|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Электролитическое получение алюминия
Алюминий получают путем электролиза глинозема, растворенного в расплавленном электролите, основным компонентом которого является криолит. В чистом криолите Na3AlF6(3NaF *AlF3) отношение NaF: A1F3 равно 3, для экономии электроэнергии необходимо при электролизе иметь это отношение в пределах 2, 6—2, 8, поэтому к криолиту добавляют фтористый алюминий A1F3. Кроме того, для снижения температуры плавления в электролит добавляют немного CaF2, MgF2 и иногда NaCl. Содержание основных компонентов в промышленном электролите находится в следующих пределах, %: Na3AlF6 75-90; A1F3 5-12; MgF2 2-5; CaF2 2-4; А12Оэ 2—10. При повышении содержания А12Оэ более 10 % резко повышается тугоплавкость электролита, при содержании менее 1, 3 % нарушается нормальный режим электролиза. Электролизная ванна или электролизер, где проводят электролиз, имеет в плане прямоугольную форму. Схема поперечного разреза ванны показана на рисунке 148. Кожух 1 из стальных листов охватывает стены ванны, а у больших ванн выполнен с днищем. Внутри имеется слой шамота 2 и далее стены выложены угольными плитами 4, а под образован подовыми угольными блоками 3. Ванна глубиной 0, 5—0, 6 м заполнена электролитом и находящимся под ним слоем жидкого алюминия.Угольный анод 6 (иногда их несколько) подвешен на стальных стержнях 8 так, что его нижний конец погружен в электролит, через стержни 8 к аноду подается ток от шин 7 Мощность электролизера (ванны), определяемая силой подводимого к ней тока, изменяется от 30 кА у ванн малой мощности до 250 кА у ванн большой мощности. Поскольку допустимая удельная плотность проходящего через анод тока составляет 0, 65—1, 0 А/см2, при росте мощности ванн увеличивают площадь анода; размеры поперечного сечения анода мощных ванн достигают 2, 8x9 м, размеры ванны (внутри) — 3, 8*10 м.
1 — кожух; 2 — шамот; 3 — угольный блок; 4 — угольная плита; 5 — глинозем; 6 — анод; 7 — токопод-водящая шина; 8 — подвеска (токоподвод); 9 — корка затвердевшего электролита; 10 — гарнисаж (затвердевший электролит); 11 — токоподвод Рисунок 148. Схема электролизной ванны для получения алюминия:
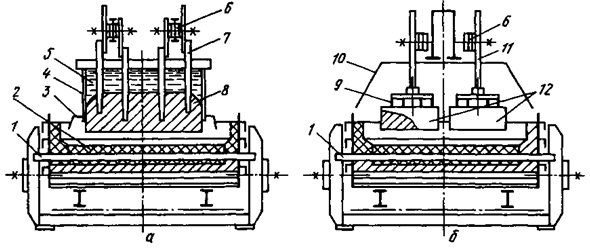
Существующие ванны различаются мощностью и устройством анода: ванны с одним самообжигающимся анодом и верхним токоподводом, с таким же анодом и боковым токоподводом и ванны с анодом из обожженных блоков. Ванна с самообжигающимся анодом и верхним подводом тока показана на рисунке 149, а. Анод прямоугольного сечения является непре-рывнонаращиваемым. Его кожух сделан из стального листа, в кожух сверху загружают брикеты из углеродистой электродной массы (нефтяной кокс с каменноугольным пеком). Вверху масса плавится, а в нижней части кожуха, где высокие температуры, она спекается, коксуется и превращается в твердый блок. В него запекаются погруженные в электродную массу на разную глубину стальные штыри 7, расположенные в два—четыре ряда вдоль ванны. Эти стержни служат для подвода тока к аноду и для его удержания над ванной, кожух анода крепится над ванной отдельно. В процессе сгорания анода наиболее глубоко расположенные штыри поочередно выдергивают из затвердевшей массы и закрепляют на более высоком уровне, через некоторое время они спекаются с твердеющей массой. По мере сгорания нижней части анода его с помощью специального механизма опускают, при этом анод скользит внутри кожуха вниз. К нижней части кожуха анода крепится газосборный колокол, предназначенный для улавливания выделяющихся вокруг анода газов. Электролизные ванны с предварительно обожженными анодами (рис. 149, б)имеют анодный узел, составленный из нескольких (до 20 и более) угольных или графитированных блоков, расположенных в два ряда. В каждом блоке закреплены четыре стальных ниппеля 9, соединенных со штангой 11; это устройство служит для подвода тока и для подвески блока. Сгоревшие блоки заменяют новыми. Над ванной установлен газоулавливающий короб.
