|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Пайка металлических материалов
Пайка - это процесс получения неразъёмного соединения материалов путём их автономного расплавления при смачивании, растекании и заполнении зазора между ними с последующей его кристаллизацией. Достоинства пайки: 1. Позволяет соединять металлы в любом сочетании; 2. Соединение возможно при любой начальной температуре паяемого металла; 3. Возможно соединение металлов с неметаллами; 4. Паяные соединения легко разъёмные; 5. Более точно выдерживается форма и размеры изделия, так как основной металл не расплавляется; 6. Позволяет получать соединения без значительных внутренних напряжений и без коробления изделия; 7. Повышенная производительность процесса позволяет паять за один приём большое количество изделий; 8. Культура производства; возможна полная механизация и автоматизация.
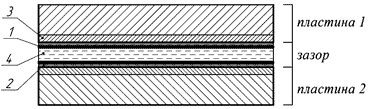
1 - прикристаллизационный слой переменного химического состава; 2 - диффузионная зона с переменным химическим составом; 3 - участок с изменяемой структурой и свойствами в результате локального нагрева 4 - зона изотермической кристаллизации. Рисунок 1. Структура паяного соединения Термины и определения: Припой - металл или сплав, вводимый в зазор меду деталями или образующийся меду ними в процессе пайки и имеющий более низкую температуру начала автономного плавления чем паяные материалы. Паяное соединение - элемент паяной конструкции, состоящий из: а) паяного шва и диффузионных зон при общем нагреве; б) паяного шва из ЗТВ при локальном нагреве. Галтель паяного шва - участок паяного шва, образовавшаяся в результате действия капиллярных сил у края зазора на наружных поверхностях соединяемых деталей. Диффузионная зона - участок паяного соединения, характеризующийся измененным химическим составом основного материала и образовавшийся в результате диффузии компонентов припоя. Классификация пайки Виды капиллярной пайки: 1. Пайка готовым припоем капиллярная пайка, при которой используется готовый припой и формирование шва происходит при его охлаждении. 2. Контактно-реактивная капиллярная пайка, при которой припой образуется в результате контактно-реактивного плавления соединяемых материалов и прокладок. 3. Реактивно-флюсовая капиллярная пайка, при которой припой образовывается в результате выделения металла из флюса. 4. Диффузионная капиллярная пайка, при которой затвердевание паянного шва происходит выше температуры солидуса припоя без охлаждения. 5. Металло-керамическая капиллярная пайка, при которой наполнитель металла керамического припоя образует разветвленный капилляр, удерживающий при пайке жидкую часть припоя вне капиллярного зазора. Виды некапиллярной пайки: 1. Пайко-сварка осуществляется без расплавления деталей. 2. Сварко-пайка применяется при пайке металлов с разной температурой плавления, при этом металл с наименьшей температурой плавления выполняет функцию припоя. Все способы пайки подразделяются: 1. По физическим, химическим, электрохимическим признакам, определяющие процесс удаления оксидов с поверхности паяемого металла: o флюсовая; o ультрозвуковая; o в активной газовой среде; o в нейтральной газовой среде; o в вакууме. 2. По виду нагрева: o 450 0С для низкотемпературной пайки; o при повышении температуры любые источники нагрева. 3. По отсутствию или наличию давления на паяемые детали: o без давления; o под давлением. 4. По времени нагрева: o одновременно; o неодновременно. Образование паянного соединения сопровождается спаем между припоем и паянным материалом. Спай - переходный слой, образовавшийся в результате смачивания при температуре пайки и последующего взаимодействия на границе " основной металл припой". Классификация спаев: 1. Бездиффузионный - когда атомы не переходят через границу контакта. 2. Растворно-диффузионный - когда основной металл растворяется в припое и растворяет элементы припоя. 3. Контактно-реакционный - возникает без припоя за счет контактного расплавления основного металла. 4. Дисперсированный - образуется между металлами не дающими между собой химического соединения, не растворимых друг в друге за счет сильного снижения поверхностного натяжения под действием припоя и дисперсированных твердых частиц. Конструкционные параметры паяных соединений (рисунок 2) 1. Тип соединения; 2. Паяльный зазор; 3. Величина нахлестки; 4. Шероховатость поверхности; 5. Радиус галтельного участка; 6. Угол скоса кромок.
