|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Конвертерный способ производства стали.Стр 1 из 6Следующая ⇒
Конвертерный способ производства стали. Бессемеровский способ производства стали был предложен в Англии в 1856 г. английским инженером Генри Бессемером. Это способ передела жидкого чугуна в сталь путем продувки его воздухом без подведения тепла. Конвертер имел форму ковша, способного поворачиваться вокруг горизонтальной оси (рис. 2.5, а). Его корпус сварен из листовой стали, внутри он футерован кислыми огнеупорными материалами. В нижней части конвертера имеются фурмы для пропуска воздушного дутья (рис. 2.5, б). Продуваемый снизу воздух, проходя через расплавленный чугун, окисляет углерод и другие примеси. Поддержание необходимой для плавки температуры обеспечивается выделением большого количества тепла при окислении углерода, кремния и марганца. Дополнительного нагрева в конвертере нет. Схема работы конвертера представлена на рис. 2.6. В конвертер, повернутый горизонтально, заливают жидкий расплавленный чугун (рис. 2.6, а), через фурмы пускают воздушное дутье и затем конвертер устанавливают в вертикальное положение (рис. 2.6, б). После завершения передела чугуна в сталь конвертер наклоняют, прекращают воздушное дутьё, и выливают готовую сталь (рис. 2.6, в). Масса плавки составляет 15-40 т, время плавки – 12-15 мин. При бессемеровском способе производства из стали не могут быть удалены фосфор и сера, поэтому сталь получается не достаточно качественной. Для передела чугуна в сталь в бессемеровских конвертерах применялся чугун, свободный от серы и фосфора. Томасовский способ производства стали. Этот способ качественной плавки был разработан в Англии в 1878 г. английским инженером Сиднием Джилкристом Томасом. Метод позволял из чугунов, содержащих большое количество серы и фосфора получить сталь хорошего качества. Конвертеры Бессемера. и Томаса конструктивно мало отличаются друг от друга. Однако конвертер Томаса имеет основную футеровку из доломита и, кроме того, в процессе плавки в чугун добавляли известь. Это позволило удалить из металла фосфор и серу и получить сталь хорошего качества. Конвертер Томаса больше по размерам, чем конвертер Бессемера. Вместимость его до 70 т. Продолжительность плавки– 20-30 мин. Предложенные Генри Бессемером и Синди Томасом конвертерные способы производства стали быстрые и эффективные. Однако при продувке воздухом металл насыщался азотом, содержащемся в воздухе. Это повышало хрупкость стали, ее склонность к старению. Выплавляемая сталь содержала вредные примеси серу и фосфор и др. Кроме того перерабатывать железный лом указанными конвертерными способами было нельзя. Кислородно-конвертерный способ (рис. 2.7- 2.9 и В.24 - В.25) представляет собой усовершенствованный конвертерный способ производства стали. Идея использования чистого кислорода для продувки чугуна высказывалась еще в ХIХ веке, однако дешевых способов промышленного получения чистого кислорода в то время не было. В 1936 году советским инженером Н.И.Мозговым впервые был использован кислород для продувки чугуна в конвертере, однако промышленное применение этот метод нашел в Австрии лишь в 1952 г. на заводах в Линце и Донавице. В СССР кислородный конвертер впервые был введен в эксплуатацию в 1956 г на Днепропетровском металлургическом заводе им. Петровского. Работа кислородного конвертера принципиально не отличается от работы конвертера Бессемера (рис. 2.5), однако, в кислородном конвертере продувку осуществляют чистым кислородом через опускающуюся сверху водоохлаждаемую фурму (трубу) (рис. 2.7 – 2.8). В конвертерах с продувкой кислородом футеровка основная из хромомагнезита, что позволяет выплавлять качественные