|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Сварка плавящимся электродом
При сварке плавящимся электродом в защитном газе (рисунок 5) в зону дуги, горящей между плавящимся электродом (сварочной проволокой) и изделием через сопло подаётся защитный газ, защищающий металл сварочной ванны, капли электродного металла и закристаллизовавшийся металл от воздействия активных газов атмосферы. Теплотой дуги расплавляются кромки свариваемого изделия и электродная (сварочная) проволока. Расплавленный металл сварочной ванны, кристаллизуясь, образует сварной шов.
При сварке в защитных газах плавящимся электродом в качестве электродного металла применяют сварочную проволоку близкую по химическому составу к основному металлу. Выбор защитного газа определяется его инертностью к свариваемому металлу, либо активностью, способствующей рафинации металла сварочной ванны. Для сварки цветных металлов и сплавов на их основе применяют инертные одноатомные газы (аргон, гелий и их смеси). Для сварки меди и кобальта можно применить азот. Для сварки сталей различных классов применяют углекислый газ, но так как углекислый газ участвует в металлургических процессах, способствуя угару легирующих компонентов и компонентов - раскислителей (кремния, марганца), то сварочную проволоку следует выбрать с повышенным их содержанием. В ряде случаев целесообразно применять смесь инертных и активных газов, чтобы повысить устойчивость дуги, улучшить формирование шва, воздействовать на его геометрические параметры, уменьшить разбрызгивание. Сварку в защитных газах плавящимся электродом ведут на постоянном токе обратной полярности, т.к. на переменном токе из-за сильного охлаждения столба дуги защитным газом, дуга может прерываться. Скорость подачи сварочной проволоки определяет силу сварочного тока. Для эффективной защиты сварочной зоны от воздействия окружающей среды необходимо соблюдать соотношение между диаметром (формой сварочного сопла), его расстояния от изделия вязкости защитного газа и его расходом. На рис.6 представлен состав защитной газовой среды и воздуха при заданных параметрах сварки в среде защитного газа.
Рис.6. Схема содержания воздушной среды в сварочной зоне Для сварки в защитных газах плавящимся электродом характерно высокий процент потерь электродного металла вследствие угара и разбрызгивания. Разбрызгиванию способствует вид переноса электродного металла, зависящий от параметров режима сварки (рисунок 2): · крупнокапельный; · смешанный; · мелкокапельный. При крупнокапельном переносе электродного металла образуется малое количество брызг, вследствие нечастых, но продолжительных коротких замыканий дугового промежутка. Высокое объёмное теплосодержание крупных капель приводит к надёжному соединению с поверхностью свариваемого металла. При смешанном переносе электродного металла наблюдается максимальное образование брызг (потери на разбрызгивание могут достигать 20 30%) - такое явление также связано с короткими замыканиями дугового промежутка расплавленным электродным металлом и образованием в межэлектродном промежутке капель с разной массой и различной скоростью перемещения. В диапазоне сварочных токов, при котором возникает смешанный перенос электродного металла сварку не выполняют.
Рисунок 2. Виды переноса электродного металла Наименьшие потери на разбрызгивание наблюдаются при мелкокапельном переносе электродного металла. В определённом диапазоне сварочных токов (плотностей сварочных токов) перенос электродного металла приобретает мелкокапельный (струйный характер). Образовавшаяся на торце электрода, при таком процессе, капля не растягивается и не увеличивается до соприкосновения с основным металлом, что не приводит к коротким замыканиям, взрывам и образованиям брызг. Рекомендуемые значения силы тока для процесса сварки в углекислом газе представлены в таблице 1. Таблица 2. Допускаемые плотности тока и диапазоны сварочного тока при сварке в углекислом газе
Достоинства способа: · Повышенная производительность (по сравнению с дуговой сваркой покрытыми электродами); · Отсутствуют потери на огарки, устранены затраты времени на смену электродов; · Надёжная защита зоны сварки; · Минимальная чувствительность к образованию оксидов; · Отсутствие шлаковой корки; · Возможность сварки во всех пространственных положениях. Недостатки способа: · Большие потери электродного металла на угар и разбрызгивание (на угар элементов 5-7%, при разбрызгивании от 10 до 30%); · Мощное излучение дуги; · Ограничение по сварочному току; · Сварка возможна только на постоянном токе. Области применения: · Сварка тонколистового металла и металла средних толщин (до 20мм); · Возможность сварки сталей всех классов, цветных металлов и сплавов, разнородных металлов.