Рисунок 2 Припои и паяльные смеси. Требования предъявляемые к ним: 1. Температура плавления припоя должна быть ниже температуры лавления паяемого металла; 2. Припой должен обладать хорошей жидкотекучестью, смачивать поверхности металлов, растекаться, проникать в узкие зазоры; 3. Припой должен образовывать с соединяемыми материалами сплав, обеспечивать прочную связь; 4. Коррозионная стойкость паяных швов у материала должна быть одинаковой, во избежание электрокоррозии; 5. Температурный коэффициент линейного расширения (ТКЛР) припоя и основного металла должны быть одинаковы во избежание остаточных напряжений и трещин; 6. Припой не должен в значительной степени снижать прочность и пластичность соединяемых материалов; 7. Электропроводность, теплопроводность и другие физико-химические свойства припоя и основного металла не должны сильно отличаться. Классификация припоев: 1. По химическому составу. 2. По технологическим свойствам: o самофлюсующиеся припои - которые удаляют окислы с паяемой поверхности без участия флюса; o композиционные припои - состоящие из смеси тугоплавких и легкоплавких элементов. 3. По содержанию активирующих компонентов, повышающих смачиваемость. 4. По температуре плавления: o низкотемпературные (температура плавления припоя меньше 450 0С); o высокотемпературные (температура плавления припоя больше 450 0С). 5. По сортаменту: o пластичные припои: § полоса; § фольга; § проволока. o хрупкие припои: § прутки; § отливки; § порошки; § пасты; § сетка; § стружка; § кольца; § брикеты. Классификация флюсов: 1. По температурному признаку: o низкотемпературные; o высокотемпературные. 2. По природе растворителя: o водные; o неводные. 3. По природе активаторов: o низкотемпературные: § галогенидные; § фторборидные; § боридноуглекислые. o высокотемпературные: § канифольные; § фторидные; § стеариновые; § кислотные; § гидрозиновые; § аниминовые. 4. По механизму действия: o защитные; o химического действия; o электохимического действия; o реактивные. 5. По агрегатному состоянию: o твердые; o жидкие; o пастообразные. Механизмы флюсования: 1. Химические реакции компонентов флюса с окислом: o образование восстановления металла; o образование легких комплексных соединений. 2. Электрохимические реакции - ионные разрушения основного металла. 3. Вследствие физических процессов, в результате химических реакций. Состав флюсов: 1. Основа, которая растворяет продукты флюсования (бура, хлориды легких металлов, бура + борный ангидрид); 2. Растворители окисной пленки (фториды); 3. Активные реагенты (соли тяжелых металлов, окислы, дающие комплексные соединения). Флюсы подразделяются на 4 группы: 1. На основе канифоли и других органических соединений (для низкотемпературной пайки, когда трудно промыть деталь после пайки); 2. На основе хлористых соединений (для пайки легкоплавких металлов имеющих прочную окисную пленку) основа легкоплавкая эвтектика; 3. На основе соединений бора (для пайки чугуна, меди и сплавов на ее основе); 4. На основе фтористых соединений (для пайки сталей аустенитного класса, никеля и сплавов на его основе). Газовые среды: 1. Вакуум: o низкий Р< 10-1 мм.рт.ст. - для пайки не применяется; o средний Р< 10-4 мм.рт.ст. - для пайки бронзы, сталей всех классов, никеля; o - высокий Р> 10-4 мм.рт.ст. - для пайки титана, тантала, циркония, ниобия. Примечание: Р - степень разреженности. 2. Нейтральные среды: инертные, по отношению к основному металлу и припою, газы. 3. Активные (восстановительные) среды: активные (водород, азот (аммиак при температуре 650 0С разлагается на азот и водород). Пайка чугуна Основная трудность при пайке чугуна - наличие в его структуре графита, затрудняющего смачивание поверхности основного металла расплавленным припоем. Для удаления графита обычно применяют пескоструйную обработку с последующим выжиганием графита окислительным пламенем газовой горелки или удаление его электрохимической обработкой в соляной ванне при 450... 510 °С. При низкотемпературной пайке чугуна оловянно-свинцовыми или другими легкоплавкими припоями паяемые поверхности можно подготовить путем их обработки флюсами ПВ209 или ПВ284Х при 600... 