
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Контрольные карты по качественномуСтр 1 из 3Следующая ⇒
Сертификация в горном деле Методические указания к выполнению домашнего задания для студентов направления 130400 Горное дело (для всех форм обучения)
Cтарый Оскол
УДК 687.2 ББК 34.9
Рецензент: доц., к. т. н. Королькова Л. Н. Киселева Н. А. Сертификация в горном деле. Методические указания к выполнению домашнего задания. Старый Оскол, СТИ НИТУ «МИСиС», 2015 г. – 34 с.
Методические указания к выполнению домашнего задания по курсу «Сертификация в горном деле» для студентов направления 130400 Горное дело всех форм обучения.
© Киселева Н.А. © СТИ МИСиС СОДЕРЖАНИЕ Домашнее задание № 1 Статистическое регулирование технологических процесов…………...……………………….4 Контрольные карты по качественному (альтернативному признаку)…………………..………………………………………..11 Задача №1…………………...…………...……………………...15 Контрольные карты по количественному признаку…………16 Задача №2…………………………….………..……………..…28 Домашнее задание № 2………………………………………...31 Список литературы ………………………………………….…33
ДОМАШНЕЕ ЗАДАНИЕ № 1
СТАТИСТИЧЕКОЕ РЕГУЛИРОВАНИЕ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
Свойства материала или изделия в значительной степени определяются технологическим процессом их изготовления. Таким образом, чтобы обеспечивать требуемое качество продукции, необходимо управлять технологическим процессом. Статистическое управление качеством (Statistical Quality Control – SQC) или статистическое управление процессами (Statistical Process Control – SPC) представляют собой действия, направленные, главным образом, на недопущение отклонений параметров процессов от стандартов, и, в меньшей мере, на то, чтобы обнаружить уже допущенное отклонение от стандарта. Традиционный подход к производству, вне зависимости от вида продукции, - это изготовление и контроль качества готовой продукции и отбраковка единиц, не соответствующих установленным требованиям. Такая стратегия часто приводит к потерям и не экономична. Более эффективна стратегия предупреждения потерь, позволяющая избежать производства непригодной продукции. Такая стратегия предполагает сбор информации о самих процессах, ее анализе и эффективные действия по отношению к ним, а не к продукции. На состояние реального технологического процесса влияет множество факторов (качество сырья, топлива, погрешности контроля и измерения параметров и т.д.), и, не смотря на стремление удержать их на постоянном уровне, тем не менее, наблюдаются определенные изменения, которые в свою очередь вызывают рассеивание (разброс) показателей качества выпускаемой продукции. Различают неизбежное и устранимое рассеивание показателей качества. Неизбежное рассеивание вызвано случайными погрешностями производства, которые обусловлены изменениями качества сырья и материалов (в пределах допустимых отклонений), а также изменениями в условиях производства – температуры, силы тока, концентрации раствора в ванне, влажности, запыленности и т.д. (также в пределах допустимых отклонений). Величину неизбежного рассеивания для конкретного процесса нужно уметь оценить, поскольку исходя из этой величины, следует предусматривать допуск или стандартную норму. Устранимое рассеивание вызвано систематическими погрешностями производства, которые возникают в результате использования нестандартного сырья или материалов из-за нарушений технологического режима, вследствие недоработки технологической документации, либо в результате неожиданной разладки оборудования, средств измерений или контроля и т.д. Следовательно, устранимое рассеивание вызвано причинами, которые возможно и необходимо исключить. Задача статистического управления процессами - обеспечение и поддержание процессов на приемлемом и стабильном уровне, гарантируя соответствия продукции и услуг установленным требованиям. Главный статистический инструмент, используемый для этого, - контрольная карта, - графический способ представления и сопоставления информации, основанной на последовательности выборок, отражающих текущее состояние процесса, с границами, установленными на основе внутренне присущей процессу изменчивости. Контрольная карта - это графическое средство, использующее статистические подходы, важность которых для управления производственными процессами была впервые показана доктором У.