|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
ХОЛОДНАЯ ШТАМПОВКА В ОТКРЫТЫХ ШТАМПАХ ⇐ ПредыдущаяСтр 6 из 6
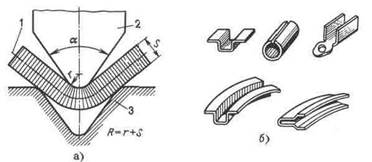
Холодная штамповка в открытых штампах заключается в придании заготовке формы детали путем заполнения полости штампа металлом заготовки. Холодная объемная штамповка требует значительных удельных усилий вследствие высокого сопротивления металла деформированию в условиях холодной деформации и упрочнения металла в процессе деформирования. Упрочнение сопровождается и уменьшением пластичности. Для уменьшения вредного влияния упрочнения и облегчения процесса деформирования при холодной штамповке оформление детали обычно расчленяют на переходы, между которыми пуансона (см. рис. 6, в) или у рабочей поверхности матрицы (см. рис. 6, б). Основные технологические мероприятия, направленные на снижение удельных усилий выдавливания, — применение различных смазывающих материалов или покрытий заготовок для уменьшения сил трения. В обычных условиях выдавливания силы трения препятствуют пластическому истечению металла и существенно увеличивают усилие деформирования.
№28 Характеристика листовой штамповки Операцией листовой штамповки называется процесс пластической деформации, обеспечивающий характерное изменение формы определенного участка заготовки. Различают формоизменяющие операции, в которых заготовка не должна разрушаться в процессе деформирования, и разделительные операции, в которых этап пластического деформирования обязательно завершается разрушением. В качестве заготовки при листовой штамповке используют полученные прокаткой лист, полосу или ленту, свернутую в рулон. Толщина заготовки при холодной штамповке обычно не более 10 мм и лишь в сравнительно редких случаях — более 20 мм. Детали из заготовок толщиной более 20 мм штампуют с нагревом до ковочных температур (горячая листовая штамповка), что позволяет значительно уменьшить усилие деформирования по сравнению с холодной штамповкой. Холодная листовая штамповка получила более широкое применение, чем горячая. Листовой штамповкой изготовляют самые разнообразные плоские и пространственные детали массой от долей грамма и размерами, исчисляемыми долями миллиметра (например, секундная стрелка ручных часов), и детали массой в десятки килограммов и размерами, составляющими несколько метров (облицовка автомобиля, самолета, ракеты). Для деталей, получаемых листовой штамповкой, характерно то, что толщина их стенок незначительно отличается от толщины исходной заготовки. При изготовлении листовой штамповкой пространственных деталей заготовка обычно, испытывает значительные пластические деформации. Это обстоятельство вынуждает предъявлять к материалу заготовки достаточно высокие требования по пластичности. К преимуществам листовой штамповки относится возможность получения деталей минимальной массы при заданной их прочности и жесткости. Достигаются достаточно высокие точность размеров и качество поверхности, позволяющие до минимума сократить отделочные операции обработки резанием. Сравнительная простота механизации и автоматизации процессов штамповки обеспечивают высокую производительность (до нескольких тысяч деталей в одну смену). Операции листовой штамповки Отрезка - отделение части заготовки по незамкнутому контуру на специальных машинах - ножницах и в штампах. При вырубке и пробивке характер деформирования заготовки одинаков. Эти операции отличаются только назначением. Вырубкой оформляют наружный контур детали, а пробивкой - внутренний контур. Гибка - операция, изменяющая кривизну заготовки практически без изменения ее линейных размеров
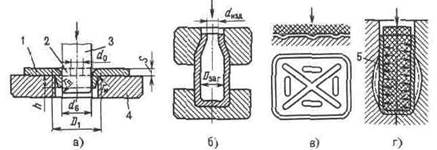
Рис. 35 Схемы первого перехода вытяжки (а), последующей вытяжки (б), вытяжки с утонением стенки (в): 1-заготовка; 2-изделие; 3-прижим; 4-пуансон; 5-матрица: 6-изделие со складками, образующимися при вытяжке без прижима Вытяжка без утонения стенки превращает плоскую заготовку в полое пространственное изделие при уменьшении периметра вытягиваемой заготовки. Для предотвращения появления складок применяют прижим 3, с определенной силой прижимающий фланец заготовки к плоскости матрицы. Отбортовка – получение бортов (горловин) путем вдавливания центральной части заготовки с предварительно пробитым отверстием в матрицу (рис. 35, а). Обжим – операция, при которой уменьшается диаметр краевой части полой заготовки в результате заталкивания ее в сужающуюся полость матрицы (рис. 35, 6). Формовка – операция, при которой изменяется форма заготовки в результате растяжения отдельных ее участков. Толщина заготовки в этих участках уменьшается. Формовкой получают местные выступы на заготовке, ребра жесткости и т. п. Часто вместо металлического пуансона или матрицы применяют резиновую подушку (рис. 35, в). С помощью резинового вкладыша (или жидкости) можно увеличить размеры средней части полой заготовки. При этом резина или жидкость легко удаляются из штампованной детали, а матрица должна быть разъемной.