700 °С или электрохимическим методом в соляной ванне, а затем обезжирить бензином, ацетоном или раствором щелочи. Пайку нужно производить паяльником или газовой горелкой с применением флюсов на основе хлористого цинка. Наиболее просто пайку чугуна осуществляют при использовании флюсов на основе хлористого цинка с добавками хлористых солей меди и олова. Для облегчения пайки легкоплавкими припоями применяют гальваническое лужение или контактное меднение в растворе медного купороса. Высокотемпературную пайку чугуна производят припоями на основе меди, например латунью. Иногда применяют серебряные припои, которые содержат никель, имеют сравнительно низкие температуры плавления и образуют прочные паяные соединения. При высокотемпературной пайке чугуна более целесообразно применять такие активные флюсы, как ПВ209 и ПВ284Х, которые растворяют графит на поверхности чугуна в процессе пайки, благодаря чему обеспечивается надежное смачивание припоем соединяемых поверхностей. Главное преимущество пайки чугунов серебряными припоями с флюсами ПВ209 или ПВ284Х в том, что нет необходимости принимать меры по удалению графита, а также и в том, что при пайке серебряными припоями при температурах до 900 °С чугун не перегревается. Перегрев чугуна связан со структурными превращениями, что при последующем его охлаждении ведет к выделению хрупкого цементита. Поэтому применение меди для пайки чугунов следует ограничивать ввиду высокой температуры ее плавления. Припои, содержащие фосфор, не применяют вообще из-за образования в швах хрупких железофосфорных соединений. Нагрев при пайке чугуна можно производить газовой горелкой или паяльной лампой до температуры не выше 900 °С; при этом пламя должно быть только нейтральным. Для снятия внутренних напряжений и упрочнения паяных соединений чугунные изделия сразу же после пайки подвергают отжигу при 700... 750 °С в течение 20 мин. Пайку в печах с контролируемой атмосферой производят с флюсом, который улучшает смачивание основного металла и затекание припоя в зазор. Пайку дефектных участков (усадочных раковин, пор и трещин) чугунных литых деталей осуществляют с применением оловянно-свинцовых припоев. Чаще всего применяют припой ПОСЗО с использованием в качестве флюса водного раствора хлористого цинка с добавками хлористых солей меди и олова. Паяют только после механической зачистки и лужения соединяемых поверхностей. Последовательность лужения: места пайки очищают от литейной корки проволочной щеткой; очищенную поверхность обезжиривают бензином или раствором щелочи и затем наносят флюс; равномерно прогревают место пайки газовой горелкой до температуры, при которой начинает плавиться припой; после лужения дефекты запаивают, применяя для этой цели паяльник или горелку. После пайки изделие тщательно промывают горячей и холодной водой. Пайка меди и ее сплавов Технически чистая медь имеет высокие теплопроводность и электропроводность и достаточно высокую коррозионную стойкость. Она устойчива к атмосферной коррозии вследствие образования на ее поверхности тонкой защитной пленки, состоящей из окисла Си2О. Медь - относительно прочный (σ в = 240 МПа) и пластичный металл (δ = 45... 50 %). С уменьшением содержания в меди газов ее пластичность возрастает до 62 %; при повышенных температурах прочность меди уменьшается, а пластичность возрастает. Ценным свойством меди является ее способность сохранять высокую пластичность до температуры жидкого гелия (-269 °С). Для повышения прочности меди и придания ей особых свойств (жаропрочности, коррозионной стойкости и др.) ее легируют различными добавками. Сплавы на основе меди обладают высокими механическими свойствами и Другими ценными качествами. Поэтому во многих отраслях техники для изделий, работающих в условиях повышенных и криогенных температур, в качестве основного металла широко применяются медь и ее сплавы, имеющие необходимый комплекс свойств. Пайка этих материалов может производиться всеми изустными способами. Наиболее широко применяется пайка паяльником, газовыми горелками, погружением в расплавленный припой и в печах. Пайка низкотемпературными припоями нашла большое применение благодаря простоте и общедоступности этого способа. Ограничения в ее