|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
МЕХАНИЗИРОВАННЫЕ СПОСОБЫ НАПЛАВКИ
Наплавка под слоем флюса. Наплавка проволочными электродами. Типовая схема процесса наплавки под слоем флюса представлена на рис. 2. Флюс насыпается слоем 50—60 мм, и статическое давление слоя флюса на жидкий металл составляет 70—90 Па. Этого незначительного давления достаточно для устранения нежелательных механических воздействий на ванну жидкого металла, разбрызгивания жидкого металла и нарушения формирования шва даже при очень больших силах тока. Для наплавки под флюсом применяют электроды в виде одной или нескольких проволок диаметром 1—6 мм или электродной ленты толщиной 0, 4…1, 0 мм и шириной 20 — 100 мм. Расплавленный шлак надежно изолирует жидкий металл от газов воздуха, способствует сохранению теплоты дуги. После затвердевания металла образуется наплавленный валик, покрытый шлаковой коркой и нерасплавившимся флюсом. Остывшую шлаковую корку удаляют. С помощью наплавки под флюсом можно наносить слой металла почти любого химического состава толщиной от 2 мм и более. Данный процесс применяют при наплавке цилиндрических поверхностей, а также всевозможных плоских деталей и изделий криволинейной формы (лопастей гидротурбин). Процесс наплавки под флюсом отличается универсальностью и широкими возможностями повышения производительности труда.
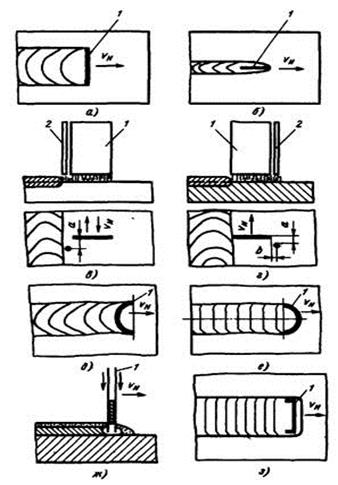
Рис. 2. Схема процесса наплавка под флюсом: 1 — электродная проволока, 2 — то-коподводящая втулка, 3 — сварочная дуга; 4 — наплавляемая деталь; 5 — сварочная ванна, 6 — наплавленный валик; 7 — шлаковая корка, 8 — флюс При многоэлектродной наплавке можно наплавлять за один проход поверхность шириной до 100 мм с малой и равномерной глубиной проплавления основного металла. Расстояние между электродными проволоками зависит от их диаметра и силы сварочного Для обеспечения лучшего формирования валиков и получения равномерной глубины проплавления основного металла зазор между крайними электродами должен быть меньше, чем между средними. Размеры и конфигурации валиков, выполненных многоэлектродной наплавкой, существенно отличаются от размеров и конфигурации валиков при однозлектродной наплавке. При значительной ширине валик имеет малую и равномерную глубину проплавления основного металла. По оси валика максимальная глубина проплавления 1, 7 мм, минимальная — не менее 1 мм, ширина валика SO мм. При наплавке одним электродом глубина проплавления составляет 11 мм, а ширина валика — 14 мм. Соответственно коэффициент формы валика (отношение ширины валика к глубине проплавления) составляет при многоэлектродной наплавке 29, 4, а при наплавке одним электродом 1, 3. Важной характеристикой наплавленного валика является доля участия в нем основного металла. Многоэлектродная наплавка позволяет даже при высоких режимах уменьшить долю участия основного металла в металле наплавленного валика до 22 % вместо 60— 70 % при однозлектродной наплавке. При повышенных режимах наплавки и определенных расстояниях между осями электродов валики получаются более широкие и высокие. Наиболее устойчивый режим наплавки обеспечивается при применении постоянного тока обратной полярности.Для получения однослойной наплавки с ровной поверхностью и малой глубиной проплавления рекомендуется при наплавке очередного ^валика ось второго электрода направлять по кромке предыдущего валика. Цилиндрические поверхности наплавляют по винтовой линии с заданным перекрытием предыдущего валика. Качество формирования наплавленного металла зависит от режима работы и диаметра деталей. Эффективным методом наплавки является ленточная наплавка (рис.6). Наиболее распространенными сечениями ленточного электрода являются сечения 0, 3х20; 0, 5х30; 0, 5х50мм.
В отдельных случаях используется лента 1, 0 х 100 мм, а иногда и более широкая. В последнем случае требуется более сложное оборудование для питания сварочным током и применение специальных магнитных систем управления процессом горения дуги. При наплавке ленточным электродом на постоянном токе дуга образуется между плавящимся ленточным электродом и изделием. Ленточный электрод подается по мере расплавления, а на изделие наплавляется слой толщиной 3 — 5 мм. Дуга и ванна отделяются от окружающей среды слоем флюса, часть которого плавится и образует защитный шлаковый слой. После застывания шлак удаляется с наплавленной поверхности
Последнее изменение этой страницы: 2017-03-03; Просмотров: 1207; Нарушение авторского права страницы Главная | Случайная страница | Обратная связь |