1 — токоподводящий стержень; 2 — подовые блоки; 3 — газоулавливающий колокол; 4 — кожух анода; 5 — жидкая анодная масса; 6 — шины; 7 — штырь; 8 — спеченный анод; 9 — ниппель; 10 — газосборник; 11 — штанга; 12 — анодный блок
Рисунок 149. Алюминиевые электролизеры (а — с самообжигающимся анодом и верхним токоподводом; б — с обожженным анодом) Использование обожженных анодов позволило увеличить единичную мощность ванн и сильно сократить выделение вредных канцерогенных веществ, которые образуются при коксовании пека самообжигающихся электродов. Электролизные ванны размещают в цехе в ряд — по несколько десятков ванн в ряду. Электролиз ведут при напряжении 4—4, 3 В и, как отмечалось, при удельной плотности тока, проходящего через анод, равной 0, 65—1, 0 А/см2. Толщина слоя электролита в ванне составляет 150—250 мм. Температуру ванны поддерживают в пределах 950—970 °С за счет тепла, выделяющегося при прохождении постоянного гока через электролит. Такие температуры имеют место под анодом, а на границе с воздухом образуется корка затвердевшего электролита рисунке 148, 9, а у стен ванны — затвердевший слой электролита 10 (гарнисаж). Необходимая температура ванны, т.е. выделение в слое электролита необходимого количества тепла, обеспечивается при определенном электросопротивлении слоя электролита. Такого электросопротивления достигают, поддерживая в заданных пределах состав электролита и толщину его токо-проводящего слоя, т.е. расстояния между анодом и слоем жидкого алюминия в пределах 40—60 мм (увеличение, например, этого расстояния, т.е. электросопротивления слоя электролита, вызывает увеличение выделения тепла при прохождении тока и, соответственно, перегрев электролита). При приложении напряжения к катоду и аноду составляющие жидкого электролита подвергаются электролитической диссоциации, и расплав состоит из многочисленных катионов и анионов. Состав электролита подобран так, что в соответствии со значениями потенциалов разряда на электродах могут разряжаться только катионы А13+ и анионы О2-, образующиеся при диссоциации А12Оэ в электролите. Соответственно электрохимический процесс на электродах описывается следующими уравнениями: на катоде 2А13+ + 6е→ 2А1; на аноде ЗО2- — 6е → ЗО. Разряжающийся на катоде алюминий накапливается на подине ванны под слоем электролита. Выделяющийся на аноде кислород взаимодействует с углеродом анода с образованием газов СО и СО2, т.е. при этом окисляется низ анода, в связи с чем анод периодически опускают. Газы СО и СО2 выходят из-под анодов вдоль их боковых поверхностей, они содержат выделяющиеся из электролита токсичные фтористые соединения и глиноземную пыль (из самообжигающихся анодов в них также попадают вредные смолистые возгоны); эти газы улавливают и очищают от пыли и фтористых соединений. По ходу процесса в ванны периодически загружают глинозем; контролируют состав электролита, вводя корректирующие добавки; с помощью регуляторов поддерживают оптимальное расстояние между анодами и жидким алюминием (в пределах 40—50 мм). Глинозем загружают в ванны сверху, пробивая для этого корку спекшегося электролита (рис. 148, 9) с помощью передвигающихся вдоль ванн машин.
1 — кожух, 2 — сливной носок; 3 — патрубок для подсоединения вакуумного насоса; 4 — люк; 5 — крышка; 6 — заборный патрубок, 7 — футеровка
Рисунок 150. Вакуум-ковш для извлечения алюминия
Жидкий алюминий извлекают из ванн один раз в сутки или через 2—3 сут с помощью вакуум-ковшей. Вакуум-ковш представляет собой (рисунок 150) вмещающую 1, 5—5 т алюминия футерованную шамотом емкость, в которой создается разряжение ~ 70 кПа. Соединенную с патрубком 6 ковша заборную трубку погружают сверху в слой жидкого алюминия в ванне и за счет разрежения алюминий засасывается в ковш. Выделяющиеся анодные газы вначале направляют в горелки, где сжигают СО и возгоны смолы, а затем в газоочистку, где улавливают пыль и фтористые соединения. Производительность современных электролизных ванн составляет 500—1200 кг алюминия в сутки. Для получения 1 т алюминия расходуется ~ 1, 95 т глинозема, ~ 25 кг криолита, 25 кг фтористого алюминия, 0, 5—0, 6 т анодной массы, 14—16 МВт * ч электроэнергии.