Недостатки способа сварки неплавящимся электродом: · Низкая эффективность использования электрической энергии (коэффициент полезного действия от 0, 40 до 0, 55); · Необходимость в устройствах, обеспечивающих начальное возбуждение дуги; · Высокая скорость охлаждения сварного соединения. Области применения способа сварки неплавящимся электродом: · Сварка тонколистового металла; · Сварка сталей всех классов, цветного металла и их сплавов; · Возможно получение качественных сварных соединений при сварке разнородных металлов. Импульсно-дуговая сварка
Для расширения технологических возможностей сварки в среде защитных газов процесс сварки ведут моделированным током. При этом на основной сварочный ток непрерывно горящей дуги накладываются кратковременные импульсы тока, под воздействием которых происходит ускорение плавления конца электрода, формирование и отрыв капель металла. Схематически сварка импульсной дугой с плавящимся электродом показана на рис. 5.
Рис.5.Схема процесса импульсно-дуговой сварки Поскольку формирование капель и их перенос в основном обусловливаются электродинамической силой, то кратковременные импульсы тока вызывают соответствующее силовое воздействие на жидкий металл электрода с силой, пропорциональной квадрату тока. Однако отрыв капли под воздействием импульса происходит только в том случае, если будет достаточное количество расплавленного металла. В реальных условиях импульсы тока имеют не прямоугольную, а синусоидальную или экспоненциальную форму. Силу тока во время паузы Iп устанавливают такой, при которой скорость плавления проволоки оказывается меньше скорости ее подачи. В результате за время паузы дуга несколько укорачивается. При наложении импульсов происходит ускоренное плавление электрода с образованием капли и сбрасывание ее в сварочную ванну. Длина дуги при этом увеличивается. Отрыву капли импульсом тока предшествует расплавление электрода и рост капли. На этой стадии поверхностное натяжение металла намного превышает электродинамическую силу. Однако по мере горения дуги растет объем капли, повышается ее температура и в связи с этим уменьшается поверхностное натяжение. Рост капли прерывается импульсом тока, при котором электродинамическая сила оказывается больше силы поверхностного натяжения. Частота импульсов тока пропорциональна энергии Wэ выделяемой на электроде. Наличие связи между частотой импульсов и параметрами режима сварки позволяет осуществить автоматическое управление и стабилизацию импульсно-дуговой сварки плавящимся электродом с применением обратных связей по параметрам дуги Iсв, Vд, Wэ. Ввиду сложности процесса формирования и переноса капель металла и многообразия сил, участвующих в этом процессе, для выбора режима сварки приходится пользоваться экспериментальными данными, полученными главным образом с помощью скоростной киносъемки, совмещенной с осциллографированием.
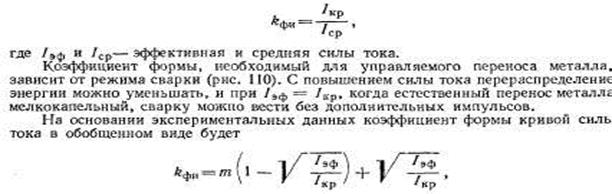
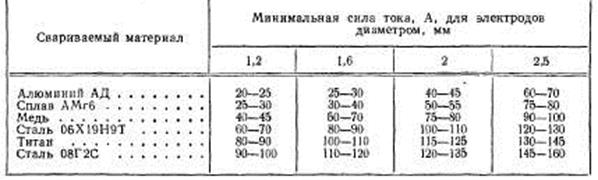
Рис.6. Характеристики импульсно-дугового процесса Наиболее важными параметрами, оказывающими решающее влияние на перенос металла, являются амплитуда и длительность импульса тока, частота импульсов, величина базового тока (ток в промежутках между импульсами). Из всего многообразия вариантов можно выделить следующие пять диапазонов (рис. 6), в которых влияние импульсов на процесс сварки одинаково: I — импульсы очень малой энергии, плавление проволоки и перенос металла происходят, как при постоянной дуге, однако повышается стабильность дуги на малых токах; II — энергии импульсов достаточно, чтобы влиять на перенос металла, капля сбрасывается после нескольких импульсов; III — каждый импульс сбрасывает одну каплю, отрыв происходит в конце импульса; IV — отрыв капли происходит до окончания импульса, а в оставшееся время импульса электрод интенсивно оплавляется с образованием дополнительно одной или нескольких капель; V — энергия импульсов настолько велика, что скорость плавления электрода становится намного больше скорости его подачи, процесс сварки нестабилен. Оптимальным режимом следует считать такой, при котором, каждый импульс отрывает каплю; при этом отрыв капли происходит в конце импульса. Если капля отрывается при силе тока, близкой к амплитудной, то перенос металла сопровождается повышенным разбрызгиванием, капли летят с высокой скоростью. Оптимальный управляемый перенос металла осуществляется при определенном перераспределении энергии в пределах цикла. Это перераспределение можно оценить коэффициентом формы кривой силы тока где Iкр — критическая сила тока, соответствующая мелкокапельному переносу металла; m — эмпирический коэффициент. Коэффициент формы кривой силы тока при наличии исходных данных позволяет рассчитать основные параметры импульсов. В некоторых случаях, когда нужно повысить скорость полета капель, например при сварке в потолочном и вертикальном положениях, целесообразно накладывать на дугу дополнительные импульсы даже при мелкокапельном естественном переносе металла. Однако частота импульсов не должна быть меньше частоты перехода капель при естественном переносе металла, соответствующем заданной эффективной силе тока. При наложении на дугу импульсов можно осуществлять мелкокапельный перенос металла при силе тока значительно ниже критической. В таблице 1. приведены минимальные значения силы тока мелкокапельного переноса электродного металла при импульсно-дуговой сварке в аргоне на обратной полярности.