стали. На рис. В.26 представлен монтаж огнеупорной футеровки кислородного конвертера, а на рис. В.27 представлен процесс и современное роботизированное оборудование для ремонта огнеупорной футеровки. Поддержание необходимой температуры обеспечивается выделением большого количества тепла при окислении углерода, кремния и марганца. Кислород продолжает поступать до тех пор пока содержание углерода не снизится до 2%. Реакции окисления, проходящие в конвертере, дают столько тепла, что становиться возможным расплавление металлолома. Конвертеры с кислородным дутьем представлены на рис. 2.9. В некоторых случаях, металлический кожух конвертера защищают листами жаропрочной стали от попадания брызг расплавленного метала (рис. 2.9, б). Кислородно-конвертерный способ по сравнению с Бессемеровским и Томасовским способами имеет более высокую производительность до 400-500 т в час Кроме того, в кислородных конвертерах можно перерабатывать железный лом
№9
В настоящее время для выплавки стали широко применяют электропечи. Основными достоинствами электропечей являются:
Поэтому электропечи используют для выплавки высоколегированных, конструкционных, специальных сталей и сплавов. Плавильные печи бывают:
Основное количество электростали выплавляют в дуговых печах. Доля стали, выплавляемой в индукционных печах, в общем объеме выплавки невелика. Дуговая плавильная печь Дуговая электропечь состоит из рабочего пространства с электродами и токоподводами и механизмов, обеспечивающих наклон печи, удержание и перемещение электродов и загрузку шихты (рисунок 24). Плавку стали ведут в рабочем пространстве печи, ограниченным куполообразным сводом, снизу сферическим подом и с боков стенками. Огнеупорная кладка пода и стен заключена в металлический кожух. Она может быть основной (магнезитовой, магнезитохромитовой) или кислой (динасовой). В съемном своде расположены три цилиндрических электрода из графитизированной массы, которые с помощью специальных механизмов могут перемещаться вверх или вниз, автоматически регулируя длину дуги. Печь питается трехфазным переменным током. Шихтовые материалы загружают на под печи сверху в открываемое рабочее пространство. После их расплавления в печи образуется слой металла и шлака. Плавление и нагрев шихты осуществляется за счет тепла электрических дуг, возникающих между электродами и жидким металлом или металлической шихтой. Для управления ходом плавки в печи имеются рабочее окно и отверстие для выпуска по желобу готовой стали (летка). С помощью поворотного механизма печь может наклоняться в сторону сталевыпускного отверстия или рабочего окна. Вместимость дуговых печей может составлять 0, 5 – 400 т. В металлургических цехах используют электропечи с основной футеровкой, а в литейных – с кислой.
Плавка без окисления примесей Шихта для такой плавки должна иметь низкое содержание фосфора и меньше, чем в выплавляемой стали, марганца и кремния. Производят нагрев и расплавление шихты. По сути это переплав. Однако в процессе плавки часть примесей окисляются (алюминий, титан, кремний, марганец). После расплавления шихты из металла удаляют серу, наводя основной шлак. При необходимости науглероживают и доводят металл до заданного химического состава. Затем проводят диффузионное раскисление, подавая на шлак мелкораздробленный ферросилиций, алюминий, молотый кокс. Плавкой без окисления примесей выплавляют стали из отходов машиностроительных заводов. Поддон, 2– изложницы, 3– центровые трубки, 4 – центровая, Центровой кирпич «звездочка», 6– сифонные кирпичи, Методы рафинирования Рафинирование чернового металла: черновой металл, загрязнённый примесями, рафинируют различными методами (с относительно узкими границами применимости) [2].