Рафинирование алюминия Алюминий, извлекаемый из электролизных ванн, называют алюминием-сырцом. Он содержит металлические (Fe, Si, Си, Zn и др.) и неметаллические примеси, а также газы (водород, кислород, азот, оксиды углерода, сернистый газ). Неметаллические примеси — это механически увлеченные частицы глинозема, электролит, частицы футеровки и др. Для очистки от механически захваченных примесей, растворенных газов, а также от Na, Са и Mg алюминий подвергают хлорированию. Для этого в вакуум-ковш вводят трубку, через которую в течение 10—15 мин подают газообразный хлор, причем для увеличения поверхности соприкосновения газа с металлом на конце трубки крепят пористые керамические пробки, обеспечивающие дробление струи газа на мелкие пузырьки. Хлор энергично реагирует с алюминием, образуя хлористый алюминий А1С13. Пары хлористого алюминия поднимаются через слой металла и вместе с ними всплывают взвешенные неметаллические примеси, часть газов и образующиеся хлориды Na, Са, Mg и Н2. Далее алюминий заливают в электрические печи-миксеры или в отражательные печи, где в течение 30—45 мин происходит его остаивание. Цель этой операции — дополнительное очищение от неметаллических и газовых включений и усреднение состава путем смешения алюминия из разных ванн. Затем алюминий разливают либо в чушки на конвейерных разливочных машинах, либо на установках непрерывного литья в слитки для прокатки или волочения. Таким образом получают алюминий чистотой не менее 99, 8 % Al. Алюминий более высокой степени чистоты в промышленном масштабе получают путем последующего электролитического рафинирования жидкого алюминия по так называемому трехслойному методу. Электролизная ванна имеет стенки из магнезита, угольную подину (анод) и подвешенные сверху графитированные катоды. На подину через боковое отверстие порциями заливают исходный алюминий, поддерживая здесь анодный слой определенной толщины; выше него располагается слой электролита из фтористых и хлористых солей, а над электролитом— слой очищенного алюминия, который легче электролита; в этот слой погружены концы катодов. Для того, чтобы рафинируемый алюминий находился внизу, его утяжеляют, формируя в анодном слое сплав алюминия с медью (в слое растворяют 30—40 % Сu). В процессе электролиза ионы А13+ перемещаются из анодного слоя через слой электролита в катодный слой и здесь разряжаются. Накапливающийся на поверхности ванны чистый катодный металл вычерпывают и разливают в слитки. Этим способом получают алюминий чистотой 99, 95—99, 99%. Расход электроэнергии равен ~ 18000 кВт • ч на 1т алюминия. Более чистый алюминий получают методом зонной плавки или дистилляцией через субгалогениды.
Контрольные вопросы: 1. Рассказать о металлургии алюминия. 2. Рассказать о производстве глинозема. 3. Объяснить электролитическое получение алюминия. Лекция 14. Основы производства титана Хлорирование титаносодержащих материалов. Получение титана металлотермическим и электролитическим методами. План лекции: 1. Металлургия титана 2. Производство тетрахлорида титана 3. Металлотермическое восстановление тетрахлорида титана 4. Производство компактного титана 5. Рафинирование титана Металлургия титана Свойства, применение, сырье Интерес к титану проявился в годы второй мировой войны, что привело к разработке способа получения ковкого титана и его промышленного освоения в 1948—1950 гг. С этого времени производство и потребление титана непрерывно стало расти. Это вызвано особыми свойствами металлического титана, как конструкционного материала. Определенные ограничения его применения связаны с высокой стоимостью металла. По внешнему виду титан похож на сталь. Он плавится при 1668°С и кипит при 3300 °С. Плотность титана при 20 °С равна 4500 кг/м3. Его механическая прочность примерно вдвое больше, чем чистого железа, и почти в шесть раз выше, чем алюминия. В чистом виде титан пластичен и легко поддается механической обработке. На воздухе при обычной температуре титан устойчив. При нагреве выше 550 °С он энергично окисляется и поглощает кислород и другие газы. Газы и многие другие примеси придают титану хрупкость. С углеродом титан образует тугоплавкие карбиды, обладающие высокой твердостью. Разбавленная серная кислота, а также азотная кислота любой концентрации и слабые растворы щелочей реагируют с титаном очень медленно. Он очень устойчив против коррозии в морской воде. Титан растворяется в соляной кислоте, концентрированной серной и плавиковой кислотах. Высокая коррозионная стойкость титана обусловлена способностью его образовывать на поверхности тонкие (5—15 мкм) сплошные пленки оксида ТiO2, прочно связанные с массой металла. Реагенты, разрушающие оксидную пленку, вызывают коррозию титана. Применение титана как конструкционного материала обусловлено благоприятным сочетанием его высокой механической прочности, коррозионной стойкости, жаропрочности, малой плотности. Значительно улучшает механические и коррозионные свойства титана легирование его марганцем, хромом, алюминием, молибденом, кремнием и бором. Удельная прочность (отношение прочности и плотности) лучших титановых сплавов достигает 30—35 и более, что почти вдвое превышает удельную прочность легированных сталей. Эти свойства титана представляют особый интерес для самолето- и ракетостроения. При повышенных температурах титановые сплавы по прочности превосходят высокопрочные сплавы алюминия и магния. Сплавы на основе титана находят все большее применение при строительстве морских судов, автомобильного и железнодорожного транспорта. Повышенная коррозионная стойкость обусловливает использование титана и его сплавов в химическом и металлургическом машиностроении, при изготовлении медицинского инструмента и в других областях техники. Техническая двуокись титана находит очень широкое применение в качестве пигмента при изготовлении титановых белил и эмалей, отличающихся высокой кроющей способностью, коррозионной стойкостью и теплостойкостью. Мировое производство титановых белил в настоящее время превышает 1, 5 млн. т в год.