применении вызваны лишь тем, что паяльником можно осуществлять пайку только тонкостенных деталей при температуре до 350 °С. Массивные детали вследствие большой теплопроводности, превышающей в 6 раз теплопроводность железа, паяют газовыми горелками. Для трубчатых медных теплообменников применяется пайка погружением в расплавы солей и припоев. При пайке погружением в расплавы солей используют, как правило, соляные печи-ванны. Соли обычно служат источником тепла и оказывают флюсующее действие, поэтому дополнительного флюсования при пайке не требуется. При пайке погружением в ванну с припоем предварительно офлюсованные детали нагревают в расплаве припоя, который при температуре пайки заполняет соединительные зазоры. Зеркало припоя защищают активированным углем или инертным газом. Недостатком пайки в соляных ваннах является невозможность в ряде случаев удаления остатков солей или флюса. Широкое распространение в промышленности находит пайка в печах, поскольку при этом обеспечивается равномерный нагрев соединяемых изделий без их деформации даже при больших габаритах изделий. При пайке изделий из меди оловянно-свинцовыми и другими легкоплавкими припоями используют обычно канифольно-спиртовые флюсы, водные растворы хлористого цинка или хлористого аммония. Пайка серебряными припоями успешно идет при применении флюсов на основе соединений бора и фтористых соединений калия. Эти флюсы хорошо очищают поверхность меди от окисной пленки и способствуют растеканию припоя. Недостатком флюсовой пайки меди является трудность получения при этом способе герметичных соединений. Кроме того, остатки флюса являются очагами коррозии. Поэтому пайку меди чаще всего осуществляют в восстановительных или нейтральных газовых средах. В азоте пайку меди можно производить при температурах 750... 800 °С. Недостатки этого метода - сложность оборудования по очистке азота, а также отсутствие возможности осуществлять пайку при температуре ниже750 °С. Применяется пайка меди и в среде аргона припоем ЛС59-1 с дополнительным флюсованием мест пайки водным раствором буры. Пайку в вакууме успешно применяют для соединений многих металлов, в том числе и меди. Этот вид пайки достаточно экономичен, совершенно безопасен и производится в вакуумных печах или контейнерах, загружаемых в обычные печи. Паяные швы, полученные при использовании нагрева в вакууме, отличаются чистотой исполнения, прочностью металла шва и высокой коррозионной стойкостью. К недостаткам способа пайки в вакууме следует отнести сложность применяемого оборудования. Соединение меди при низкотемпературной пайке производится стандартными оловянно-свинцовыми припоями ПОССуЗО-0, 5; ПОС40; ПОССу40-0, 5, ПОС61 и свинцово-серебряными припоями ПСр1, 5; ПСр2, 5; ПСрЗ с использованием флюсов на основе хлористого цинка или канифольно-спиртовых. Соединения, паянные оловянно-свинцовыми припоями, теплостойки до температур 100... 120 °С. При снижении температуры до -196... 253 °С предел прочности этих соединений увеличивается в 1, 5 - 2, 5 раза, достигая 45... 75 МПа; при этом пластичность соединений резко снижается. Хрупкость оловянно-свинцовых припоев и паянных ими соединений при низких температурах объясняется аллотропическим превращением олова и образованием в шве хрупких интерметаллидов, которые при низких температурах являются очагами развития трещин. Для оловянно-свинцовых сплавов, содержащих менее 15 % олова, падения ударной вязкости не происходит. Это обусловлено тем, что свинец, являясь основой сплава, с понижением температуры увеличивает ударную вязкость, давая во всех случаях вязкий излом. Высокая пластичность свинца делает его нечувствительным к надрезу. Поэтому, несмотря на низкую технологичность свинцовых припоев, вполне закономерны стремления применять для пайки изделий криогенной техники припои на основе свинца с содержанием олова менее 15 %. Например, применение припоя на основе свинца, легированного серебром (припой ПСрЗ), позволяет получать теплостойкие и хладостойкие соединения меди. Введение в этот припой 5 % Sn (ПСр2, 5) улучшает его технологические свойства, однако при 20 °С соединения, паянные припоями ПСрЗ и ПСр2, 5, имеют низкую прочность; предел прочности при срезе 12... 