Физические методы рафинирования основываются на различиях в физических свойствах разделяемых компонентов. Например, такой метод рафинирования металлов, как ликвация, основан на создании гомогенности расплава за счёт уменьшения растворимости примесей при медленном охлаждении расплава или на разложении сплава при его медленном нагреве. Химические методы рафинирования представляют собой избирательное окисления и основываются на различиях в химическом сродстве к кислороду (O), сере (S), хлору (Cl). Электролитическое рафинирование чернового металла - это рафинирование металлов при электролизе с растворяющимся анодом. Рафинирование стали Рафинирование стали - это процесс удаления из жидкой стали вредных и нежелательных примесей. Процесс рафинирования стали может осуществляться как в печи, так и вне печи (внепечное рафинирование стали), в ковше, а также в специальных агрегатах (например - вакууматор). Рафинирование стали могут проводить добавлением окислителей и восстановителей, продувкой расплава стали инертными газами и др. Процесс рафинирования стали включает в себя целый комплекс операций, направленный на очищение стали от лишних примесей. В случае необходимости применяют комбинированные методы обработки, включающие в себя сразу несколько способов рафинирования стали, например раскисление, модифицирование и/или удаление неметаллических включений, десульфурация, дегазация (удаление азота и водорода) и т.д. Внепечное рафинирование стали - рафинирование стали вне сталеплавильного агрегата. Так как затруднительно проведение рафинирования стали в крупных и высокопроизводительных сталеплавильных агрегатах, то многие технологические операции рафинирования стали проводят за пределами агрегата (печи). Внепечное рафинирование стали технологически осуществляется гораздо легче. При непрерывной разливке стали также удобнее использовать методы внепечного рафинирования. Рафинирование стали в установках печь-ковш обеспечивает массовое производство металла особо высокого качества. В результате внепечного рафинирования сталь имеет однородный состав, высокие характеристики пластичности, вязкости и трещиностойкости. Одновременно рафинированием практически полностью подавляется флокеночувствительность стали [3]. С помощью внепечного рафинирования, помимо прочих, решается сложная задача введения в расплав летучих, легкоокисляемых, труднорастворимых и токсичных элементов. Рафинирующие переплавы Рафинирующими переплавами (или электрорафинирующими переплавами) называются металлургические процессы, применяемые для повышения качества сталей и других сплавов, полученных в плавильных агрегатах. Различают электрошлаковый переплав, вакуумный дуговой, электронно-лучевой и плазменно-
№13 Кристаллизация стали начинается с возникновения в жидкой массе центров кристаллизации, от которых начинается рост кристаллов. Величина кристаллических зерен находится в зависимости от количества центров кристаллизации и от скорости роста отдельных кристаллов. Чем больше возникает кристаллизационных центров и чем меньше скорость роста кристаллов, тем мелкозернистее будет структура затвердевшего сплава. При малой скорости возникновения центров кристаллизации и быстром росте кристаллов получается крупнозернистая структура. Так как для стали с понижением температуры количество центров кристаллизации увеличивается весьма быстро, то с увеличением скорости охлаждения жидкой стали можно получить мелкозернистую структуру. Затвердевание стального слитка начинается от стенок изложницы. Перпендикулярно к стенкам изложницы, т. е. в направлении отвода тепла, начинается рост первичных осей кристаллов; перпендикулярно к первичным осям вырастают вторичные оси, а на этих последних — оси высших порядков. Схема образования осей различных порядков дана на фиг. 91. По этим осям располагается материал сплава; оси постепенно утолщаются и, встречаясь, срастаются. В результате такого процесса получаются древовидные образования, называемые дендритами (фиг. 92). Дендритную кристаллизацию исследовал впервые Д. К. Чернов.
Так как внутренние поверхности изложницы всегда шероховаты, то, очевидно, и первичные оси кристаллов, развивающиеся перпендикулярно охлаждающим сплав поверхностям, не могут быть параллельны между собой, а будут перекрещиваться под различными углами. По этой причине общее направленное развитие дендритов становится возможным лишь после образования первого ближайшего к стенкам изложницы слоя. Ближе к центральной части слитка, где за счет уменьшения перепада температур фактор направленного теплоотвода не играет существенной роли и за счет более равномерного охлаждения центры кристаллизации возникают одновременно во всем объеме, наблюдаются различно ориентированные равноосные зерна. Схема образования кристаллов от стенки изложницы к внутренней части слитка представлена на фиг. 93.
На фиг. 94 дана фотография поперечного разреза стального слитка. Здесь ясно видно изменение структуры слитка от периферии к центру (наружный край слитка расположен внизу фигуры); это изображение соответствует схеме, представленной на фиг. 93.