Общие принципы переработки Титановые руды с содержанием титана 6—35 % перед поступлением в металлургическое производство подвергают обогащению с использованием гравитационных методов, магнитной или электростатической сепарации. Рутиловые концентраты содержат до 95 % TiO2. Примерный состав ильменитовых концентратов следующий, %: 42—60 TiO2; 26—34 FeO; 12—25 Fe2О3; до 2 СаО; 1, 5—3, 5 SiО2; 1—3 MgO. Некоторые титаномагнетитовые руды не поддаются механическому обогащению. В этом случае для выделения титана используют восстановительную плавку с получением чугуна и богатого титанового шлака (80—87 % TiO2). Восстановительную плавку применяют также для первичной обработки ильменитовых концентратов с целью разделения титана и железа. Таким образом, исходным сырьем для металлургического производства титана могут быть рудные концентраты и титановые шлаки, а также иногда техническая двуокись титана, получаемая при разложении ильменитовых концентратов серной кислотой. Все перечисленные сырьевые источники содержат титан в форме TIO2. Прямое восстановление TIO2 до металла сопряжено со значительными трудностями. Причиной этого является высокая активность титана при повышенных температурах, особенно по отношению к кислороду, азоту и углероду. В настоящее время подавляющая часть титана, выпускаемого промышленностью, производится путем восстановления тетрахлорида титана магнием. В небольших количествах титан получают восстановлением TIO2 кальцием или гидридом кальция. Принципиальная схема наиболее распространенной технологии получения титана из ильменитов, включающая операцию восстановления титана металлическим магнием, приведена на рис. 172. В голове технологической схемы перед хлорированием проводят пирометаллургическую подготовку исходного сырья восстановительной плавкой на титановый шлак. На восстановительную плавку могут поступать ильменитовые концентраты или титаномагнетитовые руды. Целью плавки является избирательное восстановление оксидов железа. Возможность разделения титана и железа в этом процессе основана на большом различии в прочности оксидов титана и железа. При восстановительной плавке оксиды железа восстанавливаются до металлического состояния с получением чугуна, а титан в виде TIO2 переходит в шлак. Необходимость проведения восстановительной плавки связана с тем, что прямое хлорирование железосодержащих концентратов требует больших дополнительных затрат хлора на образование хлорида железа, который трудно в дальнейшем использовать. Восстановительную плавку ильменитовых концентратов проводят в электрических печах. Основной процесс плавки описывается в общем виде следующим уравнением: FeTiO3 + С → Fe + TiO2 + CO (211) Плавку стремятся вести с минимальной добавкой флюсов или совсем без них, чтобы не снижать содержания TiO2 в шлаках меньше 82—-87 %. Титановые шлаки имеют высокую температуру плавления (выше 1500°С) и значительную вязкость, что и обусловливает применение для восстановительной плавки электрических печей. В качестве восстановителя при плавке используют кокс или антрацит. Шлак и чугун периодически сливают через летку в общую изложницу. Температура шлака на выпуск не составляет 1570—1650°С. После расслаивания и затвердевания чугун и шлак разделяют и направляют на соответствующую переработку. Извлечение титана в шлак составляет 96—96, 5 %. В небольших количествах для нужд черной металлургии из ильменитовых концентратов алюмотермическим способом в электропечах получают ферротитан состава, %: 25—30 Ti; 5—8 Al; 3—4 Si; остальное — железо.
Рисунок 151. Принципиальная схема получения титана из ильменитовых концентратов
Популярное:
|
Последнее изменение этой страницы: 2017-03-08; Просмотров: 2154; Нарушение авторского права страницы