Шухартом в 1924 г. Теория контрольных карт также различает два вида изменчивости. Второй вид - реальные перемены в процессе. Они могут быть следствием некоторых определяемых причин, не присущих процессу внутренне, и могут быть устранены, по крайней мере, теоретически. Эти выявляемые причины рассматриваются как " неслучайные" или " особые" причины изменения. К ним могут быть отнесены поломка инструмента, недостаточная однородность материала, производственного или контрольного оборудования, квалификация персонала, невыполнение процедур и т.д. Цель контрольных карт - обнаружить неестественные изменения в данных из повторяющихся процессов и дать критерии для обнаружения отсутствия статистической управляемости. Процесс находится в статистически управляемом состоянии, если изменчивость вызвана только случайными причинами. При определении этого приемлемого уровня изменчивости любое отклонение от него считают результатом действия особых причин, которые следует выявить, исключить или ослабить. Метод контрольных карт помогает определить, действительно ли процесс достиг статистически управляемого состояния на правильно заданном уровне или остается в этом состоянии, а затем поддерживать управление и высокую степень однородности важнейших характеристик продукции или услуги посредством непрерывной записи информации о качестве продукции в процессе производства. Использование контрольных карт и их тщательный анализ ведут к лучшему пониманию и совершенствованию процессов. Карта Шухарта требует данных, получаемых выборочно из процесса через примерно равные интервалы. Интервалы могут быть заданы либо по времени (например, ежечасно), либо по количеству продукции (каждая партия). Обычно каждая подгруппа состоит из однотипных единиц продукции или услуг с одними и теми же контролируемыми показателями, и все подгруппы имеют равные объемы. Для каждой подгруппы определяют одну или несколько характеристик, таких как среднее арифметическое подгруппы
Рисунок 1 – Контрольная карта Шухарта
Контрольные границы на карте Шухарта находятся на расстоянии 3σ от центральной линии, где σ - генеральное стандартное отклонение используемой статистики. Границы ±3σ указывают, что около 99, 7% значений характеристики подгрупп попадут в эти пределы при условии, что процесс находится в статистически управляемом состоянии. Другими словами, есть риск, равный 0, 3% (или в среднем три на тысячу случаев), что нанесенная точка окажется вне контрольных границ, когда процесс стабилен. Статистические характеристики - это некоторые расчетные величины, вычисляемые по результатам контроля выборки. Они дают возможность достаточно точно судить о состоянии технологического процесса. Для принятия обоснованных решений о состоянии технологического процесса на контрольную карту наносят границы регулирования, ограничивающие область возможных случайных допустимых значений статистической характеристики при налаженном технологическом процессе. Тогда по значениям статистических характеристик в последовательных выборках, а также по их расположению относительно границ регулирования удается своевременно обнаружить разладку технологического процесса и принять меры к ее устранению. Решения принимают следующим образом: если статистические характеристики выборки оказываются в пределах границ регулирования, принимается решение о том, что технологический процесс протекает без нарушений, а качество выпускаемой продукции соответствует требованиям НТД. Когда наносимое значение выходит за любую из контрольных границ или серия значений проявляет необычные структуры, состояние статистической управляемости подвергается сомнению. В этом случае надо исследовать и обнаружить неслучайные (особые) причины, а процесс можно остановить или скорректировать. Как только особые причины найдены и исключены, процесс снова готов к продолжению работы. Возможность принятия таких решений обеспечивается правильным выбором границ регулирования, которые рассчитываются по законам теории вероятностей и математической статистики. При применении контрольных карт возможны два вида ошибок: первого и второго рода. Ошибка первого рода возникает, когда процесс находится в статистически управляемом состоянии, а точка выскакивает за контрольные границы случайно. В результате неправильно решают, что процесс вышел из состояния статистической управляемости, и делают попытку найти и устранить причину несуществующей проблемы.
