|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
ГАЗОТЕРМИЧЕСКОЕ НАПЫЛЕНИЕ МАТЕРИАЛОВСтр 1 из 6Следующая ⇒
ВВЕДЕНИЕ
В настоящее время мировой металлофонд (металлические конструкции, в машинах и механизмах) составляет ~ 6 млрд.т, из них ~ 14 млрд.т теряются на коррозию и износ, ~ 30% ежегодной выплавки металла расходуется на восполнение потерь от коррозии и изнашивания. Затраты при простоях машин составляют около 15 % от общегодовых затрат предприятий промышленности и около 80 % общего времени простоев составляют потери рабочего времени вследствие выхода из строя оборудования. Сложность борьбы с потерями при коррозии заключается в изготовлении объемнолегированных конструкций (деталей), что влечет повышение цен, а также истощение запасов природных ресурсов. В настоящее время развивается направление, когда основная масса детали изготавливается из одного материала, а рабочие поверхности из другого, имеющего повышенное сопротивлению изнашивание. Некоторые из способов не лишены недостатков: например, наплавка: – термическое воздействие на деталь; – потери металла при механической обработке; – влияние основного металла при наплавке на легир. слой. В технике все большее применение находит нанесение покрытия и методы, позволяющие наносить покрытия требуемой толщины и свойств с минимальными потерями при последующей мехобработке (электролитическое осаждение, газотермическое напыление, вакуумного нанесения).
ГЛАВА 1 СПОСОБЫ ГТН, РАСПЫЛЕНИЕ МАТЕРИАЛОВ ПРИ ГТН Аппараты для распыления Для образования качественного покрытия в современных процессах ГТН состояние частиц доводится до жидкого или жидкопластичного и пластичного состояния при скорости частиц десятки и сотни метров в секунду. Для обеспечения указанных характеристик применяют плазмотроны (дуговые и высокочастотные) газопламенные горелки, дуговые металлизаторы, детонационно-газовые пушки. Главное назначение аппаратуры: нагрев частиц, ускорение частиц, распыление и распределение частиц в газовом потоке, а также создание вокруг частиц в зоне напыления определенной газовой атмосферы, которая обеспечивает заданное химическое воздействие на частицы [1, 2, 4]. При ГТН в двухфазном потоке происходит взаимодействие между частицами и газом. Вследствие высокой температуры газа оно может привести к образованию новых веществ (влияет и состав газа) – нитридов, оксидов, карбидов и др. соединений. Состав распыляющего газа в двухфазном потоке и его химическая активность являются важным параметром в процессе получения покрытия. Рассмотрим обобщенную схему процесса ГТН, процесса нагрева, транспортировки и взаимодействия частиц при различных видах ГТН. В настоящее время к числу наиболее развивающихся направлений в области защитных покрытий широкого промышленного применения относят методы ГТН: плазменное, электродуговое, газопламенное, детонационное, вакуумно-конденсационное [1, 10]. Покрытие формируется из отдельных частиц, нагретых и ускоренных с помощью высокоэнергетической (высокотемпе-ратурной, высокоскоростной) газовой струи, рис.1.
 1 – 1 –
Рис.1 – Принципиальная схема газотермического напыления По способу получения энергии для нагрева частиц способы ГТН разделяются на 2 группы: газовые и газоэлектрические. На рис. 2 показана классификация способов газотермического напыления Принципиальные схемы способов газотермического напыления рис.3 а, б, в, г, д, е, ж, з. Преимущества способов: 1. Разнообразие применяемых материалов (тугоплавкие металлы, оксиды, карбиды, пластмасса). 2. Низкий уровень термического воздействия на напыляемую основу (80 ÷ 150 – 200 0С), что исключает структурные превращения и деформации напыляемой детали. 3. Создается возможность покрытия на основу из самых разнообразных материалов (металл, керамика, бетон, дерево, картон, ткани). 4. Сравнительно-высокая производительность (в сравнении с электролитическим). 5. Опыт 20…30 лет показывает, что ГТН позволяют в 2…5 раза уменьшить износ деталей машин, а также эффективно восстанавливать изношенные детали. 6. Сравнительно низкие удельные затраты на 1 м2 поверхности. Недостатки способов: 1. Низкая прочность сцепления. 2. Пористость (до 10 %). 3. Наличие оксидов. 4. Вредные выделения при напылении. 5. Шумы.