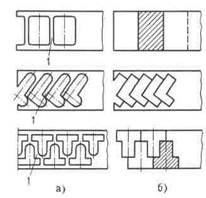
Рис.36 Схемы формоизменяющих операции: а – отбортовка, б – обжим, в - формовка ребер жесткости, г - формовка с раздачей: 1 – изделие, 2 – заготовка, 3 – пуансон, 4 – матрица, 5 - резиновый пуансон При разработке технологического процесса изготовления деталей следует стремиться к уменьшению потерь металла в процессе листовой штамповки. Основной отход при листовой штамповке составляет так называемая высечка, т. е. часть листовой заготовки после ее вырубки. Форма и размеры вырубаемой заготовки определяются формой и размерами детали, а также применяемыми в процессе штамповки формоизменяющими операциями. При штамповке мало- и среднегабаритных деталей обычно из одной листовой заготовки вырубают несколько плоских заготовок для штамповки. Между смежными контурами вырубаемых заготовок оставляют перемычки шириной, примерно равной толщине заготовки, хотя в отдельных случаях смежные заготовки вырубают без перемычек (экономия металла при ухудшении качества среза и снижении стойкости инструмента). Расположение контуров смежных вырубаемых заготовок на листовом металле называется раскроем. Тип раскроя следует выбирать из условия уменьшения отхода металла в высечку (рис. 37).
Рис. 37 Примеры раскроя материала с перемычками (а) и без перемычек (б): 1 — перемычка
№29 Горячая объемная штамповка(ковка в штампах). Если при свободной ковке металл, теснимый бойками сверху и снизу, может свободно течь в стороны, то при штамповке течение металла ограничивается поверхностями штампа, и заготовка принимает форму его фасонной полости (ручья). Припуск на механическую обработку при горячей объемной штамповке примерно вдвое меньше, чем при свободной ковке. Горячая штамповка производится на молотах и ковочных машинах. Штамповка на молотах- наиболее распространенный способ горячей штамповки. Штамп (рис. 1, а) состоит из двух частей: верхней 1 и нижней 2. Нижняя часть крепится на штамподержателе, установленным на шаботе, а верхняя - в бабе; крепление каждой части штампа осуществляется клином и шпонкой. Места крепления выполняют в виде “ласточкиного хвоста”. Обе части имеют полости, составляющие ручей, который соответствует форме поковки. Для штамповки заготовка нагревается до температуры ковки и помещается в нижнюю полость 2 штампа. Под действием ударов верхней части штампа металл течет и заполняет ручей. Излишек металла выдавливается из ручья в кольцевую полость и образует так называемый облой (заусенец) 3 (рис. 1, б), который способствует лучшему заполнению полости штампа, препятствуя дальнейшему течению металла в полости разъема штампа. Заусенцы обрезают на прессе в специальном обрезном штампе в горячем или холодном состоянии. По количеству ручьев штампы разделяются на одноручьевые и многоручьевые.
№30 Одноручьевые штампыприменяют для изготовления простых изделий и для штамповки заготовок, предварительно подготовленных свободной ковкой. Эта подготовка состоит в приближении формы заготовки к форме готовой поковки. Многоручьевые штампы имеют заготовительные, штамповочные и отрезные ручьи. В заготовительных ручьях выполняются операции вытяжки и гибки, в штамповочных - придания заготовке окончательной формы, в отрезных отделения штамповки от прутка (катанной заготовки). Заготовительные ручьи располагаются по краям штампа, а штамповочные в середине. На приведен многоручьевой штамп, а также эскизы исходной заготовки, ее деформирование при выполнении последовательных переходов штамповки и готовая поковка. Заготовка поступает сначала в протяжной ручей 4, где протягивается. Затем ее деформируют в прокатном ручье 3 для утолщения на концах, далее передают в гибочный ручей 1, после чего ее штампуют сначала в предварительном ручье 2, а потом в окончательном ручье 5. В последние годы распространяется безоблойная штамповкав закрытых штампах. При этом достигается значительная экономия металла, отпадает надобность в обрезных прессах и штампах, а также в обрезке облоя и повышаются механические свойства поковок. Для горячей штамповки применяют кривошипные прессы, фрикционные и паровоздушные молоты. Штамповка на горизонтально-ковочных машинах (ГКМ). В отличие от молотов у ковочных машин ползун движется горизонтально, поэтому эти машины называют горизонтально-ковочными. Такие машины применяют для изготовления поковок, имеющих форму полых или сплошных стержней с утолщением (болтов, заклепок и т.п.), а также для изготовления поковок кольцеобразной формы (втулок, гаек, колец). Эти машины имеют высокую производительность, обеспечивают получение большой точности, чем при штамповке на молотах, и почти не дают отходов.