Типы контрольных карт В зависимости от вида контроля различают две группы методов. К первой группе относятся методы регулирования по количественному признаку, когда у единиц продукции измеряются числовые значения контролируемого показателя качества. Ко второй группе относятся методы регулирования по альтернативному признаку, когда у каждой единицы продукции определяется только принадлежность его к годной или дефектной продукции. Методы регулирования по количественному признаку, т.е. при значительно меньших объемах мгновенных выборок они обеспечивают ту же степень достоверности принимаемых решений, что и методы регулирования по альтернативному признаку. Это объясняется более высокой информативностью количественного признака. Для каждой контрольной карты встречаются две ситуации: б) стандартные значения заданы. Стандартные значения - значения, установленные в соответствии с некоторыми конкретными требованиями или целями. 2) карта индивидуальных значений (Х) и скользящих размахов (R); 3) карта медиан ( б) контрольные карты для альтернативных данных: 1) р карта – для контроля доли несоответствующих (дефектных) изделий в выборке; 2) np карта – для контроля числа несоответствующих (дефектных) изделий в выборке объема n; 3) c карта – для контроля числа несоответствий (дефектов) в единице продукции; 4) u карта – для контроля среднего числа несоответствий (дефектов), в расчете на одно изделие в выборке или на единицу площади, объема и т.п. для нештучной продукции. Методы регулирования по количественному признаку подразделяются на методы контроля уровня наладки технологического процесса и методы контроля точности процесса. Уровень наладки характеризуется тем средним значением случайного контролируемого показателя качества, которое обеспечивается в данный момент данным технологически процессом, а точность – степенью разброса отдельных значений показателей качества около уровня наладки. Поэтому для регулирования уровня наладки используются методы выборочных средних или медиан, а для регулирования точности – методы выборочных средних квадратических отклонений и размахов. Внедрению статистического регулирования должен предшествовать статистический анализ технологического процесса, в ходе которого выявляют его состояние (оценивают точность и стабильность). В основе статистического регулирования лежат понятия налаженногоиразлаженногопроцесса. Технологический процесс считается налаженным, если он обеспечивает выпуск продукции с уровнем дефектности, не превышающим некоторый средний допустимый уровень q0. Процесс считается разлаженным, если ему соответствует доля брака, превышающая q0.Технологический процесс может находиться в одном из названных состояний. Основной задачей статистического регулирования является своевременное обнаружение перехода технологического процесса из налаженного процесса в разлаженное состояние с целью принятия мер по возращению процесса в исходное, т.е. налаженное состояние. Абсолютные гарантии могут быть обеспечены только в условиях сплошного контроля. При выборочном контроле, а статистическое регулирование является выборочной процедурой, неизбежны ошибочные решения. В частности, возможна ошибка, связанная с принятием налаженного процесса за разлаженный. Эта ситуация возникает тогда, когда при налаженном процессе статистическая характеристика случайно попадает за границы регулирования. При планировании статистического регулирования эту ошибку стараются сделать, возможно, редкой. Для этого вводится понятие риска излишней наладки С другой стороны «потребитель» (им может быть сам изготовитель) хочет гарантировать себя от приемки продукции, изготовленной в условиях разлаженного процесса. Для этого устанавливается некоторый недопустимый уровень дефектности q1 для разлаженного процесса, при достижении которого процесс должен гарантированно останавливаться. Гарантом при этом выступает риск незамеченной разладки В результате контроль организуется таким образом, т.е. так подбираются объемы выборок и границы регулирования, что доля ошибочных решений в оценке состояния технологического процесса не превысит Организационно статистическое регулирование производится по следующей схеме. Регулярно, через равные промежутки времени, называемые периодом отбора выборок, из текущей продукции отбирается п подряд изготовленных изделий, называемых мгновенной выборкой. По результатам измерений контролируемого параметра у каждой единицы выборки вычисляют значение той статистической характеристики, по которой оценивают состояние технологического процесса и проводят его корректировку. При положительном решении о состоянии процесса вся продукция, изготовленная в период между двумя последними выборками, принимается. При отрицательном решении процесс регулируется, а продукцию, изготовленную между двумя последними выборками, разбраковывают (если организационно это невозможно). Ведение контрольных карт позволяет запомнить необходимую информацию о закономерностях протекания технологических процессов. Важно, чтобы в момент выборок фиксировались условия – характеристики внешней среды, особенно режимов, используемых материалов, тогда информация забракованных выборок может оказаться ценной в смысле определения типичных образцов поведения статистических характеристик и установления причины этого поведения.