18 МПа. Легирование свинца оловом до 16 % и кадмием до 5 % делает припой ПСр1, 5 более технологичным, однако он становится малопластичным даже при температуре 20 °С. Применение кадмиевых припоев требует специального навыка, так как технологичность их значительно ниже, чем у оловянно-свинцовых. Соединения меди, паянные кадмиевыми припоями ПСр5КЦН, ПСр8КЦН, теплостойки до температуры 350 °С, но нехладостойки. При этом они отличаются низкой прочностью (а„ = 29 МПа) из-за образования в шве хрупких интерметаллидов. Припои на основе цинка редко применяют для пайки меди ввиду интенсивного растворения ее в расплаве припоя. При этом предел прочности на срез не превышает 15 МПа. Цинковые припои, легированные медью и серебром, также плохо растекаются по меди. Легирование этих припоев оловом и кадмием (ПЦА8М, ПЦКдПСрСУ25-5-5) хотя и несколько улучшает их растекаемость, но швы становятся хрупкими. Для пайки меди находят также применение припои на основе медно-фосфористой эвтектики с добавлением серебра. Швы, паянные этими припоями, достаточно прочны (ав = 250... 300 МПа), теплостойки до 800 °С, но непластичны. В условиях низких температур прочность соединений меди, паянных этими припоями, увеличивается, но пластичность резко падает. Широкое применение для высокотемпературной пайки медных конструкций находят припои ПСр45, ПСр40, ПСр25, ПСр12. Пайку этими припоями осуществляют нагревом аце-тилено-кислородным пламенем или в печах с использованием коррозионно-активных флюсов ПВ209, ПВ284Х. После пайки остатки флюса необходимо удалять промывкой в горячей воде. Пайку теплообменной аппаратуры осуществляют с применением припоя ПСр72 или ПСр71 в вакууме или аргоне. При пайке изделий из медных сплавов, конструкция которых позволяет производить пайку под давлением, в качестве припоя можно использовать серебряное покрытие (10…25 мкм) или тонкую серебряную фольгу. При нагреве выше 779 °С медь взаимодействует с серебром с образованием в шве сплава тип припоя ПСр72. Пайка этим методом (контактно-реактивным) осуществляется без применения флюса - в вакууме или инертной среде Припои на медной основе тугоплавки и вызывают растворение (эрозию) основного металла, поэтому для пайки меди их применяют реже, чем серебряные. Диффузионная пайка меди может быть выполнена галлием, индием, оловом, свинцом, припоями ПОССу40-2, ПОС61 путем поджатия деталей в вакууме или аргоне при температурах 650... 800 °С и длительных выдержках. Припой в место пайки можно наносить напылением в вакууме, гальваническим способом или в виде тонкой фольги. Капиллярную пайку меди низкотемпературными припоями можно производить при зазорах 0, 05... 0, 5 мм и температурах 650... 900 °С в вакууме или аргоне. При этом соединения меди, паянные индием, галлием, оловом, припоями ПОС61 и ПОС40, хрупкие и малопрочные; предел прочности на срез не превышает 40... 70 МПа. При пайке меди свинцом соединения хотя и малопрочны, но пластичны. При применении припоя системы Pb-Ag-Sn-Ni (ПСр7.5) можно обеспечить предел прочности при растяжении 140 МПа с достаточно высокой пластичностью, угол изгиба образца, паянного встык, 130°. Пайка латуней Процесс пайки латуней имеет свои особенности ввиду образования на ее поверхности оксидной пленки и испарения цинка при нагреве. На латунях, содержащих до 15 % Zn, оксиды состоят из Cu2O с внедренными в нее частицами ZnO. В сплавах меди с большим содержанием цинка слой оксида состоит в основном из ZnO, удаление которого более сложно, чем Cu2O. Особенность низкотемпературной пайки латуней оловянно-свинцовыми и другими аналогичными припоями заключается в том. что Удаление оксидной пленки с поверхности латуней не обеспечивается канифольно-спиртовыми флюсами. Для этого необходимо применять более активные флюсы. Например, при пайке латуней ЛС59-1-1, Л63 используют флюсы на основе хлористого цинка с добавками Потной кислоты. Латунь медленнее, чем медь, растворяется в расплавах оловянно-свинцовых припоев, поэтому при ее пайке медленнее растут интер-металлидные слои, что должно положительно влиять на механические свойства паяных соединений. Однако соединения, полученные при пайке латуни Л63 оловянно-свинцовыми припоями, имеют более низкую прочность по сравнению с медью в тех же условиях. Например, предел прочности соединений меди встык, паянных оловом, составляет 90 