Разработка технологии изготовления оболочковой детали
Лабораторная работа
Разработка технологии изготовления оболочковой детали
Проверил: Лукин Л. Л.
Выполнил:
студент группы С08-041-1 Каиров Ф.Ф.
Ижевск 2016
Цель работы:
Разработать технологию изготовления оболочковой детали. Произвести необходимые расчеты по операциям изготовления детали, подобрать необходимое оборудование для изготовления детали и разработать маршрутно-операционный технологический процесс ее производства.
| Кафедра ПММ
| Отчет по лабораторной работе на тему «Разработка прогрессивной технологии изготовления оболочковых деталей из листовых заготовок»
| Группа С08-041-1
Каиров Ф. Ф.
|
|
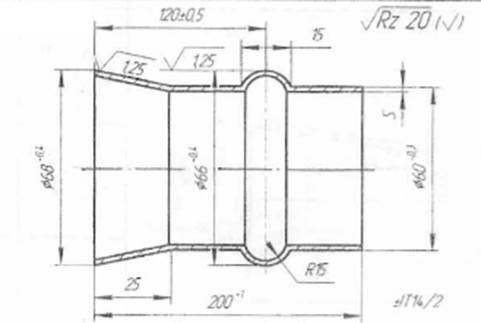
| Чертеж оболочки
| Вариант 5-2
|
| Исходная информация
|
| 1.1 Марка материала, ГОСТ: МА-8 ГОСТ 14957-76
|
| 1.2 Механические свойства:
σ в = 250 МПа
σ 0, 2 = 1400 МПа
δ = 15%, ψ = 35%
|
| 1.3 Технологические свойства:
m1 = 70 %
m2 = 74 %
ε пр = 50 %
|
|
| Варианты технологий изготовления детали
|
| Вариант 1
| Вариант 2
|
| № опер.
| Содержание операции (текст)
| № опер.
| Содержание операции (текст)
|
|
| Входной контроль
проверить трубу на соответствие ГОСТ (ТУ) по размерам и марке материала
|
| Входной контроль
проверить лист на соответствие ГОСТ (ТУ) по размерам и марке материала
|
|
| Резка
отрезать трубу по длине
|
| Резка
резать лист на полосы
|
|
| Слесарная
снять заусенцы и острые кромки
|
| Резка
Резать полосы на карты
|
|
| Сварка
Сварить к трубе днище
|
| Вырубка (вырезка)
резать заготовку из полосы (карты)
|
|
| Ротационная вытяжка
вытянуть заготовку
|
| Виброголтовочная
снять заусенцы и острые кромки
|
|
| Гидроударная штамповка
|
| Вытяжка
вытянуть заготовку за две операции
|
|
| Токарная
Срезать дно
|
| Ротационная вытяжка
вытянуть заготовку за три операции
|
|
| Слесарная
Снять заусенцы и очистить
|
| Токарная
отрезать напуск с торца, подрезать торец в размер и срезать дно
|
|
| Контроль
контроль изделия по чертежу
|
| Гидроударная штамповка
Развальцевать полуторовое расширение
|
|
|
|
| Слесарная
снять заусенцы и очистить
|
|
|
|
| Контроль
контроль изделия по чертежу
|
|
| Краткое обоснование выбора варианта технологии
|
| Выбор второго варианта изготовления детали обоснован:
1) КИМ первого варианта меньше чем у второго;
2) Лучшее качество получаемой детали
3) Простота оснастки
|
|
| Маршрутный технологический процесс выбранного варианта
|
| № опер.
| Наименование операции
| Наименование и модель обор.
| Схема выполнения операции
|
|
| Входной контроль
проверить лист на соответствие ГОСТ (ТУ) по размерам и марке материала
| Контрольный пост (на складе заготовок)
|
–––––––––––––––––––
|
|
| Резка
резать лист на полосы
| Листовые ножницы с наклонным ножом
|