Задача №1
Рассчитать контрольную карту по альтернативному признаку. Варианты заданий представлены в таблицах 3, 4. С помощью генератора случайных чисел заполнить таблицы данных для выполнения расчетов и построения контрольных карт. Построить контрольную карту по расчетной задаче и заполнить бланк контрольной карты на следующий плановый период. Проанализировать контрольную карту и сделать выводы.
Таблица 3 – Исходные данные
Таблица 4 – Исходные данные
Таблица 6 - Значения коэффициентов для расчета границ Выбор элементов контроля Рассмотрим основные принципы отбора элементов, которые в первую очередь должны подвергнуться контролю. 1.Поскольку элементов контроля много, необходимо, прежде всего, отобрать те из них, которые имеют непосредственное отношение к назначению изделия. 2.Не следует ограничиваться показателями качества конечного изделия. В ряде случаев целесообразно следить за показателями качества предыдущего технологического процесса. Следовательно, в число элементов контроля включают также показатели качества сырья, полуфабрикатов, комплектующих изделий. 3.Контролировать целесообразно те показатели качества, которые легко поддаются измерению. 4.При контроле технологического процесса следует проверять такие элементы, на которые можно воздействовать. 5.В тех случаях, когда непосредственное измерение показателей качества или элементов технологического процесса с технической или экономической точки зрения затруднительно, останавливаются на тех показателях, которые коррелированны (т. е. тесно взаимосвязаны) с данными показателями качества, например, процесс термообработки, целесообразно контролировать по параметрам работы печи. Задача №2 Рассчитать контрольную карту по количественному признаку. Варианты заданий выбрать по таблицам 4, 5. Построить контрольную карту, сделать выводы.
Таблица 4
Таблица 5
ДОМАШНЕЕ ЗАДАНИЕ № 2 Темы рефератов 1. Понятие о качестве и техническом уровне изделия. Показатели качества. Классификация показателей качества. 2. Методика выбора номенклатуры показателей качества для оценки технического уровня изделия. Классификация методов оценки качества продукции. 3. Понятие качества продукции горного производства, «качество полезного ископаемого». Факторы, формирующие качество добытого полезного ископаемого. 4. Теоретическое, потребительское, интегральное и оптимальное качество полезного ископаемого. Полезные, вредные и нейтральные свойства полезных ископаемых. 5. Методы оценки качества продукции горного предприятия. Сущность дифференциального метода, единичные показатели качества руд.
7. Ценность полезного ископаемого. 8. Методы оценки изменчивости качества руд. 9. Качественные показатели продуктов процессов дробления. 10. Качественные показатели продуктов процессов измельчения. 11. Качественные показатели продуктов процессов грохочения. 12. Качественные показатели продуктов процессов классификации. 13. Качественные показатели продуктов процессов магнитной сепарации. 14. Качественные показатели продуктов процессов обезвоживания. 15. Качественные показатели продуктов процессов флотации.
23. Цели, принципы, формы подтверждения соответствия. 24. Законодательное и нормативно– методическое обеспечение подтверждение соответствия. 25. Системы сертификации в РФ. Функции и структура взаимодействия участников системы сертификации.
33. Цели и принципы аккредитации. Законодательная и нормативная база аккредитации в РФ.
СПИСОК ЛИТЕРАТУРЫ
1.ГОСТ Р 50779.42 – 99 (ИСО 8258 – 91) Статистические методы. Контрольные карты Шухарта / Издательство стандартов: Москва, 2004. – 32 с. 2.Р 50.1.018-98 «Обеспечение стабильности технологических процессов в системах качества по моделям стандартов ИСО серии 9000. Контрольные карты Шухарта».
Учебное издание
Киселёва Н. А.
Сертификация в горном деле
Методические указания к выполнению домашнего задания
Редактор: Иванова Н.И. Компьютерный набор: Киселева Н.А. Корректор: Иванова Н.И.