№ 14 Развитие машиностроения и приборостроения предъявляет возрастающие требования к качеству металла: его прочности, пластичности, газосодержанию. Улучшить эти показатели можно уменьшением в металле вредных примесей, газов, неметаллических включений. Для повышения качества металла используют · обработку металлов синтетическим шлаком, · вакуумную дегазацию металла, · электрошлаковый переплав (ЭШП), · вакуумно-дуговой переплав (ВДП), · переплав металла в электронно-лучевых и плазменных печах и другие способы. Обработка металла синтетическим шлаком заключается в следующем. Синтетический шлак, состоящий из 55 % СаО, 40 % А12О3, небольшого количества SiO2, MgO и минимума FeO, выплавляют в электропечи и заливают в ковш В этот же ковш затем заливают сталь При перемешивании стали и шлака поверхность их взаимодействия резко возрастает, и реакции между ними протекают гораздо быстрее, чем в плавильной печи. Благодаря этому, а также низкому содержанию оксида железа в шлаке сталь, обработанная таким способом, содержит меньше серы, кислорода и неметаллических включений, улучшаются ее пластичность и прочность. Такие стали применяют для изготовления ответственных деталей машин. Вакуумирование стали проводят для понижения концентрации кислорода, водорода, азота и неметаллических включений. Для вакуумирования используются различные способы, например вакуумирование в ковше, циркуляционное и поточное вакуумирование, струйное и порционное вакуумирование и др. При вакуумной обработке стали происходит раскисление углеродом, так как при снижении давления в камере концентрации углерода и кислорода становятся избыточными и появляется термодинамическая возможность протекания реакции окисления углерода. Вакуумирование стали сопровождается кипением металла. Для примера рассмотрим вакуумирование стали в ковше, циркуляционное и поточное вакуумирование. Электрошлаковый переплав (ЭШП) применяют для выплавки высококачественных сталей для шарикоподшипников, жаропрочных сталей для дисков и лопаток турбин, валов компрессоров, авиационных конструкций.
№15 Подготовка руд к плавке Подготовка руд заключается в проведении обогащения и обжига. Обогащение медных руд проводят методом флотации. В результате получают медный концентрат, содержащий до 35% меди и до 50% серы. Концентраты обжигают обычно в печах кипящего слоя с целью снижения содержания серы до оптимальных значений. При обжиге происходит окисление серы при температуре 750 – 800 °С, часть серы удаляется с газами. В результате получают продукт, называемый огарком. Плавку на штейн Плавку на штейн ведут в отражательных или электрических печах при температуре 1250 – 1300 °С. В плавку поступают обожженные концентраты медных руд, в ходе нагревания которых протекают реакции восстановления оксида меди и высших оксидов железа 6CuO + FeS = 3Cu2O + FeO + SO2 FeS + 3Fe3O4 + 5SiO2 = 5(2FeO·SiO2) + SO2 В результате взаимодействия Cu2O с FeS образуется Cu2S по реакции: Cu2O + FeS = Cu2S + FeO Сульфиды меди и железа, сплавляясь между собой, образуют штейн, а расплавленные силикаты железа, растворяя другие оксиды, образуют шлак. Штейн содержит 15 – 55% Cu; 15 – 50% Fe; 20 – 30% S. Шлак состоит в основном из SiO2, FeO, CaO, Al2O3. Штейн и шлак выпускают по мере их накопления через специальные отверстия. Конвертирование штейна Конвертирование штейна осуществляется в медеплавильных конвертерах (рисунок 44) путем продувки его воздухом для окисления сернистого железа, перевода железа в шлак и выделения черновой меди. Конвертеры имеют длину 6 – 10 м и наружный диаметр 3 – 4 м. Заливку расплавленного штейна, слив продуктов плавки и удаление газов осуществляют через горловину, расположенную в средней части корпуса конвертера. Для продувки штейна подается сжатый воздух через фурмы, расположенные по образующей конвертера. В одной из торцевых стенок конвертера расположено отверстие, через которое проводится пневматическая загрузка кварцевого флюса, необходимого для удаления железа в шлак. Образующаяся закись железа взаимодействует с кварцевым флюсом и удаляется в шлак По мере накопления шлака его частично сливают и заливают в конвертер новую порцию исходного штейна, поддерживая определенный уровень штейна в конвертере. Во втором периоде закись меди взаимодействует с сульфидом меди, образуя металлическую медь Таким образом, в результате продувки получают черновую медь, содержащую 98, 4 – 99, 4% Cu. Полученную черновую медь разливают в плоские изложницы на ленточной разливочной машине.