Рис.3, а – Схема плазменного напыления: 1 – плазмообразующий газ; 2 – место ввода напыляемого материала; 3 – источник питания; 4 – катод; 5 – анод (сопло плазмотрона)
Рис.3, б – Проволочное газопламенное напыление: 1 – проволока; 2 – пламя, образующееся при горении; 3 – оплавляющийся конец проволоки; 4 – воздушный поток; 5 – частицы металла; 6 – покрытие; 7 – подложка; 8 – насадок
Рис.3, в – Схема электродуговой металлизации: 1 – проволока; 2 – подающий механизм; 3 – наконечник; 4 – сопло; 5 – восстанавливаемая деталь; 6 – токоподводы
Рис.3, г – Схема высокочастотного напыления: 1 – напыляемая деталь; 2 – покрытие; 3 – распыляемый поток частиц; 4 – кольцевой индуктор; 5 – воздушный канал; 6 – проволока; 7 – подающие ролики; 8 – направляющая втулка
Рис.3, д – Схема детонационного напыления: 1 – напыляемая деталь; 2 – водоохлаждаемый ствол; 3 – камера; 4 – электрический запал: а – заполнение камеры рабочей смесью; б – подача порошка; в – взрыв рабочей смеси и разгон частиц порошка; г – образование покрытия
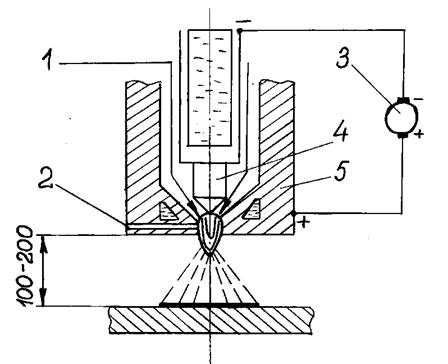
Рис.3, е – Схема электроимпульсного напыления: СН – источник питания для зарядки конденсатора; R – резистор; С – конденсатор; SW – выключатель; EW – металлическая проволока; В – основной материал (цилиндрическое изделие)
Рис.3, ж – Схема газопламенного напыления транспортирующим газом: 1 – сопло; 2 – факел; 3 – покрытие; 4 – подложка
Рис.3, з – Схема напыления с внешним вводом порошка в зоне пламени: 1 – пламя; 2 – трубка, подводящая порошок; 3 – мундштук; 4 – наконечник
Необходимо четкое выполнение технологии, т.к. при нарушении возможен перегрев, отслоение, трещины в покрытии. 1.2. Краткая историческая справка развития газотермического нанесения покрытий Основными этапами развития ГТН можно считать следующие: 1912 г. – Шооп М.У. (Германия) – распылил воздушной струей легкоплавкий металл. 1912 г. – первый газопламенный металлизатор (Германия). 1918 г. – первый электродуговой, проволочный металлизатор (Германия). С конца 20 годов и начала. 30-ых годов – разработка и внедрение дуговых металлизаторов Н.В. Катц, Е.М. Линник. 50-е годы – характеризуются разработкой и внедрением установки для ГПН, ВНИИАвтогенмашем. 60-е годы ИЭС им. Е.О. Патона, ИМЕТ им. А.А. Байкова, МГТУ им. И.Э. Баумана – развитие плазменного напыления. Значительный вклад в теорию ГТН внесли под руководством Н.Н. Рыкалина – Шоршоров М.Х., Кудинов В.В., - ИМет им. А.А. Байкова. Белащенко В.Е., Вахалин В.А. – ВНИИАВтоген, Митин Б.С. – МАТИ. Борисов Ю.С., Борисова А.Л. – ИЭС им. Е.О. Патона.
ГЛАВА 2. ПЛАЗМЕННОЕ НАПЫЛЕНИЕ
Популярное:
|
Последнее изменение этой страницы: 2017-03-08; Просмотров: 1408; Нарушение авторского права страницы