_________________________________________________________ Подписано в печать___________ Бумага для множительной техники Формат ______Усл. печ. л._______Тираж _____ экз. Заказ ___ _________________________________________________________
Отпечатано с авторского оригинала в отделе оперативной печати СТИ МИСиС г. Старый Оскол, м-н Макаренко, 42
Сертификация в горном деле Методические указания к выполнению домашнего задания для студентов направления 130400 Горное дело (для всех форм обучения)
Cтарый Оскол
УДК 687.2 ББК 34.9
Рецензент: доц., к. т. н. Королькова Л. Н. Киселева Н. А. Сертификация в горном деле. Методические указания к выполнению домашнего задания. Старый Оскол, СТИ НИТУ «МИСиС», 2015 г. – 34 с.
Методические указания к выполнению домашнего задания по курсу «Сертификация в горном деле» для студентов направления 130400 Горное дело всех форм обучения.
© Киселева Н.А. © СТИ МИСиС СОДЕРЖАНИЕ Домашнее задание № 1 Статистическое регулирование технологических процесов…………...……………………….4 Контрольные карты по качественному (альтернативному признаку)…………………..………………………………………..11 Задача №1…………………...…………...……………………...15 Контрольные карты по количественному признаку…………16 Задача №2…………………………….………..……………..…28 Домашнее задание № 2………………………………………...31 Список литературы ………………………………………….…33
ДОМАШНЕЕ ЗАДАНИЕ № 1
СТАТИСТИЧЕКОЕ РЕГУЛИРОВАНИЕ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
Свойства материала или изделия в значительной степени определяются технологическим процессом их изготовления. Таким образом, чтобы обеспечивать требуемое качество продукции, необходимо управлять технологическим процессом. Статистическое управление качеством (Statistical Quality Control – SQC) или статистическое управление процессами (Statistical Process Control – SPC) представляют собой действия, направленные, главным образом, на недопущение отклонений параметров процессов от стандартов, и, в меньшей мере, на то, чтобы обнаружить уже допущенное отклонение от стандарта. Традиционный подход к производству, вне зависимости от вида продукции, - это изготовление и контроль качества готовой продукции и отбраковка единиц, не соответствующих установленным требованиям. Такая стратегия часто приводит к потерям и не экономична. Более эффективна стратегия предупреждения потерь, позволяющая избежать производства непригодной продукции. Такая стратегия предполагает сбор информации о самих процессах, ее анализе и эффективные действия по отношению к ним, а не к продукции. На состояние реального технологического процесса влияет множество факторов (качество сырья, топлива, погрешности контроля и измерения параметров и т.д.), и, не смотря на стремление удержать их на постоянном уровне, тем не менее, наблюдаются определенные изменения, которые в свою очередь вызывают рассеивание (разброс) показателей качества выпускаемой продукции. Различают неизбежное и устранимое рассеивание показателей качества. Неизбежное рассеивание вызвано случайными погрешностями производства, которые обусловлены изменениями качества сырья и материалов (в пределах допустимых отклонений), а также изменениями в условиях производства – температуры, силы тока, концентрации раствора в ванне, влажности, запыленности и т.д. (также в пределах допустимых отклонений). Величину неизбежного рассеивания для конкретного процесса нужно уметь оценить, поскольку исходя из этой величины, следует предусматривать допуск или стандартную норму. Устранимое рассеивание вызвано систематическими погрешностями производства, которые возникают в результате использования нестандартного сырья или материалов из-за нарушений технологического режима, вследствие недоработки технологической документации, либо в результате неожиданной разладки оборудования, средств измерений или контроля и т.д. Следовательно, устранимое рассеивание вызвано причинами, которые возможно и необходимо исключить. Задача статистического управления процессами - обеспечение и поддержание процессов на приемлемом и стабильном уровне, гарантируя соответствия продукции и услуг установленным требованиям. Главный статистический инструмент, используемый для этого, - контрольная карта, - графический способ представления и сопоставления информации, основанной на последовательности выборок, отражающих текущее состояние процесса, с границами, установленными на основе внутренне присущей процессу изменчивости. Контрольная карта - это графическое средство, использующее статистические подходы, важность которых для управления производственными процессами была впервые показана доктором У.