№ 17 Технология производство магния
Основной способ производства магния — электролитический. Электролитическое получение магния из водных растворов невозможно, так как электрохимический потенциал магния значительно более отрицательный, чем потенциал разряда ионов водорода на катоде. Поэтому электролиз магния ведут из его расплавленных солей.
Основная составляющая электролита — хлористый магний МgCl2, а для снижения температуры плавления электролита и повышения его электропроводности в него вводят NаСl, СаСl2, КСl и небольшие количества NaF и СаF2.
Основным сырьем для получения магния являются карналлит (МgСl2•КСl•6Н2О), магнезит (МgСО3), доломит (СаСО3•МgСО3), бишофит (МgСl2•6Н2О). Наибольшее количество магния получают из карналлита.
Основные этапы производства магния:
1. Карналлит;
Обогащение карналлита является первой стадией его переработки. Сущность процесса обогащения сводится к отделению КСl и нерастворимых примесей путем перевода в водный раствор МgСl2 и КСl. При охлаждении полученного раствора в вакуум-кристаллизаторах выпадают кристаллы искусственного карналлита МgСl2•КСl•6Н2О, которые отделяют фильтрованием.
Карналлит обезвоживают в две стадии. Первую стадию проводят в трубчатых печах или печах кипящего слоя при 550—600° С. Под действием теплоты нагретых газов карналлит обезвоживается и после такой обработки содержит 3—4% влаги.
Вторую стадию обезвоживания осуществляют либо плавкой полученного после первой стадии карналлита в электропечах с последующим отстаиванием окиси магния, либо хлорированием карналлита в расплавленном состоянии.
Электролитическое получение магния. Для этой цели применяют электролизер, который изнутри футерован шамотным кирпичом. Анодами служат графитовые пластины, а катодами — стальные пластины, расположенные по обе стороны анода.
Для электролитического разложения хлористого магния через электролит пропускают ток под напряжением 2, 7—2, 8 В.
В результате электролитического разложения хлористого магния образуются ионы хлора, которые движутся к аноду и после разряда создают пузырьки хлора, выходящие из электролита. Ионы магния движутся к катоду и после разряда выделяются на поверхности, образуя капельки жидкого магния. Магний имеет меньшую плотность, чем электролит, поэтому он всплывает на его поверхность в катодном пространстве, откуда периодически удаляется с помощью вакуумного ковша.
В процессе электролиза в электролите повышается концентрация других хлоридов за счет расходования МgСl2. Поэтому периодически часть отработанного электролита удаляют из ванны и вместо него заливают расплав МgСl2 или карналлита. В результате частичного разложения примесей на дне ванны образуется шлам, который регулярно удаляют из ванны.
Рафинирование магния. В электролизных ваннах получают черновой магний, который содержит 5% примесей: металлические примеси (Fе, Na, К, Аl, Са) и не металл примеси (МgСl2, КСl, NaCl, СаСl2, МgО). Магний очищают (рафинируют) переплавкой с флюсами.
