
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Сущность обработки металлов давлением.
Обработка металлов давлением основана на их способности в определенных условиях пластически деформироваться в результате воздействия на деформируемое тело (заготовку) внешних сил. Упругая, деформация характеризуется смещением атомов относительно друг друга на величину, меньшую межатомных расстояний, и после снятия внешних сил атомы возвращаются в исходное положение. При пластических деформациях атомы смещаются относительно друг друга на величины, большие межатомных расстояний, и после снятия внешних сил не возвращаются в свое исходное положение, а занимают новые положения равновесия. Для начала перехода атомов в новые положения равновесия необходима определенная величина действующих напряжений, зависящая от межатомных сил и характера взаимного расположения атомов (типа кристаллической решетки, наличия и расположения примесей, формы и размеров зерен поликристалла и т. д.). Напряжения, вызывающие смещение атомов в новые положения равновесия, могут уравновешиваться только силами межатомных взаимодействий. Поэтому под нагрузкой при пластическом деформировании, деформация состоит из упругой и пластической составляющих, причем упругая составляющая исчезает при разгрузке (при снятии деформирующих сил), а пластическая составляющая приводит к остаточному изменению формы и размеров тела.
Скольжение одной части кристаллической решетки относительно другой происходит по плоскостям наиболее плотного размещения атомов (плоскостям скольжения). В реальных металлах кристаллическая решетка имеет линейные дефекты (дислокации), перемещение которых облегчает скольжение. Величина пластической деформации не безгранична, при определенных ее значениях может начаться разрушение металла. На величину пластической деформации, которую можно достичь без разрушения (предельная деформация), оказывают влияние многие факторы, основные из которых — механические свойства металла (сплава), температурно-скоростные условия деформирования и схема напряженного состояния. Наибольшая предельная деформация достигается при отсутствии растягивающих напряжений и увеличении сжимающих. В этих условиях (схема неравномерного всестороннего сжатия) даже хрупкие материалы типа мрамора могут получать пластические деформации. Существенные преимущества обработки металлов давлением по сравнению с обработкой резанием — возможность значительного уменьшения отхода металла, а также повышения производительности труда, поскольку в результате однократного приложения усилия можно значительно изменить форму и размеры деформируемой заготовки. Кроме того, пластическая деформация сопровождается изменением физико-механических свойств металла заготовки, что можно использовать для получения деталей с наилучшими эксплуатационными свойствами (прочностью, жесткостью, высокой износостойкостью и т. д.) при наименьшей их массе. В зависимости от температурно-скоростных условий деформирования различают холодную и горячую деформацию. Холодная деформация характеризуется изменением формы зерен, которые вытягиваются в направлении наиболее интенсивного течения металла (рис. 1 а). При холодной деформации формоизменение сопровождается изменением механических и физико-химических свойств металла. Это явление называют упрочнением (наклепом). Изменение механических свойств состоит в том, что при холодной пластической деформации по мере ее увеличения возрастают характеристики прочности, в то время как характеристики пластичности снижаются. Металл становится более твердым, но менее пластичным. Упрочнение возникает вследствие поворота плоскостей скольжения, увеличения искажений кристаллической решетки в процессе холодного деформирования (накопления дислокаций у границ зерен). Горячей деформацией называют деформацию, характеризующуюся таким соотношением скоростей деформирования и рекристаллизации, при котором рекристаллизация успевает произойти во всем объеме заготовки и микроструктура после обработки давлением оказывается равноосной, без следов упрочнения
№ 19
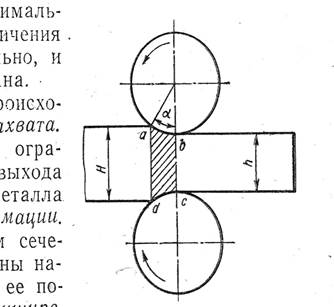
Прокатка — процесс обжатия заготовки между вращающимися валками с целью придания ей требуемой формы и размеров. Различают три способа прокатки: продольную, поперечную и поперечно-винтовую (косую). Основным способом, при помощи которого производится до 90% всего проката в стране, является продольная прокатка (рис. 26.1), в процессе которой металл подвергается обжатию между вращающимися навстречу друг другу параллельными валками. При этом уменьшается высота сечения, увеличивается длина и в некоторой степени ширина прокатываемой полосы. Валки могут быть цилиндрическими гладкими, тогда прокат получается в виде полос и листов, либо с канавками (ручьями) р Процесс прокатки осуществляется следующим образом. Полоса высотой Н (рис. 26.1) силами трения, возникающими между ее поверхностью и поверхностями валков, втягивается в щель между валками, высота которой меньше начальной высоты полосы, и обжимается до размера h. Разность между начальным H и конечным h размерами полосы называется абсолютным обжатием. Процесс прокатки возможен только в том случае, если у не превышает некоторой величины, определяемой коэффициентом трения между металлом и валками. Прокатку желательно вести с максимальными углами захвата с целью увеличения разового обжатия, а, следовательно, и производительности прокатного стана. Контакт металла с валками происходит по дуге аb, называемой дугой захвата. Металл деформируется в зоне, ограниченной плоскостями входа аd и выхода bс и дугами захвата. Этот объем металла. называется очагом, или зоной деформации. Одновременно с уменьшением сечения полосы и увеличением ее длины наблюдается некоторое увеличение ее поперечных размеров, называемое уширением. Величина уширения зависит от величины обжатия, диаметра валков, коэффициентатрения и пр. Прокатный стан (рис. 26.2) состоит из следующих основных узлов и механизмов: одной или нескольких клетей с валками 2, станины 1, электродвигателя 8, моторной муфты 7, редуктора 6, коренной муфты 5, шестеренной клети 4 и шпинделей 3. Эти механизмы являются элементами главной линии прокатного стана. Р Прокатные валки обжимают заготовку и придают ей требуемую форму. В зависимости от назначения они изготовляются из отбеленного чугуна, литой или кованой стали. ^ Шестеренная клеть служит для разделения крутящего момента по отдельным валкам, если привод осуществляется от одного общего двигателя. Уширение влияет на точность и качество прокатываемых профилей. При малой его величине калибр не будет заполняться, и возможно получение не полностью оформленного профиля. Если уширение будет значительно больше расчетного, образуется излишек металла по ширине. Он будет выдавливаться в зазор между валками и образовывать заусенцы.
№20 Машина для обработки давлением металла и др. материалов между вращающимися валками, т. е. для осуществления процесса прокатки, в более широком значении — автоматическая система или линия машин (агрегат), выполняющая не только прокатку, но и вспомогательные операции:
Популярное:
|
Последнее изменение этой страницы: 2017-03-08; Просмотров: 675; Нарушение авторского права страницы
 азличной формы, тогда получается профильный прокат — квадрат, круг, шестигранник, рельс и др.
азличной формы, тогда получается профильный прокат — квадрат, круг, шестигранник, рельс и др. ис 26.2 Прокатный стан
ис 26.2 Прокатный стан