Штамповка на ГКМ обычно сводится к выполнению операции высадки нагретой прокатанной заготовки. Штамп имеет два ручья. В первом ручье проводится высадка для получения наружного контура кольца (рис. 3, а), во втором ручье (рис. 3, б) пуансонПпрошивает и выталкивает заготовку. Давление, развиваемое ГКМ, колеблется от 500 до 3000 кН. №31 Поковки классифицируются по следующим признакам: 1) точность изготовления: I класс – повышенная; II класс – нормальная; 2) группа стали: М1 – углеродистая сталь, легированная сталь с содержанием углерода 0, 45% и легирующих элементов 2%; М2 – легированная сталь, кроме стали указанной в группе М1; 3) степень сложности поковки: С1, С2, С3, С4; 4) Конфигурация поверхности разъема штампа: П – плоская; И – изогнутая. Класс точности зависит от условий и характера производства (серийное или массовое), а также от требований к точности размеров поковок, указываемых на чертеже поковки. Конфигурация поверхности разъема штампа определяется формой поковки, способом и условиями штамповки. Плоская поверхность разъема предпочтительнее изогнутой, так как в последнем случае возникают усилия, сдвигающие верхнюю половину штампа относительно нижней. Степень сложности поковки представляет собой отношение объема детали к объему геометрического тела, в которое вписывается данная деталь. Геометрическое тело, описывающее деталь, может быть цилиндром или параллелепипедом Для поковок, штампуемых на прессах и молотах, дополнительным критерием является размер выступов Припуски на механическую обработку поковок, назначаются в зависимости от группы стали и степени сложности поковки Припуски на механическую обработку на сторону поковки из углеродистой и низколегированной стали (М1) нормального класса точности, средней сложности (С1, С2), мм При конструировании штампованных поковок необходимо учитывать, что на все поверхности поковки перпендикулярные ходу инструмента назначаются штамповочные уклоны, величина которых выбирается в зависимости от типа штамповочного оборудования На поковках не должно быть острых углов. Сопрягаемые поверхности должны иметь закругления, выполняемые радиусами. Отверстия или углубления выполняются в том случае, если их оси совпадают с направлением движения инструмента. Диаметры отверстий и углублений должны быть больше или равны высоте поковки, но не менее 30 мм. Общая величина углублений должна быть не более 0, 8 их диаметра.
№ 32 Волочением называют процесс протягивания прутка или проволоки через отверстие в волоке (матрице), размеры поперечного сечения которого меньше размеров исходной заготовки. Изготовление изделий круглого и фасонного сечений волочением позволяет получать очень высокую точность и чистоту поверхности изделий, которую нельзя получить при прокатке. Механические свойства протягиваемого металла, также значительно изменяются вследствие наклепа (укрепления). Волочение широко используют для получения проволоки диаметром от нескольких микрон до 10 мм и более, при производстве труб различных диаметров, а также для получения точных фасонных профилей. Достигнуто значительное повышение устойчивости волок при больших обжатия и скоростях волочения (50-60 м/с), что обеспечивает высокую производительность волочильного оборудования. Общий технологический процесс волочения состоит из следующих операций: 1) предварительного отжига заготовок для получения мелкозернистой структуры металла и повышения его пластичности; 2) травление заготовок в подогретом растворе серной кислоты для удаления окалины, которая вызывает повышенный износ матрицы; 3) промывание заготовок и нейтрализации травильного раствора; 4) обострение концов заготовок в ковочных валках или под молотом для пропуска через отверстие матрицы и последующего захвата клещами состояния; 5) волочения; 6) отжиг для устранения наклепа; 7) обработки готовой продукции (обрезки концов, правки, резки на мерные длины и др.).. Для уменьшения трения в ячейке матрицы заготовки смазывают минеральным маслом, эмульсией, графитом или жиром. Смазка способствует получению чистой поверхности изделия и уменьшает расход энергии на процесс. Для снижения усилия волочения применяют также роликовые матрицы. В ряде случаев, например, перед волочением проволоки и тонкостенных труб из сталей, проводят их омеднение погружением заготовок в слабый кислотный раствор медного купороса. Инструментом для волочения служат: матрицы - волоки и фильеры; волочильные доски; кольца и оправки из инструментальных сталей и твердых сплавов. При волочении тончайшего провода применяют алмазные волоки высокой твердости и стойкости.
№33
Популярное:
|
Последнее изменение этой страницы: 2017-03-08; Просмотров: 1340; Нарушение авторского права страницы