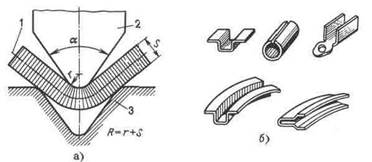
№18 Операции листовой штамповки Отрезка - отделение части заготовки по незамкнутому контуру на специальных машинах - ножницах и в штампах. При вырубке и пробивке характер деформирования заготовки одинаков. Эти операции отличаются только назначением. Вырубкой оформляют наружный контур детали, а пробивкой - внутренний контур. Гибка - операция, изменяющая кривизну заготовки практически без изменения ее линейных размеров
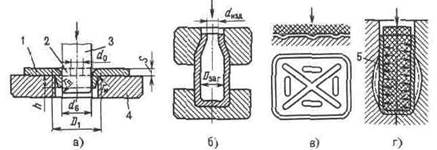
Рис. 35 Схемы первого перехода вытяжки (а), последующей вытяжки (б), вытяжки с утонением стенки (в): 1-заготовка; 2-изделие; 3-прижим; 4-пуансон; 5-матрица: 6-изделие со складками, образующимися при вытяжке без прижима Вытяжка без утонения стенки превращает плоскую заготовку в полое пространственное изделие при уменьшении периметра вытягиваемой заготовки. Для предотвращения появления складок применяют прижим 3, с определенной силой прижимающий фланец заготовки к плоскости матрицы. Отбортовка – получение бортов (горловин) путем вдавливания центральной части заготовки с предварительно пробитым отверстием в матрицу (рис. 35, а). Обжим – операция, при которой уменьшается диаметр краевой части полой заготовки в результате заталкивания ее в сужающуюся полость матрицы (рис. 35, 6). Формовка – операция, при которой изменяется форма заготовки в результате растяжения отдельных ее участков. Толщина заготовки в этих участках уменьшается. Формовкой получают местные выступы на заготовке, ребра жесткости и т. п. Часто вместо металлического пуансона или матрицы применяют резиновую подушку (рис. 35, в). С помощью резинового вкладыша (или жидкости) можно увеличить размеры средней части полой заготовки. При этом резина или жидкость легко удаляются из штампованной детали, а матрица должна быть разъемной.
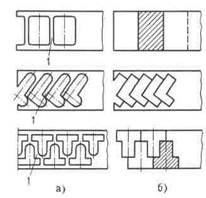
Рис.36 Схемы формоизменяющих операции: а – отбортовка, б – обжим, в - формовка ребер жесткости, г - формовка с раздачей: 1 – изделие, 2 – заготовка, 3 – пуансон, 4 – матрица, 5 - резиновый пуансон При разработке технологического процесса изготовления деталей следует стремиться к уменьшению потерь металла в процессе листовой штамповки. Основной отход при листовой штамповке составляет так называемая высечка, т. е. часть листовой заготовки после ее вырубки. Форма и размеры вырубаемой заготовки определяются формой и размерами детали, а также применяемыми в процессе штамповки формоизменяющими операциями. При штамповке мало- и среднегабаритных деталей обычно из одной листовой заготовки вырубают несколько плоских заготовок для штамповки. Между смежными контурами вырубаемых заготовок оставляют перемычки шириной, примерно равной толщине заготовки, хотя в отдельных случаях смежные заготовки вырубают без перемычек (экономия металла при ухудшении качества среза и снижении стойкости инструмента). Расположение контуров смежных вырубаемых заготовок на листовом металле называется раскроем. Тип раскроя следует выбирать из условия уменьшения отхода металла в высечку (рис. 37).
Рис. 37 Примеры раскроя материала с перемычками (а) и без перемычек (б): 1 — перемычка
№29 Горячая объемная штамповка(ковка в штампах). Если при свободной ковке металл, теснимый бойками сверху и снизу, может свободно течь в стороны, то при штамповке течение металла ограничивается поверхностями штампа, и заготовка принимает форму его фасонной полости (ручья). Припуск на механическую обработку при горячей объемной штамповке примерно вдвое меньше, чем при свободной ковке. Горячая штамповка производится на молотах и ковочных машинах. Штамповка на молотах- наиболее распространенный способ горячей штамповки. Штамп ( рис. 1, а ) состоит из двух частей: верхней 1 и нижней 2. Нижняя часть крепится на штамподержателе, установленным на шаботе, а верхняя - в бабе; крепление каждой части штампа осуществляется клином и шпонкой. Места крепления выполняют в виде “ласточкиного хвоста”. Обе части имеют полости, составляющие ручей, который соответствует форме поковки. Для штамповки заготовка нагревается до температуры ковки и помещается в нижнюю полость 2 штампа. Под действием ударов верхней части штампа металл течет и заполняет ручей. Излишек металла выдавливается из ручья в кольцевую полость и образует так называемый облой (заусенец) 3 ( рис. 1, б ), который способствует лучшему заполнению полости штампа, препятствуя дальнейшему течению металла в полости разъема штампа. Заусенцы обрезают на прессе в специальном обрезном штампе в горячем или холодном состоянии. По количеству ручьев штампы разделяются на одноручьевые и многоручьевые.