Шухартом в 1924 г. Теория контрольных карт также различает два вида изменчивости. Второй вид - реальные перемены в процессе. Они могут быть следствием некоторых определяемых причин, не присущих процессу внутренне, и могут быть устранены, по крайней мере, теоретически. Эти выявляемые причины рассматриваются как " неслучайные" или " особые" причины изменения. К ним могут быть отнесены поломка инструмента, недостаточная однородность материала, производственного или контрольного оборудования, квалификация персонала, невыполнение процедур и т.д. Цель контрольных карт - обнаружить неестественные изменения в данных из повторяющихся процессов и дать критерии для обнаружения отсутствия статистической управляемости. Процесс находится в статистически управляемом состоянии, если изменчивость вызвана только случайными причинами. При определении этого приемлемого уровня изменчивости любое отклонение от него считают результатом действия особых причин, которые следует выявить, исключить или ослабить. Метод контрольных карт помогает определить, действительно ли процесс достиг статистически управляемого состояния на правильно заданном уровне или остается в этом состоянии, а затем поддерживать управление и высокую степень однородности важнейших характеристик продукции или услуги посредством непрерывной записи информации о качестве продукции в процессе производства. Использование контрольных карт и их тщательный анализ ведут к лучшему пониманию и совершенствованию процессов. Популярное:
|
Последнее изменение этой страницы: 2017-03-08; Просмотров: 753; Нарушение авторского права страницы
 и размах подгруппы
и размах подгруппы  или выборочное стандартное отклонение. Карта Шухарта - это график значений определенных характеристик подгрупп в зависимости от их номеров. Она имеет центральную линию (СL), соответствующую эталонному значению характеристики. При оценке того, находится ли процесс в статистически управляемом состоянии, эталонным обычно служит среднее арифметическое рассматриваемых данных. При управлении процессом эталонным служит долговременное значение характеристики, установленное в технических условиях, или ее номинальное значение, основанное на предыдущей информации о процессе, или намеченное целевое значение характеристики продукции или услуги. Карта Шухарта имеет две статистические определяемые контрольные границы относительно центральной линии, которые называются верхней контрольной границей (UCL) и нижней контрольной границей (LCL).
или выборочное стандартное отклонение. Карта Шухарта - это график значений определенных характеристик подгрупп в зависимости от их номеров. Она имеет центральную линию (СL), соответствующую эталонному значению характеристики. При оценке того, находится ли процесс в статистически управляемом состоянии, эталонным обычно служит среднее арифметическое рассматриваемых данных. При управлении процессом эталонным служит долговременное значение характеристики, установленное в технических условиях, или ее номинальное значение, основанное на предыдущей информации о процессе, или намеченное целевое значение характеристики продукции или услуги. Карта Шухарта имеет две статистические определяемые контрольные границы относительно центральной линии, которые называются верхней контрольной границей (UCL) и нижней контрольной границей (LCL).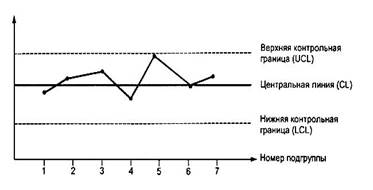
 ) и размахов (R) или выборочных стандартных отклонений (S);
) и размахов (R) или выборочных стандартных отклонений (S);  ) и размахов (R);
) и размахов (R);  , который представляет максимальную долю случаев ложной остановки налаженного технологического процесса. Риск излишней наладки планируется (обычно не более 1%) и учитывается при разработке плана регулирования, точнее при обосновании границ регулирования.
, который представляет максимальную долю случаев ложной остановки налаженного технологического процесса. Риск излишней наладки планируется (обычно не более 1%) и учитывается при разработке плана регулирования, точнее при обосновании границ регулирования. , который представляет собой максимальную долю случаев ошибочного решения о том, что процесс налажен, в то время как в действительности он разлажен. Величины недопустимого уровня дефектности q1 и риска незамеченной разладки, также учитываются при разработке плана статистического регулирования и установлении объемов мгновенных выборок.
, который представляет собой максимальную долю случаев ошибочного решения о том, что процесс налажен, в то время как в действительности он разлажен. Величины недопустимого уровня дефектности q1 и риска незамеченной разладки, также учитываются при разработке плана статистического регулирования и установлении объемов мгновенных выборок. и
и