МПа, свинцом -36 МПа, а соединений из латуни - соответственно 59 и 26 МПа. Снижение предела прочности соединений латуни связывают с пористостью в швах, которую объясняют испарением цинка и попаданием его паров в жидкий припой. Порообразование наблюдается после пайки как низкотемпературными, так и высокотемпературными припоями. Высокотемпературную пайку латуни в печах с восстановительной или нейтральной атмосферой применяют ограниченно из-за испарения цинка. Пайка латуней в газовых средах возможна только с предварительным флюсованием мест пайки. Например, латунь, содержащую до 3 % свинца и кремния (ЛКС80-3-2), удовлетворительно паяют в газовых средах медно-фосфористыми и серебряными припоями, но с обязательным использованием флюсов. Латунь паяют в печи без флюса только в том случае, если она предварительно покрыта слоем меди или никеля, предохраняющим от испарения цинка. Детали из латуни можно паять и в соляных ваннах при температурах 850... 870 °С. Для улучшения затекания припоя в зазор в раствор ванн добавляют 4... 5 % флюса, содержащего фтороборат калия или буру. При нагреве изделий в пламени газовых горелок и в печах также происходит испарение и окисление цинка, что ухудшает растекание припоев. При пайке латуни горелкой в восстановительном пламени испарение и окисление цинка удается несколько уменьшить; при этом пористость в паяных швах уменьшается. Для пайки латуней, богатых медью, используют серебряные припои ПСр72, ПСр40. ПСр45, ПСр25, ПСр12, а также латуни с низкой температурой плавления (припои типа ПМЦ36. ПМЦ48, ПМЦ54) и медно-фосфористые. Для латуней, богатых цинком (Л63, Л68). применяют припой ПСр40. Фосфористые припои для них непригодны, так как при этом появляются малопластичные паяные соединения. Последнее объясняется тем. что в паяном шве образуются весьма хрупкие фосфиды цинка. Для соединений, не подвергающихся вибрационным и динамическим нагрузкам, применяют припои ПМЦ36 и ПМЦ48. Латуни интенсивно растворяются при пайке серебряными и медно-фосфористыми припоями. Поэтому паять их следует с высокими скоростями нагрева для сокращения контакта жидкого припоя и твердого металла. Латунь Л63 интенсивно растворяется в припоях ПСр40, ПСр45, ПСр15, но меньше, чем в припоях ПСр37, 5 и ПСр50КД. Пайка бронз Оловянистые бронзы можно паять оло-вянно-свинцовыми, серебряными и медно-цинковыми припоями. Пайка высокооловянистых бронз медно-цинковыми припоями нежелательна ввиду близости температуры плавления паяемых металлов к температуре плавления этих припоев. Пайку оловянных бронз можно производить любым известным способом: паяльником, газопламенными горелками, контактным нагревом, нагревом ТВЧ, в соляных ваннах, в печах с контролируемой атмосферой; при этом нагрев изделия следует вести постепенно, так как при высоких скоростях нагрева основной металл склонен к красноломкости. Пайку можно производить оловянно-свинцовыми припоями с использованием флюсов на основе хлористого цинка с добавками соляной кислоты. При высокотемпературной пайке используют медно-цинковые и серебряные припои с применением флюсов на основе борной кислоты с добавками хлористых и фтористых солей металлов. Свинцовые бронзы можно паять припоями с флюсами, которые применяют для пайки оловянистых бронз. При этом места пайки необходимо флюсовать более тщательно, поскольку образующиеся на поверхности оксиды свинца препятствуют затеканию припоя в зазор. Алюминиевые бронзы выделяются высокими механическими свойствами среди медных сплавов, в связи с чем их широко применяют в машиностроении. В промышленности используют как двойные сплавы меди с алюминием (простые бронзы), так и более сложные по составу бронзы с добавками марганца, железа, никеля и других элементов. На поверхности алюминиевой и кремнистой бронз образуется оксидная пленка, которая трудно удаляется с использованием обычных флюсов. Изделие перед пайкой необходимо обрабатывать во фтористо-водородной или плавиковой кислоте. При пайке оловянно-свинцовыми припоями применяют активные флюсы с повышенным содержанием соляной кислоты. Рекомендуются предварительная очистка и флюсование поверхности алюминиевой бронзы смесью борной кислоты с хлористыми солями металлов. Марганцевые бронзы следует паять с использованием ортофосфорной кислоты. Алюминиевые бронзы во избежание окисления и образования хрупких интерметаллидов в шве следует паять, применяя быстрые методы нагрева. Введение в припои никеля повышает пластичность и прочность соединений из алюминиевой бронзы. Повышение пластичности, вероятно, обусловлено образованием интерме-таллида алюминий-никель, что предотвращает образование окислов алюминия. Для высокотемпературной пайки алюминиевых бронз серебряными и медно-цинковыми припоями флюсы ПВ200 и ПВ284 непригодны, так как они не растворяют окислы на их поверхности. Для успешной пайки в эти флюсы необходимо ввести кремнефтористый натрий (10... 