№30 Одноручьевые штампыприменяют для изготовления простых изделий и для штамповки заготовок, предварительно подготовленных свободной ковкой. Эта подготовка состоит в приближении формы заготовки к форме готовой поковки. Многоручьевые штампы имеют заготовительные, штамповочные и отрезные ручьи. В заготовительных ручьях выполняются операции вытяжки и гибки, в штамповочных - придания заготовке окончательной формы, в отрезных отделения штамповки от прутка (катанной заготовки). Заготовительные ручьи располагаются по краям штампа, а штамповочные в середине. На приведен многоручьевой штамп, а также эскизы исходной заготовки, ее деформирование при выполнении последовательных переходов штамповки и готовая поковка. Заготовка поступает сначала в протяжной ручей 4, где протягивается. Затем ее деформируют в прокатном ручье 3 для утолщения на концах, далее передают в гибочный ручей 1, после чего ее штампуют сначала в предварительном ручье 2, а потом в окончательном ручье 5. В последние годы распространяется безоблойная штамповкав закрытых штампах. При этом достигается значительная экономия металла, отпадает надобность в обрезных прессах и штампах, а также в обрезке облоя и повышаются механические свойства поковок. Для горячей штамповки применяют кривошипные прессы, фрикционные и паровоздушные молоты. Штамповка на горизонтально-ковочных машинах (ГКМ). В отличие от молотов у ковочных машин ползун движется горизонтально, поэтому эти машины называют горизонтально-ковочными. Такие машины применяют для изготовления поковок, имеющих форму полых или сплошных стержней с утолщением (болтов, заклепок и т.п.), а также для изготовления поковок кольцеобразной формы (втулок, гаек, колец). Эти машины имеют высокую производительность, обеспечивают получение большой точности, чем при штамповке на молотах, и почти не дают отходов.
Штамповка на ГКМ обычно сводится к выполнению операции высадки нагретой прокатанной заготовки. Штамп имеет два ручья. В первом ручье проводится высадка для получения наружного контура кольца ( рис. 3, а ), во втором ручье ( рис. 3, б ) пуансон П прошивает и выталкивает заготовку. Давление, развиваемое ГКМ, колеблется от 500 до 3000 кН. №31 Поковки классифицируются по следующим признакам: 1) точность изготовления: I класс – повышенная; II класс – нормальная; 2) группа стали: М1 – углеродистая сталь, легированная сталь с содержанием углерода 0, 45% и легирующих элементов 2%; М2 – легированная сталь, кроме стали указанной в группе М1; 3) степень сложности поковки: С1, С2, С3, С4; 4) Конфигурация поверхности разъема штампа: П – плоская; И – изогнутая. Класс точности зависит от условий и характера производства (серийное или массовое), а также от требований к точности размеров поковок, указываемых на чертеже поковки. Конфигурация поверхности разъема штампа определяется формой поковки, способом и условиями штамповки. Плоская поверхность разъема предпочтительнее изогнутой, так как в последнем случае возникают усилия, сдвигающие верхнюю половину штампа относительно нижней. Степень сложности поковки представляет собой отношение объема детали к объему геометрического тела, в которое вписывается данная деталь. Геометрическое тело, описывающее деталь, может быть цилиндром или параллелепипедом Для поковок, штампуемых на прессах и молотах, дополнительным критерием является размер выступов Припуски на механическую обработку поковок, назначаются в зависимости от группы стали и степени сложности поковки Припуски на механическую обработку на сторону поковки из углеродистой и низколегированной стали (М1) нормального класса точности, средней сложности (С1, С2), мм При конструировании штампованных поковок необходимо учитывать, что на все поверхности поковки перпендикулярные ходу инструмента назначаются штамповочные уклоны, величина которых выбирается в зависимости от типа штамповочного оборудования На поковках не должно быть острых углов. Сопрягаемые поверхности должны иметь закругления, выполняемые радиусами. Отверстия или углубления выполняются в том случае, если их оси совпадают с направлением движения инструмента. Диаметры отверстий и углублений должны быть больше или равны высоте поковки, но не менее 30 мм. Общая величина углублений должна быть не более 0, 8 их диаметра.