|
|
| Резка
Резать полосы на карты
| Ножницы дисковые Н4414
|

|
|
| Вырубка (вырезка)
резать заготовку из полосы (карты)
| Дисковые ножницы
| Схема ножниц
 1-загатовка; 2-дисковые ножницы
1-загатовка; 2-дисковые ножницы
|
|
| Виброголтовочная
снять заусенцы и острые кромки
| Виброголтово-ный барабан модели ВД-500
|
–––––––––––––––––––
|
|
| Вытяжка
вытянуть заготовку за две операции
| Гидравлический пресс П6332В
| 
|
|
| Ротационная вытяжка
вытянуть заготовку за две операции
| Токарно-винторезный специализированный станок 16П25Сп
| 
|
|
| Токарная
отрезать напуск с торца, подрезать торец в размер и срезать дно
| Токарно-винторезный станок 1К62
| 
|
|
| Гидроударная штамповка
Развальцевать полуторовое расширение
| Гидроударная установка
«Сигма-Иж»
| 
|
|
| Гидроударная штамповка
пробить отверстие на дне
|
|
|
|
| Слесарная
снять заусенцы и очистить
| Верстак слесарный
|
–––––––––––––––––––
|
|
| Контроль
контроль изделия по чертежу
| Стол контролера
|
–––––––––––––––––––
|
| | | | | | | | |
Технологические расчеты по операциям
Выбор заготовки и расчет исходных размеров
Изготовление оболочковой детали типа труба производится из листа по ГОСТ 19807-91. Для расчета заготовки использованы все необходимые размеры по номинальному значению.
Расчет размеров заготовки из листа под прессовую и ротационную вытяжку
Расчет толщины листа под прессовую и ротационную вытяжку
Для оболочек с постоянной толщиной стенки толщину исходной листовой заготовки определяется по формуле:


= 

где  внутренний диаметр оболочки, равный диаметру оправки, мм;
внутренний диаметр оболочки, равный диаметру оправки, мм;

 – толщина стенки изделия, мм.
– толщина стенки изделия, мм.
Сопоставим полученное значение со значением  из зависимости:
из зависимости:

где k – коэффициент пропорциональности.
Согласно сортаменту листов из титана и титановых сплавов ГОСТ 22178-76 выбираем прокат толщиной листа Sзаг = 4 мм [1].
Гидроударная штамповка
ГУШ производится на гидроударном прессе «Сигма-Иж».
Обжим обечайки
Важнейшим параметром при ГУШ является минимальное давление Р0:

где  – предел текучести равен 140 МПа;
– предел текучести равен 140 МПа;  – радиус оболочки равен 60 мм; – толщина стенки оболочки равна 1, 2 мм.
– радиус оболочки равен 60 мм; – толщина стенки оболочки равна 1, 2 мм.

Определим требуемую энергию удара по зависимости:

где  – требуемая энергия удара;
– требуемая энергия удара;  – объём жидкости в ударной камере;
– объём жидкости в ударной камере;  -модуль объёмной упругости жидкости в ударной камере (
-модуль объёмной упругости жидкости в ударной камере (  ).
).
Объем жидкости в общем случае включает две составляющие:

где  ;
;  – объем жидкости, определенный как разница объемов, занимаемых деталью и заготовкой, для разделительных операций может н учитываться;
– объем жидкости, определенный как разница объемов, занимаемых деталью и заготовкой, для разделительных операций может н учитываться;

Откуда получаем

Назначим массу бойка  и определим скорость удара:
и определим скорость удара:

Уточним требуемую энергию удара:

где  – плотность жидкости в камере (1000 кг/м^3);
– плотность жидкости в камере (1000 кг/м^3);  – скорость звука в жидкости (1400 м/с);
– скорость звука в жидкости (1400 м/с);  – скорость удара.
– скорость удара.
Черновая подрезка торца
Необходимо удалить припуск на черновую подрезку торца h'= 4, 86 мм и дно h’’= 8 мм. Самый простой способ это – отрезать данные части.
Для того, чтобы отрезать данный припуск используем отрезной резец с режущей частью из твёрдого сплава ВК6 по ГОСТ 6743 - 61.
Скорость резания при отрезании определится по формуле:
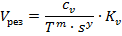
где  – коэффициент, учитывающий условия обработки;
– коэффициент, учитывающий условия обработки;
Т - средние значение стойкости (Т = 60 мин.);
s - поперечная подача;
y и m — показатели степеней;
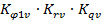
Kv - общий поправочный коэффициент на скорость резания.
Учитывая, что материал обрабатываемой заготовки МА-8 и диаметр 60 мм выбираем подачу snon = 1, 1 мм/об.
Определяем коэффициенты из справочника [2] для отрезания резцом из твердого сплава ВК6:
= 243; у = 0, 40; m = 0, 20;

где  — коэффициент, учитывающий качество обрабатываемого материала;
— коэффициент, учитывающий качество обрабатываемого материала;  - состояние обрабатываемой поверхности;
- состояние обрабатываемой поверхности;  - материал режущей части;
- материал режущей части;  – учитывают параметры резца, главный угол в плане, вспомогательный угол в плане, радиус при вершине, поперечное сечение державки,
– учитывают параметры резца, главный угол в плане, вспомогательный угол в плане, радиус при вершине, поперечное сечение державки,  - учитывает вид обработки.
- учитывает вид обработки.
 – учитываются только для резцов из быстрорежущей стали.
– учитываются только для резцов из быстрорежущей стали.


