
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Расчёт режимов сварки многопроходных стыковых соединений с разделкой кромок
Расчёт режимов проводится в два этапа. Первый этап предусматривает расчёт режимов первого валика. Второй этап – расчёт режимов заполняющих валиков. Сварка первого валика может выполняться как на весу, так и подкладных устройствах. При глубина проплавления hпр выбирается по аналогии со сваркой односторонних швов, при этом притупление С приравнивается к толщине свариваемых элементов S при односторонней сварке. Ширина валика первого валика зависит от вида разделки, угла раскрытия кромок и ориентировочно равен – еш – (2…4мм). Глубина проплавления заполняющих валиков должна обеспечивать перекрытие предыдущих на 2…4 мм, а площадь наплавленного металла должна составлять 30…50 мм2, что обеспечивается значением сварочного тока в 1, 5…2 раза большим чем при выполнении первого валика. Преобразовав форму (5) получим значение тока для заполняющих валиков:
Обеспечение требуемой площади наплавленного металла при минимальной глубине проплавления (2…4мм) сварку заполняющих валиков необходимо вести на спуск, электродом наклонённым углом вперёд, колеблющимся электродом и т. д. Скорость сварки заполняющих валиков из технологических соображений, как правило равна скорости первого валика. Напряжение на дуге и скорость подачи электродной проволоки рассчитывается по выражениям (2) и (6). Если толщина свариваемых элементов велика и раскрытие кромок превосходит допустимую ширину заполняющего валика, то наложение валиков осуществляют не послойно, а с раскладкой (рис. 5)
Здесь 1 – валик первый (корневой); 2 – заполняющий валик заваренный послойно; 3 – заполняющие валики, заваренные с раскладкой.
Рис.5. Заполнение разделки При наложении валиков с раскладкой каждый последующий должен перекрывать предыдущий на 1/3 ширины. Количество валиков n определяется по выражению
где Fнн – площадь поперечного сечения наплавленного металла, зависящая от геометрических элементов разделки (см. приложение). Расчёт режимов сварки угловых швов
Характер расчёта зависит от вида соединения, типа разделки и пространственного положения соединения. Расчёт режимов сварки однопроходного шва Ширина шва ешзависит от катета, ГОСТ 8713-79 (для угловых, тавровых и нахлёсточных соединений; (рис. 7). еш = 1, 41 К (10) Для получения качественного сварного шва расчётное значение ешр получают увеличивая еш на ∆ еравное 2...3 мм.
ешр = еш + ∆ е (мм) (11)
Рис.7. Геометрические параметры углового шва Глубина проплавления рассчитывается из условия hпр = (0, 85…1, 0)К – 0, 035К2. (12) При сварке на подкладном устройстве глубина проплавления не расчитывается и составляет 1, 2S. По выражению (1) рассчитывается предварительное значение сварочного тока, после чего по формулам (2), (3) напряжение на дуге и уточнённое значение тока. Площадь сечения наплавленного металла Fнм определяется из соотношения Fнм = 0, 5K2 Kу (мм), (13)
где Ку – коэффициент, учитывающий выпуклость шва. Соотношение К и Ку приведены в таблице 5 таблица 5
Скорость сварки определяется по формуле:
Скорость подачи электродной проволоки vпп определяется по выражению (6). Расчёт режимов сварки многопроходного шва с разделкой Расчёт режимов производится в два этапа: расчёт первого валика и затем последующих. Расчёт режимов первого валика выполняется по схеме однопроходного углового шва с катетом 4... 6 мм. Учитывая наличие разделки ширина валика еш приравнивается к ешр. Последующие заполняющие валики завариваются с катетом 7, 8 мм, т. к. опасности прожога после наложения первого валика уже не существует. Однако увеличение катета более 8 мм может привести к образованию наплыва на горизонтальной поверхности и подреза и зашлаковки на вертикальной поверхности детали. В том случае если существует возможность сварки в лодочку, то порядок наложения валиков и расчёт режимов необходимо выполнять по схеме многопроходных стыковых соединений с разделкой кромок. Определение количества проходов n выполняется аналогично предыдущим соединениям.
Популярное:
|
Последнее изменение этой страницы: 2017-03-03; Просмотров: 1953; Нарушение авторского права страницы
 (А) (7)
(А) (7)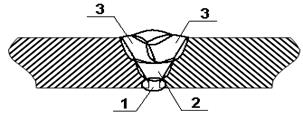
 ; (8)
; (8)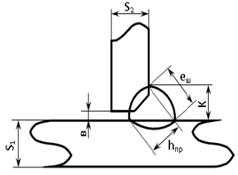
 (м/ч), (14)
(м/ч), (14)