№ 32 Волочением называют процесс протягивания прутка или проволоки через отверстие в волоке (матрице), размеры поперечного сечения которого меньше размеров исходной заготовки. Изготовление изделий круглого и фасонного сечений волочением позволяет получать очень высокую точность и чистоту поверхности изделий, которую нельзя получить при прокатке. Механические свойства протягиваемого металла, также значительно изменяются вследствие наклепа (укрепления). Волочение широко используют для получения проволоки диаметром от нескольких микрон до 10 мм и более, при производстве труб различных диаметров, а также для получения точных фасонных профилей. Достигнуто значительное повышение устойчивости волок при больших обжатия и скоростях волочения (50-60 м/с), что обеспечивает высокую производительность волочильного оборудования. Общий технологический процесс волочения состоит из следующих операций: 1) предварительного отжига заготовок для получения мелкозернистой структуры металла и повышения его пластичности; 2) травление заготовок в подогретом растворе серной кислоты для удаления окалины, которая вызывает повышенный износ матрицы; 3) промывание заготовок и нейтрализации травильного раствора; 4) обострение концов заготовок в ковочных валках или под молотом для пропуска через отверстие матрицы и последующего захвата клещами состояния; 5) волочения; 6) отжиг для устранения наклепа; 7) обработки готовой продукции (обрезки концов, правки, резки на мерные длины и др.).. Для уменьшения трения в ячейке матрицы заготовки смазывают минеральным маслом, эмульсией, графитом или жиром. Смазка способствует получению чистой поверхности изделия и уменьшает расход энергии на процесс. Для снижения усилия волочения применяют также роликовые матрицы. В ряде случаев, например, перед волочением проволоки и тонкостенных труб из сталей, проводят их омеднение погружением заготовок в слабый кислотный раствор медного купороса. Инструментом для волочения служат: матрицы - волоки и фильеры; волочильные доски; кольца и оправки из инструментальных сталей и твердых сплавов. При волочении тончайшего провода применяют алмазные волоки высокой твердости и стойкости.
№33
Конвертерный способ производства стали. Бессемеровский способ производства стали был предложен в Англии в 1856 г. английским инженером Генри Бессемером. Это способ передела жидкого чугуна в сталь путем продувки его воздухом без подведения тепла. Конвертер имел форму ковша, способного поворачиваться вокруг горизонтальной оси (рис. 2.5, а). Его корпус сварен из листовой стали, внутри он футерован кислыми огнеупорными материалами. В нижней части конвертера имеются фурмы для пропуска воздушного дутья (рис. 2.5, б). Продуваемый снизу воздух, проходя через расплавленный чугун, окисляет углерод и другие примеси. Поддержание необходимой для плавки температуры обеспечивается выделением большого количества тепла при окислении углерода, кремния и марганца. Дополнительного нагрева в конвертере нет. Схема работы конвертера представлена на рис. 2.6. В конвертер, повернутый горизонтально, заливают жидкий расплавленный чугун (рис. 2.6, а), через фурмы пускают воздушное дутье и затем конвертер устанавливают в вертикальное положение (рис. 2.6, б). После завершения передела чугуна в сталь конвертер наклоняют, прекращают воздушное дутьё, и выливают готовую сталь (рис. 2.6, в). Масса плавки составляет 15-40 т, время плавки – 12-15 мин. При бессемеровском способе производства из стали не могут быть удалены фосфор и сера, поэтому сталь получается не достаточно качественной. Для передела чугуна в сталь в бессемеровских конвертерах применялся чугун, свободный от серы и фосфора. Популярное:
|
Последнее изменение этой страницы: 2017-03-08; Просмотров: 1309; Нарушение авторского права страницы