20 %) или флюс для пайки алюминия (до 50 %). Высокотемпературную пайку марганцовистых бронз осуществляют с использованием флюсов, в состав которых входят фторобораты и фториды щелочных металлов. При высокотемпературной пайке бронз ввиду их красноломкости следует обращать внимание на конструирование фиксирующих приспособлений и добиваться, чтобы они не препятствовали расширению деталей при нагреве и, следовательно, не создавали в них напряжений, могущих вызвать растрескивание металла в процессе пайки. Бериллиевые бронзы паять значительно труднее, чем другие медные сплавы; их следует паять немедленно после механической зачистки серебряными припоями с флюсом, в состав которого должны входить фтористые соли. Медно-никелевые сплавы паяют любым способом и припоем, в том числе и чистой медью. Пайку медью в печи с контролируемой атмосферой необходимо выполнять при высоких скоростях нагрева, так как при длительной пайке основной металл растворяется в припое и прочность шва значительно падает. Пайка никеля и его сплавов Никель является одним из важнейших прошенных металлов. Чистый никель имеет высокие предел прочности (σ в = 400... 500 МПа), пластичность (δ = 50 %) и химическую стойкость. Сплавы на основе никеля характеризуются высокими электрохимическим сопротивлением и коррозионной стойкостью, а также повышенными жаропрочностью и жаростойкостью. На чистом никеле при нагреве образуется только один оксид; при легировании никеля хромом, алюминием, титаном и другими металлами образуется комплекс окислов соответствующих металлов. Электрохимические никелевые сплавы типа монель и константан, представляющие собой сплавы никеля с медью и железом, имеют на своей поверхности химически нестойкую оксидную пленку, которая легко восстанавливается в газовых средах, удаляется флюсованием и при высокотемпературной пайке в вакууме разлагается на кислород и металл. Поэтому пайка этих сплавов не вызывает трудностей. При пайке можно применять припои, флюсы и газовые среды, рекомендованные для сталей и меди. Для пайки никелевых сплавов требуются специальные флюсы, поскольку поверхность сплавов, например никеля с хромом (нихромы), покрыта весьма стойкой оксидной пленкой, содержащей оксиды хрома. При легировании нихрома алюминием и титаном химическая стойкость оксидной пленки возрастает, что влечет за собой ряд затруднений при пайке. Пайка жаропрочных сплавов на основе никеля в восстановительных газовых средах требует тщательной их очистки от остатков кислорода с помощью платинового или дунитового катализатора, а также дополнительного осушения до точки росы (-70 °С). При пайке жаропрочных сплавов на основе никеля в вакууме или нейтральных газовых средах последние необходимо тщательно осушать с помощью цеолита, перекиси бария или фосфорного ангидрида. Перед пайкой нихромы следует покрывать слоем никеля или меди толщиной 15 мкм, который обеспечивает хорошее смачивание паяемых поверхностей в вакууме и нейтральных средах - без применения флюса. Для низкотемпературной пайки никеля пригодны оловянно-свинцовые припои, содержащие 40... 60 % Sn и флюсы, рекомендуемые Для пайки сталей. Для конструкций из никелевых сплавов, работающих при температуре 350... 500 °С, применяют серебряные припои. Например, для пайки сплавов ХН78Т и ХН77ТЮР рекомендуются следующие составы припоев: 1) 61 % Ag; 28, 5 % Сu; 10, 5 % Zn (Tпл = 720...746°С); Никелевые сплавы типа нихром и монель склонны к охрупчиванию в контакте с жидкими припоями, особенно содержащими серебро, кадмий и цинк. Для предотвращения хрупкого разрушения пайку этих сплавов производят в отожженном состоянии и при отсутствии внутренних и внешних растягивающих напряжений. Для работы никелевых изделий при более высокой температуре пайку их производят припоями систем Ag-Pd-Mn, Pd-Ni, Pd-Ni-Cr и др. Никель и его сплавы практически не подвергаются растворению припоями систем Ni-Mn-Cr, Pd-Ni, Ni-Pd-Ag, Pd-Ni-Cr при пайке до температур 1150... 