|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Станок для шлифования прямых
Профильных деталей
Шлифование прямых профильных деталей на практике нередко осуществляется на универсальных фрезерных станках легкого типа. При этом на шпиндель этих станков вместо насадной фрезы устанавливается объемный абразивный круг из нетканого материала. Такие круги, например, широко рекламирует компания «Лайнер-Белт». С этой же целью используются шлифовальные головки щеточного типа. Мощность, необходимая непосредственно для шлифования в рассматриваемом случае, как правило, не превышает 0, 4 … 0, 5 кВт. Для удаления образующихся в процессе шлифования отходов шлифовальный инструмент оборудуется пылеприемником, который в современных условиях присоединяют к автономному стружкоотсосу типа УВП 1000 с мощностью привода 0, 75 кВт. Таким образом, для осуществления процесса шлифования профильных погонажных деталей традиционным способом без учета механизма подачи в приводах используются два независимых электродвигателя. Предлагается объединить два независимых механизма: механизм шлифования и механизм аспирации отходов в один механизм, с приводом от одного общего двигателя. Такое объединение может позволить сэкономить производственную площадь и сократить суммарные затраты, связанные с решением задачи шлифования профильных погонажных деталей. Как видно из рис. 66, станок [42] для шлифования прямых профильных деталей включает в себя вертикально установленный шпиндель 1, на верхней части консоли которого последовательно установлены вентиляторное колесо 2 и профильный шлифовальный круг 3. Привод шпинделя осуществляется от электродвигателя 4 через ременную передачу 5. Обрабатываемая деталь 6 базируется по двум плоскостям: по горизонтальной плоскости стола 7 и вертикальной плоскости направляющих линеек 8. Направляющие линейки 8 жестко соединены с ограждением 9 и вместе с последним могут перенастраиваться в горизонтальной плоскости относительно оси шпинделя 1 за счет пазов 10. При правильной настройке линеек 8 образующие абразивного круга 3 должны выступать за базовую плоскость этих линеек на величину, превышающую глубину профиля шлифуемой детали на 0, 2…0, 4 мм. При этом в зоне шлифования будет обеспечен необходимый контакт без искажения прямолинейности детали в процессе шлифования. Вентиляторное колесо 2 совместно с ограждающим его кожухом 11 образуют центробежный вентилятор, который посредством фланца 12 соединяется с пылеотделителем, состоящим из трех частей: циклонного элемента 13, матерчатого фильтра 14 и накопительной емкости отходов 15. Для того чтобы рассчитать геометрические параметры данного вентилятора, примем за основу следующие показатели проектируемого станка: частота вращения шпинделя n = 2000 мин -1, производительность вентилятора Q = 1000 м3/ ч или Q = 0, 277 м3/с, развиваемый вентилятором напор Н = 800 Па. Пользуясь методиками [41, 42], находим, что диаметр входного отверстия данного вентилятора равен D0 = 0, 180 м, диаметр рабочего колеса D2 = 0, 270 м Число лопаток колеса 2 находим по формуле [41]
где D1 - внутренний диаметр колеса 2 (рис.67.) примем конструктивно D1 = 70 ммм Отсюда Z = 5, 338, принимаем Z = 6. Ширина рабочего колеса вентилятора при коэффициенте запаса К = 1, 5 составит В = 68 мм. Величина раскрытия спирального корпуса вентилятора равна А = 80 мм. Стрела кривизны ¦ лопаток вентиляторного колеса для условия оптимального угла b2 = 140…160 на входе воздушного потока [41] составит ¦ = 28 мм, рис. 67.
Рис. 66. Станок для шлифования прямых профильных деталей
Диаметр цилиндра циклонного элемента 13 принимаем равным D = 0, 5 м. Высота емкости матерчатого фильтра при скорости выходящего воздуха V £ 0, 2 м/с должна быть не менее 750 мм. Высота накопительной емкости ограничивается свободным пространством под циклонным элементом. Мощность приводного электродвигателя для проектируемого станка составит Р = 1, 1 кВт. В данном случае удалось объединить два механизма: механизм шлифования прямых профильных деталей и механизм удаления отходов из зоны шлифования.
Рис. 67. Схема к определению геометрических параметров вентилятора
Контрольные вопросы и задания
1. Технологические особенности шлифования профильных поверхностей. 2. Комплексное решение вопроса профильного шлифования и создания экологически безопасных условий труда станочника.