Таблица 1.
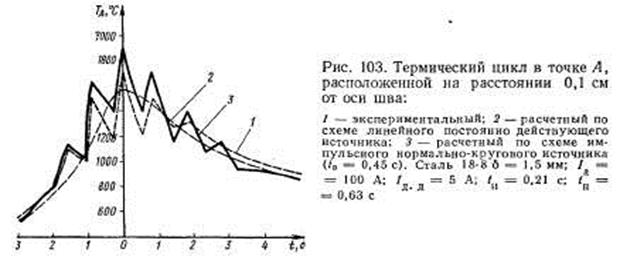
Эффективность расплавления металла при сварке импульсной дугой зависит от скорости распространения тепла. При стесненном теплоотводе при сварке импульсной дугой (тонкой пластины и тем более стержней) полнее используется тепло на расплавление свариваемого металла, чем при сварке постоянной дугой. При сварке толстого металла с применением большой силы тока дуга при непрерывном горении углубляется в жидкий металл, что приводит к увеличению проплавления основного металла. Поэтому на толстолистовом металле проплавляющая способность импульсной дуги при периодической кристаллизации металла сварочной ванны может оказаться не выше, а в ряде случаев ниже, чем постоянно горящей дуги. В отношении проплавляющей способности импульсная дуга наиболее эффективна при сварке тонколистовых материалов толщиной 2—3 мм и меньше. Для анализа тепловых процессов часто используют расчетные данные, так как экспериментальное определение термического цикла при импульсно-дуговой сварке тонколистовых материалов представляет существенные технические трудности.
Рис.7.Термический цикл сварки в сварочной зоне
В основу тепловых расчетов при импульсно-дуговой сварке положен метод источников, разработанный Н. Н. Рыкалиным. Для упрощения расчетов целесообразно источник тепла рассматривать неподвижным во время импульса с шаговым его перемещением во время паузы. При сварке в аргоне сплавов алюминия, меди, титана, углеродистой и нержавеющей стали удовлетворительный перенос металла при одной капле на импульс обеспечивается при частоте 30-100 импульсов в секунду. При сварке в вертикальном и потолочном положениях для обеспечения сбрасывания капель и формирования шва применяют импульсы большей энергии, чем при сварке в нижнем положении. Импульсы тока способствуют удержанию металла сварочной ванны. Для улучшения удержания сварочной ванны в вертикальном и потолочном положениях необходимо повысить частоту импульсов тока. Импульсно-дуговая сварка плавящимся электродом занимает важное место в сварочном производстве. Однако область ее применения ограничивается главным образом теми сочетаниями проволоки и защитных газов, при которых возможен мелкокапельный перенос металла. Практически управление переносом металла в дуге осуществимо при сварке в среде инертных газов или их смесей с небольшим количеством многоатомных газов (С02, 02, N2). В среде С02 импульсы тока не способствуют формированию мелких капель и их направленному переносу при постоянно горящей дуге. Модулирование силы тока может быть полезным при сварке в С02 короткой дугой (с короткими замыканиями) для ограничения силы тока в момент разрыва перемычки, соединяющей каплю жидкого металла с электродом, с целью уменьшения разбрызгивания. Технологические преимущества импульсно-дуговой сварки плавящимся электродом характеризуются высокой стабильностью процесса, мелкокапельным переносом металла при незначительном разбрызгивании, расширением диапазона рабочих токов, простотой техники сварки швов, расположенных в различных пространственных положениях. Этот способ сварки пригоден для широкого диапазона толщин свариваемых металлов (1-50 мм). Благодаря высокой пространственной стабилизации дуги и возможности применения вылета электрода большой длины этот процесс может быть успешно применен для сварки стыковых соединений толстолистовых материалов с узкощелевой подготовкой кромок. Наибольшее применение импульсная сварка плавящимся электродом нашла в производстве сварных конструкций со стыковыми, угловыми и нахлесточными соединениями в вертикальном, горизонтальном и потолочном положениях. Популярное:
|
Последнее изменение этой страницы: 2017-03-03; Просмотров: 1426; Нарушение авторского права страницы