповки; - разработка маршрута изготовления детали листовой штамповкой; - выбор способа получения и методики расчета размеров заготовок из листового проката; - выбор оборудования для изготовления заготовок.
Рисунок1- Чаша Лист БП-Н-1.5-500-3500-ГОСТ19903 10-2-Т ГОСТ1577 Характеристика оборудования: Разработка маршрута изготовления детали: Маршрут изготовления деталей листовой штамповки 005 Отрезка. Ножницы гильотинные.
010 Отрезка. Ножницы гильотинные. 015 Вытяжка. Пресс 160 т ПД 476. Штамп Ж3 810.090. 020 Вырубка. Пресс 10 т К 2320. Штамп Ж3.102.889. 025 Пробивка. Пресс 10 т К 2320. Штамп Ж3.805.689. 1) Выбор исходной заготовки Исходная заготовка - прокат Лист БП-Н-1.5-500-3500-ГОСТ19903 10-2-Т ГОСТ1577 Расчет мощности для выполнения разделительных операций а) мощность необходимая на выполнение разделительных операций N=(A∙ n∙ 10-6)/60∙ η (1) ( 365328.4 ∙ 65 ∙ 10-6)/60 ∙ 0.75=0.53 η =0.75 где A – работа резки за один ход (Н . мм), n – число ходов ножа в минуту (ход/мин), η – коэффициент полезного действия ножниц η = 0, 75. б) работа резки за ход определяется по формуле А=Р ∙ Н (2) 15034.09 ∙ 24.3=365328.4 где Р – усилие резки (Н); Н – раскрытие ножниц (мм). в) усилие резки Р определяется по формуле Р= ((0.5 ∙ S2 ∙ σ в)/ ((0.5 ∙ 2.25∙ 336)/0.044) ∙ 1.75=15034.09 где S – толщина материала (м); σ вср=0.8 ∙ 420=336МПа κ =1.75 коэффициент, учитывающий заточку ножей;
г) раскрытие ножниц Н Н=а+в=2.5 ∙ 21.8=24.3 (4) где а = S + z; z – зазор между ножами равен 0, 6S (мм) (табл. ). а= S+Z=1.5+1=2.5мм в=L где L – длина реза (наибольшая ширина разрезаемого металла), мм (табл. А.2).
Рисунок 2- 2) Выбор оборудования НБ3312 Мощность привода=2.7кВт S=1.6мм Число ходов ножа в минуту=100 Наибольшая ширина разреза листа=1600мм d1 =d2 - (2∙ H∙ tg(2°))= 85-(2∙ 85∙ tg(2°))= 79.06мм f= H/cos(2)=85/cos(2)=85.05мм D= В формуле диаметры: d2 = D; d3 = D2; (D, D2 по варианту задания табл. А.1). Размеры d1 и f – рассчитываются.
D= 3) Расчет усилий формообразующей операции Рпресс=π где D – диаметр заготовки под вытяжку, м; q = 0, 3 МН/м2 – удельное усилие вытяжки, (для углеродистой стали); Fпр – площадь контакта прижима и заготовки в начальный момент вытяжки, м2. Fпр= (π /4) (π /4)(1152+852)=16053 мм2 Рпресс= π 4) Расчет усилия при вырубке и пробивке. При вырубке и пробивке в штампах с параллельными режущими кромками усилие определяется по формуле, кН: Р =
s – толщина материала (по рис. 3.4 и табл. А.1) в м; σ ср – удельное сопротивление среза в МПа ( σ ср = 0, 8 . σ в); K = 1, 2 – коэффициент запаса, учитывающий влияние притупления режущих кромок и колебание изменения механических свойств вырубаемого материала. Р=
Популярное:
|
Последнее изменение этой страницы: 2017-03-03; Просмотров: 1042; Нарушение авторского права страницы


 =2
=2 
 =
= 

 = 93594
= 93594  7.7= 720673.8кг
7.7= 720673.8кг
 (7)
(7) =47 сек
=47 сек (11)
(11) =7.76 см
=7.76 см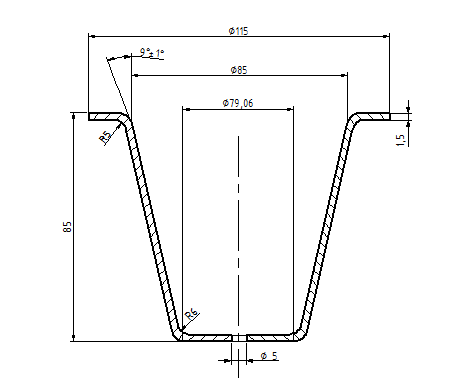
 =420МПа; α =2°30мин; n=65; z=1.0мм; L=500мм.
=420МПа; α =2°30мин; n=65; z=1.0мм; L=500мм. κ (3)
κ (3) угол реза (угол раскрытия ножниц), град. (табл. А.2).
угол реза (угол раскрытия ножниц), град. (табл. А.2). = 500
= 500  =21.8мм
=21.8мм
 (5)
(5)
 D
D  S
S  σ в
σ в  (
(  ) (7)
) (7) (8)
(8) где π . D – длина окружности (периметр вырубаемого контура или пробиваемого отверстия, размеры диаметров по рис.5 и табл. А.1), в м;
где π . D – длина окружности (периметр вырубаемого контура или пробиваемого отверстия, размеры диаметров по рис.5 и табл. А.1), в м; 