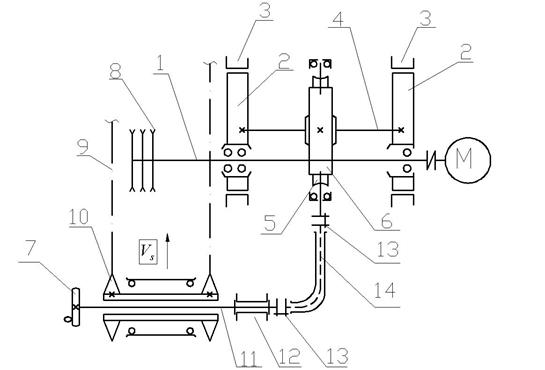
Модернизация прирезных Круглопильных станков В отечественной промышленности наиболее широко применяются станки прирезные однопильные модели ЦДК4 и станки прирезные многопильные модели ЦДК5 ( до 7 пил ) и ЦМР ( до 10 пил ). Данные станки применяются в мебельном, столярном и других деревообрабатывающих производствах. Особенно эффективно применение этих станков в тех случаях, когда необходимо получать строго прямолинейный рез, например, для склейки без предварительной прифуговки [26]. Точность выпиливаемых деталей по критерию прямолинейности поверхности пропила не должна превышать 0, 25 мм на длине 1000 мм, равномерность ширины или толщины отпиленных планок не более 0, 3 мм на длине 1000 мм. Повышенная точность прирезных станков обусловлена особенностями базирования обрабатываемых заготовок на рифленых поверхностях конвейера, траектория движения которого задается положением призматических направляющих. Таким образом, чем точнее выполнена кинематическая пара конвейер-направляющие с учетом правильного положения пильного вала и прижимных роликов, тем выше точность выпиливаемых деталей. В процессе движения заготовка удерживается силами трения где g – нормальное давление со стороны прижимных вальцов, Н; G – вес детали, Н; f2 = 0, 5 …0, 6 – коэффициент сцепления рифленой поверхности конвейера с древесиной; f1 = 0, 4 - коэффициент трения между прижимным вальцом и заготовкой. Для надежного преодоления суммы сил сопротивления подаче заготовка должна прижиматься силами в пределах F = 300…500 Н. По правилам неподвижного базирования никакие другие силы, кроме обозначенных выше, в процессе движения заготовки проявляться не должны. На самом деле мы видим, что со стороны направляющей линейки на заготовку также могут действовать (обычно не учитываемые) силы бокового давления. Объясняется это тем, что направляющая линейка представляет собой еще одну самостоятельную базу, совпадение которой по вектору движения с основной базой – направляющие конвейера – практически обеспечить невозможно. С другой стороны, базовая кромка обрабатываемой заготовки также имеет допустимые отклонения. Например, кромки обрезных досок после лесопильной рамы могут иметь непрямолинейность до 1 мм/ 1000 мм. В процессе начального движения заготовка ориентируется по направляющей линейке. Затем, после входа переднего торца заготовки под прижимные ролики начинает происходить неизбежное перебазирование заготовки, которое целиком зависит от конкретного уровня неточности в системе конвейер, деталь и линейка. При этом уровень боковых смещающих заготовку сил может достигать значительных величин, сравнимых с силами, определяемых формулой (116). Поэтому одним из возможных направлений модернизации прирезных станков может быть изменение функции направляющей линейки. Например, оставить за линейкой функции ориентирующего элемента в момент начального базирования детали. Затем после того, как заготовка начинает перемещение по закону движения конвейера, направляющая линейка отодвигается на 3…4 мм от заготовки до момента пока ее задний торец не пройдет передний прижим. Перед входом очередной заготовки линейка должна занять свое исходное положение. Реализация модернизации в данном направлении поможет снизить неравномерность износа текстолитовых направляющих. При эксплуатации существующих станков типа ЦДК оператор в процессе установки пилы (пил) на рабочий вал вынужден совершать неоднократные переходы от главного пульта управления, до места у станка, с которого можно визуально контролировать положение зубчатого венца пилы по отношению к опорной поверхности подающего конвейера. Данное обстоятельство сказывается на эмоционально-психологическом состоянии оператора и требует от него дополнительных затрат времени на операцию настройки станка. На рис. 68 приведена существующая схема управления положением пильного вала 1 станка ЦДК 5. Пильный вал 1 с определенным эксцентриситетом установлен в поворотных дисках 2, которые в свою очередь по внешнему диаметру базируются в опорах 3 по посадке Н7/g6. Через внутренние диаметры поворотных дисков 2 проходит вал 4, который синхронизирует движение дисков 2 в опорах 3. На валу 4 в пространстве между дисками 2 установлено червячное колесо 5, которое находится в кинематическом соединении с червяком 6, управляемым маховиком 7. На консоли пильного вала 1 установлены пилы 8. Под ними располагаются цепи 9 подающего конвейера, которые находятся в зацеплении с парой ведущих звездочек (на рис. 68 не показаны) и парой ведомых звездочек 10. На рис. 69 приводится схема управления положением пильного вала станка ЦДК 5 после модернизации. Как видно из рис. 69, ведомая пара звездочек 10 устанавливается на валу, имеющем сквозную полость, внутри которой располагается вал 11.
Рис. 68. Существующая схема управления положением пильного вала станка ЦДК 5
Рис. 69. Схема управления положением пильного вала станка ЦДК 5 после модернизации
На одной консоли вала 11 крепится управляющий маховик 7, а на другой - устанавливается муфта 13, соединяющая этот вал через гибкий вал 14 с червяком 5 механизма поворота пильного вала в его эксцентриковых опорах. Параметры гибкого вала выбираются в соответствии с ГОСТ 13225-80. Таким образом, согласно рис.69. оператор будет иметь возможность, не сходя с места позиции наблюдения за положением пильного вала, управлять правой рукой маховиком 7 и одновременно отслеживать меняющееся положение зубчатого венца пилы по отношению к базовой поверхности подающего конвейера.
Контрольные вопросы к заданию 1. В чем особенности базирования заготовок на прирезных станках типа ЦДК? 2. В чем состоит недостаток существующей схемы управления положением пилы на станках ЦДК? 3. Привести пример улучшения эргономических показателей прирезных станков.
Популярное:
|
Последнее изменение этой страницы: 2017-03-09; Просмотров: 625; Нарушение авторского права страницы
 , (115)
, (115)



 , (116)
, (116)