|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Нагрев и плавление металла при дуговой металлизации
При дуговой металлизации распыляются металлические электроды между которыми возбуждается дуга. Нагрев осуществляется под действием тепла, выделяемого на катоде и аноде. Ранние работы: Катц И.В., Вадивасов Д.Г., Троицкий считают, что частицы находятся в пластичном состоянии в струе газа [6. 14].
Рис. 22 – Температура частиц в потоке 1 – сталь; 2 – алюминий; 3 – цинк
Вахалин В.А., Кудинов В.В., Белащенко А.Е. считают, что Тпл ≤ Тч ≤ Ткип , т.е. температура частиц при отрыве может быть выше Тпл , но ниже Ткип.
Рис. 23 – Диапазон температур нагрева распыляемого материала при дуговой металлизации
Расчет температур частиц производится по следующей схеме. По данным Ерохина А.А.
где Sк - энтальпия жидкого металла капель. По данным Демянцевича В.П. количество расплавленного металла на катоде
где (1 – f) – доля ионного тока; φ - работа выхода электронов; Ui - прикатодное падение напряжения; Skж.м. - энтальпия расплавленного жидкого металла катода. С другой стороны производительность плавления электрода определяется:
где dэ - диаметр электрода; Vэ - скорость плавления (подачи) электрода; Ρ ’ - плотность материала электрода. Подставив значения в выражение (4.1) и после преобразований, получаем:
и аналогично для анода, с учетом данных Демянцевича В.П.
Выражения (4.4) и (4.6) позволяют определить температуру жидкого металла на аноде и катоде при дуговом процессе. Нагрев электродов током не учитывается, ввиду малого вылета (1, 5 – 2 см). В расчетах для стальных (на базе Fe ) электродов можно принять: (1 – f) ~ 0, 85; φ = 3, 92 В; Ui = 7, 8 В; Uа = 3, 78 В. Электрод Св08А: Iд = 200 А; Uд = 28 В; Vпод = 2, 5 м/мин; dх = 2 мм. Ткж.м. = 2600 0К; Таж.м. = 2200 0К; Распыление материала
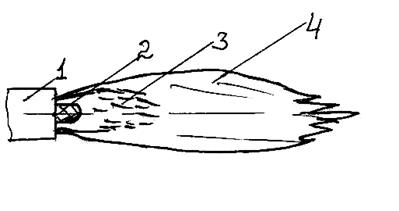
В настоящее время механизм распыления материала электродов при дуговой металлизации может быть представлен следующим образом. Под действием тепла дуги происходит плавление электродов. Жидкий металл удерживается силами поверхностного натяжения. Отделение происходит, когда
Рис. 24 – Схема сил, действующих на жидкий металл торцев электродов 1 – электроды; 2 – дуга; 3 – распыляющая струя; 4 – жидкий металл электродов
Определение размеров частиц при электродуговом напылении Максимальный размер капли при условии сферической формы может быть определен из уравнения (Кудинов В.В., Вахалин В.А., Шоршорин Х.) [1],
где ω - скорость потока, м/с; σ - поверхностное натяжение, Дж/м2; dпр - диаметр распыляемой проволоки, м; ε и γ – коэффициенты сопротивления и плотности среды, кг/м3. Например, рассчитанная по формуле масса частицы Al составляет ~ 10-6 кг, анализ грануляции частиц показывает 1, 4 х 10-9 кг. Однако формула не учитывает ряда физических факторов.
Оборудование для электродуговой металлизации 1. Распылители, с пультом управления: ручные – ЭМ-12, ЭМ-10; стационарные – ЭМ-15, ЭМ-17, «Факел», ВНТПО Ремдеталь. 2. Источники питания – с жесткой характеристикой. Преобразователи – ПСГ; выпрямители – ВДГ, ВДУ, ВС. 3. Установки для крепления и перемещения металлизаторов. 4. Установки для перемещения деталей. 5. Снабжение сжатым воздухом (компрессор, фильтр, манометры, шланги). 6. Обменная вытяжная вентиляция – 5…10 тыс. м3.час. (Установку изучить на лабораторной работе).
ГЛАВА 5. ХИМИЧЕСКОЕ ВЗАИМОДЕЙСТВИЕ РАСПЫЛЯЮЩЕЙ СТРУИ С РАСПЫЛЯЕМЫМ МАТЕРИАЛОМ ПРИ ПЛАЗМЕННОМ НАПЫЛЕНИИ
При плазменном напылении
Для плазменного напыления используются плазмообра-зующие газы 3-х групп: 1. Инертные газы и их смеси. Ar, He или их смеси. Чистота 99, 99; 99, 98 % (ГОСТ 10157-79). На состояние материала не влияют. 2. Активные газы (NH4Cl) и их смеси. N2, H2; амиак, горючие газы. В данном случае имеет место насыщение металла N2, H2 в жидком состоянии и падение растворимости с ростом температуры N2 – дает поры, H2 – трещины. Горючие газы С2Н2 – ацетилен, метан, пропан приводят к насыщению частиц углеродом и водородом, падение пластичности, трещины при диффузии и выделении водорода. 3. Инертные газы в смеси с активными. К Ar и He добавляют N2 или H2 для повышения энтальпии. Влияние тоже, что и ранее. Кроме того, имеет место подсос воздуха в плазменные струи, что приводит к окислению частиц. Однако, влияние кислорода имеет место на активные металлы Al, Mn, имеющие высокое сродство с O2. На другие и сталь влияние незначительно.
При дуговой металлизации Окисление материалов за счет О2 воздуха и насыщение N2, что может привести к пористости. Интенсивность окисления зависит от жаростойкости распыляемого материала, дисперсности частиц, сродства компонентов к кислороду, дистанции напыления.
Изменение химического состава напыляемого материала при дуговой металлизации
При газопламенном напылении В газовом пламени имеют место следующие процессы: С2Н2 + О2 → 2С + О2 + Н2 + Q 2СО + О2 → 2ω 2 + Q1 Н2 + ½ О2 → Н2О + Q2
Рис. 25 – Схема газового пламени: 1 – мундштук; 2 – ядро; 3 – восстановительная зона; 4 – факел пламени
Имеют место реакции: Fe + O2 → 2FeO 4Fe + 3O2 → 2Fe2O3 3Fe + 2O2 → Fe3O4 Mn + O → MnO Si + O → SiO C + O → CO2 При транспортировке распыляемого материала возможны процессы: 1. Науглераживание. 2. Окисление за счет О2 смеси или воздуха. 3. Окисление за счет СО2 и Н2О. Однако степень окисления не превышает 1…5 % компонентов распыляемых материалов. Детонационное напыление – имеют место процессы аналогичные, что и для ГПН – однако процессы протекают очень быстро и влияние незначительно на распыляемые порошки.
ГЛАВА 6. Популярное:
|
Последнее изменение этой страницы: 2017-03-08; Просмотров: 1121; Нарушение авторского права страницы


 (4.1)
(4.1) (4.2)
(4.2) (4.3)
(4.3) (4.4)
(4.4) (4.5)
(4.5) (4.6)
(4.6) или с учетом электродинамических сил:
или с учетом электродинамических сил: