
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Глава 5. Разработка конструкцийСтр 1 из 6Следующая ⇒
Глава 5. Разработка конструкций Нестандартного оборудования
Примеры разработки нестандартного оборудования и модернизации Существующих станков
Станок для шлифования прямых Профильных деталей
Шлифование прямых профильных деталей на практике нередко осуществляется на универсальных фрезерных станках легкого типа. При этом на шпиндель этих станков вместо насадной фрезы устанавливается объемный абразивный круг из нетканого материала. Такие круги, например, широко рекламирует компания «Лайнер-Белт». С этой же целью используются шлифовальные головки щеточного типа. Мощность, необходимая непосредственно для шлифования в рассматриваемом случае, как правило, не превышает 0, 4 … 0, 5 кВт. Для удаления образующихся в процессе шлифования отходов шлифовальный инструмент оборудуется пылеприемником, который в современных условиях присоединяют к автономному стружкоотсосу типа УВП 1000 с мощностью привода 0, 75 кВт. Таким образом, для осуществления процесса шлифования профильных погонажных деталей традиционным способом без учета механизма подачи в приводах используются два независимых электродвигателя. Предлагается объединить два независимых механизма: механизм шлифования и механизм аспирации отходов в один механизм, с приводом от одного общего двигателя. Такое объединение может позволить сэкономить производственную площадь и сократить суммарные затраты, связанные с решением задачи шлифования профильных погонажных деталей. Как видно из рис. 66, станок [42] для шлифования прямых профильных деталей включает в себя вертикально установленный шпиндель 1, на верхней части консоли которого последовательно установлены вентиляторное колесо 2 и профильный шлифовальный круг 3. Привод шпинделя осуществляется от электродвигателя 4 через ременную передачу 5. Обрабатываемая деталь 6 базируется по двум плоскостям: по горизонтальной плоскости стола 7 и вертикальной плоскости направляющих линеек 8. Направляющие линейки 8 жестко соединены с ограждением 9 и вместе с последним могут перенастраиваться в горизонтальной плоскости относительно оси шпинделя 1 за счет пазов 10. При правильной настройке линеек 8 образующие абразивного круга 3 должны выступать за базовую плоскость этих линеек на величину, превышающую глубину профиля шлифуемой детали на 0, 2…0, 4 мм. При этом в зоне шлифования будет обеспечен необходимый контакт без искажения прямолинейности детали в процессе шлифования. Вентиляторное колесо 2 совместно с ограждающим его кожухом 11 образуют центробежный вентилятор, который посредством фланца 12 соединяется с пылеотделителем, состоящим из трех частей: циклонного элемента 13, матерчатого фильтра 14 и накопительной емкости отходов 15. Для того чтобы рассчитать геометрические параметры данного вентилятора, примем за основу следующие показатели проектируемого станка: частота вращения шпинделя n = 2000 мин -1, производительность вентилятора Q = 1000 м3/ ч или Q = 0, 277 м3/с, развиваемый вентилятором напор Н = 800 Па. Пользуясь методиками [41, 42], находим, что диаметр входного отверстия данного вентилятора равен D0 = 0, 180 м, диаметр рабочего колеса D2 = 0, 270 м Число лопаток колеса 2 находим по формуле [41]
где D1 - внутренний диаметр колеса 2 (рис.67.) примем конструктивно D1 = 70 ммм Отсюда Z = 5, 338, принимаем Z = 6. Ширина рабочего колеса вентилятора при коэффициенте запаса К = 1, 5 составит В = 68 мм. Величина раскрытия спирального корпуса вентилятора равна А = 80 мм. Стрела кривизны ¦ лопаток вентиляторного колеса для условия оптимального угла b2 = 140…160 на входе воздушного потока [41] составит ¦ = 28 мм, рис. 67.
Рис. 66. Станок для шлифования прямых профильных деталей
Диаметр цилиндра циклонного элемента 13 принимаем равным D = 0, 5 м. Высота емкости матерчатого фильтра при скорости выходящего воздуха V £ 0, 2 м/с должна быть не менее 750 мм. Высота накопительной емкости ограничивается свободным пространством под циклонным элементом. Мощность приводного электродвигателя для проектируемого станка составит Р = 1, 1 кВт. В данном случае удалось объединить два механизма: механизм шлифования прямых профильных деталей и механизм удаления отходов из зоны шлифования.
Рис. 67. Схема к определению геометрических параметров вентилятора
Контрольные вопросы и задания
1. Технологические особенности шлифования профильных поверхностей. 2. Комплексное решение вопроса профильного шлифования и создания экологически безопасных условий труда станочника.
Модернизация прирезных Круглопильных станков В отечественной промышленности наиболее широко применяются станки прирезные однопильные модели ЦДК4 и станки прирезные многопильные модели ЦДК5 ( до 7 пил ) и ЦМР ( до 10 пил ). Данные станки применяются в мебельном, столярном и других деревообрабатывающих производствах. Особенно эффективно применение этих станков в тех случаях, когда необходимо получать строго прямолинейный рез, например, для склейки без предварительной прифуговки [26]. Точность выпиливаемых деталей по критерию прямолинейности поверхности пропила не должна превышать 0, 25 мм на длине 1000 мм, равномерность ширины или толщины отпиленных планок не более 0, 3 мм на длине 1000 мм. Повышенная точность прирезных станков обусловлена особенностями базирования обрабатываемых заготовок на рифленых поверхностях конвейера, траектория движения которого задается положением призматических направляющих. Таким образом, чем точнее выполнена кинематическая пара конвейер-направляющие с учетом правильного положения пильного вала и прижимных роликов, тем выше точность выпиливаемых деталей. В процессе движения заготовка удерживается силами трения где g – нормальное давление со стороны прижимных вальцов, Н; G – вес детали, Н; f2 = 0, 5 …0, 6 – коэффициент сцепления рифленой поверхности конвейера с древесиной; f1 = 0, 4 - коэффициент трения между прижимным вальцом и заготовкой. Для надежного преодоления суммы сил сопротивления подаче заготовка должна прижиматься силами в пределах F = 300…500 Н. По правилам неподвижного базирования никакие другие силы, кроме обозначенных выше, в процессе движения заготовки проявляться не должны. На самом деле мы видим, что со стороны направляющей линейки на заготовку также могут действовать (обычно не учитываемые) силы бокового давления. Объясняется это тем, что направляющая линейка представляет собой еще одну самостоятельную базу, совпадение которой по вектору движения с основной базой – направляющие конвейера – практически обеспечить невозможно. С другой стороны, базовая кромка обрабатываемой заготовки также имеет допустимые отклонения. Например, кромки обрезных досок после лесопильной рамы могут иметь непрямолинейность до 1 мм/ 1000 мм. В процессе начального движения заготовка ориентируется по направляющей линейке. Затем, после входа переднего торца заготовки под прижимные ролики начинает происходить неизбежное перебазирование заготовки, которое целиком зависит от конкретного уровня неточности в системе конвейер, деталь и линейка. При этом уровень боковых смещающих заготовку сил может достигать значительных величин, сравнимых с силами, определяемых формулой (116). Поэтому одним из возможных направлений модернизации прирезных станков может быть изменение функции направляющей линейки. Например, оставить за линейкой функции ориентирующего элемента в момент начального базирования детали. Затем после того, как заготовка начинает перемещение по закону движения конвейера, направляющая линейка отодвигается на 3…4 мм от заготовки до момента пока ее задний торец не пройдет передний прижим. Перед входом очередной заготовки линейка должна занять свое исходное положение. Реализация модернизации в данном направлении поможет снизить неравномерность износа текстолитовых направляющих. При эксплуатации существующих станков типа ЦДК оператор в процессе установки пилы (пил) на рабочий вал вынужден совершать неоднократные переходы от главного пульта управления, до места у станка, с которого можно визуально контролировать положение зубчатого венца пилы по отношению к опорной поверхности подающего конвейера. Данное обстоятельство сказывается на эмоционально-психологическом состоянии оператора и требует от него дополнительных затрат времени на операцию настройки станка. На рис. 68 приведена существующая схема управления положением пильного вала 1 станка ЦДК 5. Пильный вал 1 с определенным эксцентриситетом установлен в поворотных дисках 2, которые в свою очередь по внешнему диаметру базируются в опорах 3 по посадке Н7/g6. Через внутренние диаметры поворотных дисков 2 проходит вал 4, который синхронизирует движение дисков 2 в опорах 3. На валу 4 в пространстве между дисками 2 установлено червячное колесо 5, которое находится в кинематическом соединении с червяком 6, управляемым маховиком 7. На консоли пильного вала 1 установлены пилы 8. Под ними располагаются цепи 9 подающего конвейера, которые находятся в зацеплении с парой ведущих звездочек (на рис. 68 не показаны) и парой ведомых звездочек 10. На рис. 69 приводится схема управления положением пильного вала станка ЦДК 5 после модернизации. Как видно из рис. 69, ведомая пара звездочек 10 устанавливается на валу, имеющем сквозную полость, внутри которой располагается вал 11.
Рис. 68. Существующая схема управления положением пильного вала станка ЦДК 5
Рис. 69. Схема управления положением пильного вала станка ЦДК 5 после модернизации
На одной консоли вала 11 крепится управляющий маховик 7, а на другой - устанавливается муфта 13, соединяющая этот вал через гибкий вал 14 с червяком 5 механизма поворота пильного вала в его эксцентриковых опорах. Параметры гибкого вала выбираются в соответствии с ГОСТ 13225-80. Таким образом, согласно рис.69. оператор будет иметь возможность, не сходя с места позиции наблюдения за положением пильного вала, управлять правой рукой маховиком 7 и одновременно отслеживать меняющееся положение зубчатого венца пилы по отношению к базовой поверхности подающего конвейера.
Контрольные вопросы к заданию 1. В чем особенности базирования заготовок на прирезных станках типа ЦДК? 2. В чем состоит недостаток существующей схемы управления положением пилы на станках ЦДК? 3. Привести пример улучшения эргономических показателей прирезных станков.
Дереворежущего инструмента
Специального дереворежущего Инструмента
Специальным [43] называют режущий инструмент определенного вида (например, пила круглая, фреза сборная, сверло и т. д.), предназначенный для конкретных условий его эксплуатации. Исходными данными при проектировании специального инструмента служат чертеж на деталь, для обработки которой проектируется инструмент, годовая программа выпуска детали. Характеристика станка, на котором будет установлен инструмент. На каждом этапе проектирования следует учитывать требования, предъявляемые к дереворежущему инструменту: - по технологичности изготовления: простота конструкции, экономное расходование дефицитных материалов; - по надежности эксплуатации: обеспечение заданной производительности обработки. Обеспечение требуемой точности и шероховатости обработанной поверхности, высокие стойкость и ресурс инструмента, безопасность; - технологичность подготовки к работе: удобство заточки. Простота наладки и установки в станок, удобство уравновешивания быстровращающихся инструментов.
Проектирование сборных фрез
Сборные инструменты (рис. 70) состоят из корпуса 1, сменных режущих элементов 2, устройств их регулирования 3 и закрепления (4, 5). Наличие сменных режущих элементов позволяет существенно уменьшить расход инструментальных материалов и обеспечивает постоянство диаметра резания.
Рис. 70. Сборная фреза с клиновым креплением призматических ножей В практике деревообработки для плоского цилиндрического фрезерования используют обычно прямые призматические ножи. Призматический нож (рис. 70) прижимается к стенке корпуса специальной клиновидной планкой 4, с помощью винтов 5. Распорное усилие от каждого винта 5 создается при его вывинчивании из клина 4. Для того чтобы клин не смещался, головки прижимных винтов выполнены со сферической поверхностью. С помощью регулировочных винтов 3 производится настройка ножей 2 на величину выступа их лезвий по отношению к цилиндрической поверхности корпуса фрезы. Обычно величина выступа ножей типа I толщиной δ = 3 мм по ГОСТ Е567 –75 не превышает 1, 5 …2 мм.
Основные размеры ножей типа I приведены в табл. 23
Таблица 23 Параметры ножей
Ножи типа I однослойные изготовляют из сталей Р9; 9Х5ВФ; Х6ВФ. Угол заточки β = 40°±2. Твердость после закалки 55 … 59 HRC. Данные ножи затачивают по плоской задней поверхности на универсально-заточных или специализированных ножеточильных станках. Минимальная допускаемая ширина ножа Bmin по условиям надежного его закрепления составляет 15 … 20 мм. Разница между начальной B и минимальной Bmin шириной определяет ресурс ножа. Обычно на переточку предусматривают около половины начальной ширины. Следовательно, начальный размер ширины ножа B = 25 … 50 мм. Клиновидная планка 4 для стандартной сборной фрезы представлена на рис. 71. Клиновидная планка (клин) чаще всего имеет в сечении вид прямоугольной трапеции, высота которой приблизительно равна длине большего основания. Угол у основания трапеции зависит от величины переднего угла резания γ , т. е. φ = 90° – γ. Размеры клина l и l1, количество m распорных винтов выбирают по табл. 24 в зависимости от длины клина L, равной длине ножа. Неплоскостность поверхности клина, примыкающей к поверхности ножа, не более 0, 03 мм на 100 мм длины. Непрямолинейности вершины стружколомателя не должна превышать 0, 1 мм на 100 мм длины. Разность в массе клиньев, входящих в комплект фрезы, не должна превышать при массе клина до 100 г – 0, 2 г, от 100 до 300 г – 0, 3 г, свыше 300 г – 0, 1% массы клина. Распорные винты 5 (см. рис. 1) изготавливают из стали 45Х или 40Х, твердость HRC 35 … 42.
Рис. 71 Чертеж клиновидной планки
Таблица 24 Параметры клиновидных планок
Порядок проектирования сборных фрез следующий: - назначается материал для режущей части фрезы; - выбирается форма режущего элемента; - устанавливаются основные линейные и угловые параметры фрезы; - определяются конструктивные параметры фрезы; - рассчитываются устройства для регулирования и крепления режущих элементов; - разрабатывается рабочий проект чертежей на фрезу; - назначаются основные технические требования.
Фактор точности в процессе Эксплуатации фрез Подготовка ножей сборных фрез
Подготовка ножей к работе заключается в балансировке, уравновешивании, заточке, доводке и прифуговке. Балансировку ножей выполняют для того, чтобы добиться совпадения положения центра массы ножа с серединой его длины. Это позволяет существенно снизить уровень вибрации инструмента при вращении с большой частотой. Балансировку ножей выполняют на специальных балансировочных весах. Допускаемая величина дисбаланса не должна превышать 0, 4 % массы ножа. Уравновешивание ножей заключается в попарной подгонке их по массе. В результате при работе уменьшается неуравновешенная центробежная сила инерции. При уравновешивании нож укладывают поперек коромысла весов и лезвием прижимают к упору. Из каждой рабочей пары ножей выявляется нож с наибольшей массой и с его продольной грани стачивается избыточная часть металла. Допускаемая величина неуравновешенности не должна превышать 0, 4 % массы ножа. Балансировку ножей желательно повторять после 5…6 переточек. Заточка ножей заключается в восстановлении их режущих свойств, т.е. первоначальной остроты. В процессе заточки необходимо обеспечить высокую остроту лезвия (ρ = 5…7 мкм), его прямолинейность (не более 0, 05 мм на длине 1000 мм), заданную шероховатость задней грани ножа (Ra ≤ 0, 8) и постоянство угла заострения (β = 40 ±10). Ножи фуговальных станков затачиваются торцом чашечно-цилиндрического абразивного круга по задней грани на ножеточильных станках типа ТчН. Доводку ножей выполняют для снижения шероховатости граней ножей и повышения остроты режущей кромки. Доводку выполняют сначала по задней, затем по передней грани ножа кругообразными движениями оселка, постепенно снижая давление и периодически смачивая оселок водой. Ширина доводочной фаски по задней грани в зоне лезвия составляет 0, 5…1, 0 мм.
К фуговальным станкам Установка ножей состоит в их выверке и закреплении в корпусах ножевого вала и кромкофуговальной головки. К установке ножей предъявляют следующие требования: - лезвия ножей должны располагаться на одной окружности резания с точностью ∆ ≤ 0, 02…0, 05 мм при обеспечении их параллельности оси инструмента (допускаемая непараллельность 0, 5 мм на длине 1000 мм); - непараллельность лезвия установленного ножа рабочей поверхности заднего стола не должна превышать 0, 1 мм на длине 1000 мм; - окружность резания ножей должна располагаться на 0, 02…0, 03 мм выше рабочей плоскости заднего стола; - выставка ножа из корпуса ножевого вала не должна превышать 3 мм для обеспечения достаточной жесткости его рабочей части. Перед установкой ножей в ножевой вал необходимо: - освободить распорные винты крепления ножей и снять затупившиеся ножи и клиновые планки; - очистить опорные поверхности ножей, клиновых планок и пазы корпуса ножевого вала от стружки и пыли. Жесткие требования к точности установки ножей определяют значительную трудоемкость этой операции. Для облегчения точной выставки ножей разрабатываются специальные приборы и приспособления.
а – деревянным бруском или поверочной линейкой; б - шаблоном; в – приспособлением с индикатором.
В простейшем случае установку ножей выполняют при помощи деревянного бруска сечением 30х50 мм и длиной 400 мм (рис.76, а) из древесины твердых лиственных пород. Брусок 1 укладывают на задний стол станка так, что его консольная часть располагается над ножевым валом 3. Заточенный нож 2 выдвигается до касания лезвия с поверхностью бруска при помощи пружин 4 или регулировочных винтов. Нож сначала выверяют с одного конца вала и слегка закрепляют распорным винтом. Затем за счет перестановки бруска выверяют положение другого конца ножа. Когда лезвие ножа по всей длине будет касаться опорной поверхности бруска, распорные винты окончательно подтягивают. Также устанавливают второй нож. Установку ножей можно производить с помощью шаблона, выполненного в виде скобы (рис.76, б). Корпус 1 шаблона базируется на цилиндрической поверхности ножевого вала. Вращая винт 2, устанавливают и фиксируют гайкой 3 такое положение торцовой плоскости упора 4 по высоте, которое обеспечило бы оптимальный выступ ножа над корпусом ножевого вала. При выставке каждый нож выдвигается до касания с плоскостью упора. Перемещая скобу вдоль ножевого вала, добиваются параллельности лезвий ножей оси вала. Приспособление с индикатором (рис.76, в) позволяет устанавливать лезвия ножей на одной окружности резания с точностью до 0, 02 мм. Это приспособление представляет собой корпус 1 в основании которого имеются точно пришлифованные платики 5. На консоли корпуса 1 с помощью винта 3 устанавливается индикатор 2 часового типа с ценой деления 0, 01 мм. При установке приспособления на задний стол станка ножи выдвигаются, перемещая упор индикатора вверх. Контроль положения ножей ведут по шкале индикатора. Рассмотренные выше методы установки ножей являются наиболее известными. Наряду с этими методами заслуживают внимание еще ряд предложений, обеспечивающих более высокие технико-экономические показатели, в проводимой операции по установке ножей.
Установка ножей по методу Кольцевого базирования Этот метод впервые был защищен авторским свидетельством СССР № 460996 с приоритетом от 1973 г. сотрудниками Ленинградской лесотехнической академии Лобановым Л.А. и Герчиковым Л.З. Суть этого метода (рис.77) заключается в том, что по краям корпуса фрезы 1 устанавливаются по неподвижной посадке два кольца 2. По внутреннему диаметру колец 2 ножи имеют возможность располагаться на единой базовой поверхности. При этом точность установки ножей зависит главным образом от точности изготовления колец 2 и способа их сопряжения с корпусом. Для того чтобы эта задача решалась наиболее полно, на кафедре станков и инструментов УГЛТУ было предложено: после установки колец 2 по краям корпуса фрезы производить окончательную обработку этих колец по внутреннему диаметру одновременно с обработкой подшипниковых шеек вала сборной фрезы.
Рис. 77. Сборная фреза с установочными кольцами.
. Это обеспечивает наиболее высокий уровень соосности базовых поверхностей установочных колец. Конструктивно установка ножей по методу кольцевых баз показана на рис. 77. Для того чтобы внутренний диаметр колец не препятствовал осевому смещению ножей в процессе их установки, в кольцах предусматриваются специальные радиальные пазы. Количество радиальных пазов соответствует числу пар установленных ножей. Контакт лезвия ножа с установочной поверхностью обеспечивается либо усилием пружин (рис.75), на которые опирается нож, либо за счет вывинчивания специальных установочных винтов 1 (рис.75). При этом в месте контакта лезвия с кольцом могут возникать достаточно высокие контактные напряжения. С учетом многократного повторения настроечных операций в зоне контакта могут наблюдаться явления износа триботехнического характера. Поэтому усилие при контакте лезвий ножей с установочной базой должно быть ограничено определенным допуском. На кафедре станки и инструменты УГЛТУ экспериментально было установлено, что удельная сила прижима ножа к базовой поверхности кольца в среднем не должна превышать 2…3 (Н) на 1 мм ширины контактной поверхности кольца, выполненного из конструкционной стали 45. В этом случае величина контактной деформации практически не сказывается на конечном результате точности установки ножей. По данным кафедры станки и инструменты на основе метода кольцевого базирования точность установки ножей может быть обеспечена в пределах до 0, 03 мм. Вероятную разность в радиусах резания ножей можно вычислить по формуле
где ∆ 1 – погрешность формы опорной поверхности кольца; ∆ 2 – погрешность, вызванная неравномерным смятием лезвия ножа при его контакте с опорной поверхностью кольца; ∆ 3 – погрешность, определяемая несоосностью базирующих и установочных поверхностей кольца; ∆ 4 - погрешность, определяемая зазором при посадке кольца на корпус фрезы.
Рис.78. Установка ножей по методу кольцевых баз
Резания Наряду с механическими способами установки ножей на практике находит применение особый метод выравнивания радиусов резания, получивший название динамической фуговки. Этот метод заключается в сошлифовывании с ножей части материала мелкозернистым оселком при вращении инструмента с нормальной рабочей скоростью. Суппорт с абразивным бруском (24АМ28С1К) осторожно подводят к окружности резания ножей. При появлении искр выполняют продольную подачу со скоростью 1… 2 м/мин. Поперечную подачу (0, 005 мм на двойной ход) осуществляют, надвигая брусок на ножи, когда он находится за пределами вала. Фугование проводят до тех пор, пока не появятся фаски на всех ножах. Ширина фуговочной фаски не должна превышать 0, 15… 0, 5 мм, что требует [44] достаточно точной предварительной выставки всех ножей на один номинальный радиус резания. Фугование ножей позволяет улучшить качество обработки за счет повышения точности сборной фрезы. В современных учебниках по дисциплинам " Оборудование отрасли" и " Резание древесины" [44, 45] указывается, что для обработки древесины со скоростью подачи свыше 20 м/мин обязательна динамическая (при вращении инструмента с нормальной рабочей скоростью) фуговка ножей с целью выравнивания их радиусов резания. Однако ни в одном из указанных источников и других работах не рассматривается вопрос взаимосвязи предельно допустимой фаски (обозначим ее буквой А) и той степенью неточности ∆, которую имела данная фреза до момента ее прифуговки. Согласно рис.79 величина фугованной фаски для заданных параметров фрезы в первом приближении может быть найдена из треугольников ВСМ и ВСД как разность отрезков ВМ и ВД. Конечное выражение взаимозависимости размера фугованной фаски А и исходной точности инструмента ∆ будет иметь вид
где β – угол заострения лезвия ножа, град; γ – передний угол резания фрезы, град. Фактический размер фаски соответствует длине дуги КL (рис.79), которая образуется в результате пересечения окружности R2 с линиями передней и задней грани резца. При известных значениях координат точек К и L кратчайшее расстояние между ними может быть найдено из выражения
Рис. 79. Расчетная схема по определению фугованной фаски
где А – расстояние между координатами точек К и L: x1, y1 – координаты точки К: x2, y2 – координаты точки L. Для нахождения координат точек К и L необходимо составить и решить соответствующие системы уравнений окружности с радиусом R2 и прямых в плоскости передней и задней грани. Согласно рис.7 уравнение окружности будет иметь вид
где x0 = 0 и y0= R + ∆ - координаты окружности. Уравнение прямой, находящейся в плоскости передней грани
где γ – передний угол, град; x1 и y1 - координаты точки К. Уравнение прямой, находящейся в плоскости задней грани
где β – угол заострения резца, град; x2 и y2 – координаты точки L. Для нахождения координат точек К и L системы уравнений будут иметь вид
Решим задачу по определению величины фугованной фаски для конкретного случая: Диаметр фрезы D = 200 мм; Предварительная точность установки резцов ∆ = 0, 2; Контурные углы резания γ = 250, β = 400. Координатный метод определения взаимозависимости рассматриваемых параметров позволил подтвердить корректность некоторых упрощений при решении данной задачи более простым геометрическим способом. При этом расхождения результатов расчетов не превысили 1 %. Например для условия: γ = 300; β = 400; ∆ = 0, 1 мм; радиус резания R = 50 мм величина фаски А по формуле 16 составила А1 = 0, 21701 мм, а по уточненным расчетам А2 = 0, 21913. Процентное расхождение оказалось всего 0, 967 % Таким образом, для ведения практических расчетов по определению величины фугованной фаски в зависимости от исходной точности инструмента вполне можно пользоваться формулой (128).
Контрольные вопросы и задания 1. Охарактеризуйте такой вид резания древесины как фрезерование. 2. Каким показателем оценивается точность фрез? 3. Как производится установка ножей в ножевые валы фуговальных станков? 4. Привести вывод формулы для оценки зависимости прифуговочной фаски от исходной точности фрезы. 5. В чем особенность кольцевого метода установки ножей в корпусе сборной фрезы? 6. Описать порядок установки ножей по методу кольцевого базирования.
Применение гидропластмассы Примеры использования гидрозажимных устройств
Как видно из рис. 80, самоцентрирующаяся втулка 2 устанавливается на консоли шпинделя 1 по напряженной посадке, после чего наружная поверхность втулки обрабатывается до нужного посадочного размера корпуса фрезы 3. Самоцентрирование корпуса фрезы 3 по отношению к оси шпинделя достигается за счет разжима наружной поверхности втулки 2 на участке с утонченными стенками, на которые может воздействовать находящаяся под давлением гидропластмасса. Для размещения гидропластмассы в шпинделе имеется один осевой канал и два сквозных радиальных канала. Один радиальный канал служит для сообщения осевого канала с внутренней полостью тонкостенной втулки 2, а другой – выполняет функции выпускного отверстия. В рабочем состоянии канал с выпускными отверстиями закрыт винтами-заглушками 4. Рабочее давление гидропластмассы обеспечивается при завинчивании нажимного винта 5, который в свою очередь воздействует на плунжер 6. Таким образом, нажимной винт 5 с плунжером 6 образуют силовой узел. Размеры нажимных винтов и плунжеров для самоцентрирующих приспособлений нормализованы [47].
Рис. 80. Схема установки фрезы за счет самоцентрирующейся втулки
Рис. 81. Схема для расчета параметров гидрозажимного устройства
Последовательность расчета Пример расчета Исходные данные: - наружный диаметр тонкостенной втулки Dн = 50 мм; - установочная длина втулки Lу= 120 мм; - диаметр плунжера d0 = 10 мм; - средний радиус резьбы нажимного винта М18х1, rср = 8, 459 мм; - максимальный зазор в соединении фреза – шпиндель Smax = 0, 03 мм.
Требуется определить недостающие параметры тонкостенной втулки. Решение: 1.Определяем ориентировочное значение толщины стенки тонкостенного участка втулки по формуле 1 h = 0, 015× 50 + 0, 5 = 1, 25 мм, принимаем h = 1 мм. 2. Находим допустимую деформацию втулки по формуле 2 DDдоп = 0, 002× 50 = 0, 1 мм, так как DDдоп > Smax = 0, 03 можно констатировать: центрирование и зажим фрезы обеспечивается. 3. Определяем требуемое давление в полости втулки по формуле 3
4. Находим минимально необходимое усилие от нажимного винта, формула 4
5. Необходимая сила, прикладываемая к рукоятке винта, находится по формуле 5, при этом конструктивно принимаем расстояние от точки приложения силы Т до оси винта: а = 80 мм; tga = S/p dср =1/p 16, 918 = 0, 0188, a = 1, 0780; jпр = 6, 660;
Принимаем Т ≤ 20 Н. 6. Находим высоту рабочей полости тонкостенной втулки по формуле 6
толщина опорных поясков втулки t =H + h = 8 мм. Таким образом, внутренний диаметр втулки Dв = Dн – 2t = 34 мм. 7. Определяем по формуле 7 длину посадочных поясков втулки
8. Длина тонкостенной части втулки L = Lу – 2в = 120 – 20 = 100 мм
Отечественными производителями предлагается несколько марок гидропластмасс: СМ, ДМ, МАТИ-1-4. По совокупности свойств на наш взгляд наиболее приемлемой для гидрозажимных устройств в деревообработке является марка СМ. В состав гидропластмассы марки СМ входит до 10 % полихлорвиниловой смолы марки М, 88 % дибутилфтолата и до 2 % стеарата кальция в качестве стабилизатора. Температура плавления данной гидропластмассы от 1200С. По внешнему виду гидропластмасса марки СМ слегка прозрачная коричневая масса, напоминающая сырой каучук, который может просачиваться в зазоры £ 0, 01…0, 02 мм при давлении > 30 МПа. Гидропластмассу заливают в приспособление в расплавленном виде. Перед заливкой приспособление подогревают до температуры 120…1600С. Заливают массу обычно через отверстие для силового плунжера, обеспечивая выход воздуха из полости камеры через какое-либо другое отверстие. Заливку массы рекомендуется выполнять не самотеком, а путем нагнетания специальной масленкой под давлением. По данным фирмы Weinig благодаря гидрозажимным механизмам точность центрирования фрез может быть повышена с 0, 05 мм до 0, 005 мм.
Контрольные вопросы и задания 1. Как определяется на практике точность насадных фрез? 2. По какой посадке устанавливают насадные фрезы на рабочий участок шпинделя? 3. В чем принцип установки фрез с помощью гидрозажимных устройств? 4. Пояснить по эскизу конструкцию гидрозажимного устройства. 5. Привести алгоритм расчета гидрозажимного устройства. 6. Охарактеризовать технологию изготовления тонкостенной втулки гидрозажимного устройства.
Глава 5. Разработка конструкций Нестандартного оборудования
Примеры разработки нестандартного оборудования и модернизации Существующих станков
Популярное:
|
Последнее изменение этой страницы: 2017-03-09; Просмотров: 954; Нарушение авторского права страницы
 , (115)
, (115)



 , (116)
, (116)
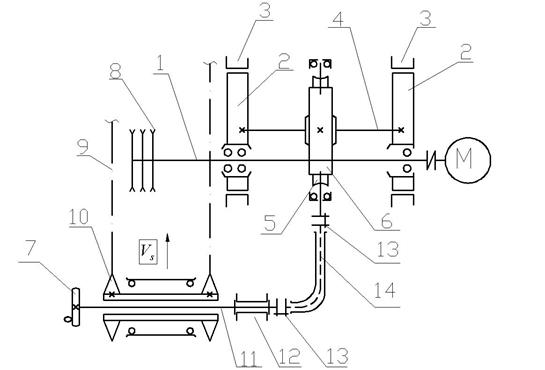


 Рис. 76. Выверка ножей в ножевом валу фуговального станка:
Рис. 76. Выверка ножей в ножевом валу фуговального станка: 
 , (127)
, (127)
 , (128)
, (128) , (129)
, (129)
 , (130)
, (130) , (131)
, (131) , (132)
, (132)




 16, 48 МПа
16, 48 МПа Н
Н = 17, 92 Н
= 17, 92 Н = 7, 36 мм, принимаем Н = 7 мм, отсюда
= 7, 36 мм, принимаем Н = 7 мм, отсюда = 9, 2 мм, принимаем в = 10 мм.
= 9, 2 мм, принимаем в = 10 мм.