1250 °С. Пайка жаропрочных никелевых сплавов палладиевыми припоями может быть осуществлена в вакууме или в аргоне. Пайку припоями Ni-Mn-Cr обычно производят в атмосфере аргона, в смесях Ar + BF3 или Ar + HF. Для кислотостойких и жаропрочных паяных соединений применяют припои на никель-хромовой основе, легированные марганцем, бором, фосфором или кремнием для снижения температуры плавления. При этом припои, легированные марганцем, дают более пластичные соединения по сравнению с нихромовыми припоями типа «Кольманой», легированными бором и кремнием. Предел прочности на срез соединений сплава инконель, паянного припоем Cr-В, составляет 288 МПа, припоем Ni-P - 91 МПа, припоем Ag-Pd-Mn - 222 МПа. При пайке нихромов жаропрочными припоями с местным нагревом рекомендуется применять флюсы ПВ200 и ПВ201, а при пайке серебряными припоями - ПВ209 и ПВ284Х. Серебряные и медные припои для пайки жаропрочных никелевых сплавов используют редко вследствие низкой их жаропрочности и коррозионной стойкости. Кроме того, при пайке никеля медью паяемый металл значительно растворяется в припое. Поэтому необходимы строгая дозировка припоя и четкий контроль температуры пайки. Для пайки высоконикелевых сплавов не следует применять припои, содержащие фосфор, алюминий и магний, которые образуют на границе раздела припоя и паяемого металла хрупкие интерметаллидные фазы. При пайке никеля и его сплавов необходимо следить за тем, чтобы применяемые газовые среды не содержали соединений серы, так как при взаимодействии серы с никелем образуется легкоплавкая эвтектика, проникающая по границам зерен и вызывающая охрупчивание металла. При пайке никелевых сплавов припоями, легированными бериллием и особенно бором, паяемый металл активно растворяется в припое, поэтому необходимо строго соблюдать режим пайки: процесс следует вести с высокими скоростями и без перегревов. Заметному локальному растворению подвергаются никелевые сплавы при пайке их припоями, содержащими кремний, особенно при температуре выше 1200 °С, что приводит также к снижению растекания припоя. Пайка нихрома, сплава инконель, а также никелевых сплавов, содержащих алюминий и титан, требует применения достаточно активных флюсов. При использовании боридных флюсов при печной пайке вследствие образования легкоплавкой боридной эвтектики Ni-B возможна эрозия основного металла. Поэтому пайку в печах никеля и его сплавов проводят в атмосфере водорода с точкой росы -40... -70 °С. Сплавы, легированные алюминием и титаном, паяют в вакууме, в смесях нейтральных газов с газовыми флюсами BF3 или NH4C1. При диффузионной пайке сплава ХН77ТЮР (Ni-Cr) припоем состава, %: Ni-4, 5Si-7Cr-3Fe-2B (CM-53) качественные соединения с прочностью до 300 МПа без включений хрупкой боридной составляющей образуются в случае, если пайку вести при Т= 1070 °С и термообработку при Т = 1000 °С с выдержкой до 4 ч, а сборочный зазор соединяемых элементов не должен превышать 0, 05 мм. При пайке никелевого сплава ХН20ТЮ припоем BNi-5 при температуре 1150 °С, выдержке 1 мин и приложении усилия во время пайки 0, 5 МПа, термообработке при 710 °С с выдержкой в течение 16 ч образуются соединения без хрупких фаз. Получение пластичных соединений при пайке жаропрочных никелевых сплавов ХН75МБТЮ, ХН50МВКТЮР, ХН67МВТЮ припоями системы Ni-Si-B возможно также при приложении дозированного усилия на шов в процессе пайки. Под действием давления из зазора удаляется избыток жидкой фазы, а оставшийся в узком зазоре припой кристаллизуется с образованием общих зерен. Этот эффект хорошо проявляется при применении аморфного припоя Ni-Si-B в виде фольги толщиной 20 мкм. При пайке в вакууме 1 * 10-3 Па сплава ХН62МВКЮ (Тп = 1220 °С, выдержка 10 мин) давление на соединяемые детали 0, 5 МПа. При минимальном сборочном зазоре (менее 0, 04 мм) получаются соединения, равнопрочные паяемому металлу. Популярное:
|
Последнее изменение этой страницы: 2017-03-03; Просмотров: 921; Нарушение авторского права страницы