Тогда скорость резания равна:

Частота вращения шпинделя определится по формуле:

где D - наружный диаметр оболочки (D = 62, 4 мм).
Сила резания определится по формуле:

где  – длина лезвия резца (при отрезании, подрезании);
– длина лезвия резца (при отрезании, подрезании);
 - показатели степеней;
- показатели степеней;
Ср – постоянная.
Ср =92; 



Тогда сила резания Pz будет равна:

Мощность резания рассчитаем по формуле:

Значения режимов соотнесены с параметрами станка 1К62.
Чистовая обработка
Необходимо удалить припуск на чистовую подрезку торца h" = 2, 45 мм и дно h’’= 8 мм. Инструмент - подрезной резец с режущей частью из твёрдого сплава ВК6 по ГОСТ 6743 -61.
Скорость резания при отрезании определится по формуле:

Определяем коэффициенты из справочника [2] для чистового [подрезания торца резцом из твёрдого сплава ВК6:



Тогда

Частота вращения шпинделя определится по формуле:

где D - наружный диаметр оболочки (D = 62, 4 мм).
Сила резания определится по формуле:
- показатели степеней;
Ср – постоянная.
Ср =92;


Тогда сила резания Pz будет равна:

Мощность резания рассчитаем по формуле:

Заключение по работе
Список используемой литературы
Лабораторная работа
Разработка технологии изготовления оболочковой детали
Проверил: Лукин Л. Л.
Выполнил:
студент группы С08-041-1 Каиров Ф.Ф.
Ижевск 2016
Цель работы:
Разработать технологию изготовления оболочковой детали. Произвести необходимые расчеты по операциям изготовления детали, подобрать необходимое оборудование для изготовления детали и разработать маршрутно-операционный технологический процесс ее производства.
| Кафедра ПММ
| Отчет по лабораторной работе на тему «Разработка прогрессивной технологии изготовления оболочковых деталей из листовых заготовок»
| Группа С08-041-1
Каиров Ф. Ф.
|
|
| Чертеж оболочки
| Вариант 5-2
|
|
| Исходная информация
|
| 1.1 Марка материала, ГОСТ: МА-8 ГОСТ 14957-76
|
| 1.2 Механические свойства:
σ в = 250 МПа
σ 0, 2 = 1400 МПа
δ = 15%, ψ = 35%
|
| 1.3 Технологические свойства:
m1 = 70 %
m2 = 74 %
ε пр = 50 %
|
|
| Варианты технологий изготовления детали
|
| Вариант 1
| Вариант 2
|
| № опер.
| Содержание операции (текст)
| № опер.
| Содержание операции (текст)
|
|
| Входной контроль
проверить трубу на соответствие ГОСТ (ТУ) по размерам и марке материала
|
| Входной контроль
проверить лист на соответствие ГОСТ (ТУ) по размерам и марке материала
|
|
| Резка
отрезать трубу по длине
|
| Резка
резать лист на полосы
|
|
| Слесарная
снять заусенцы и острые кромки
|
| Резка
Резать полосы на карты
|
|
| Сварка
Сварить к трубе днище
|
| Вырубка (вырезка)
резать заготовку из полосы (карты)
|
|
| Ротационная вытяжка
вытянуть заготовку
|
| Виброголтовочная
снять заусенцы и острые кромки
|
|
| Гидроударная штамповка
|
| Вытяжка
вытянуть заготовку за две операции
|
|
| Токарная
Срезать дно
|
| Ротационная вытяжка
вытянуть заготовку за три операции
|
|
| Слесарная
Снять заусенцы и очистить
|
| Токарная
отрезать напуск с торца, подрезать торец в размер и срезать дно
|
|
| Контроль
контроль изделия по чертежу
|
| Гидроударная штамповка
Развальцевать полуторовое расширение
|
|
|
|
| Слесарная
снять заусенцы и очистить
|
|
|
|
| Контроль
контроль изделия по чертежу
|
|
| Краткое обоснование выбора варианта технологии
|
| Выбор второго варианта изготовления детали обоснован:
1) КИМ первого варианта меньше чем у второго;
2) Лучшее качество получаемой детали
3) Простота оснастки
|
|
| Маршрутный технологический процесс выбранного варианта
|
| № опер.
| Наименование операции
| Наименование и модель обор.
| Схема выполнения операции
|
|
| Входной контроль
проверить лист на соответствие ГОСТ (ТУ) по размерам и марке материала
| Контрольный пост (на складе заготовок)
|
–––––––––––––––––––
|
|
| Резка
резать лист на полосы
| Листовые ножницы с наклонным ножом
|
|
|
| Резка
Резать полосы на карты
| Ножницы дисковые Н4414
|
|
|
| Вырубка (вырезка)
резать заготовку из полосы (карты)
| Дисковые ножницы
| Схема ножниц
1-загатовка; 2-дисковые ножницы
|
|
| Виброголтовочная
снять заусенцы и острые кромки
| Виброголтово-ный барабан модели ВД-500
|
–––––––––––––––––––
|
|
| Вытяжка
вытянуть заготовку за две операции
| Гидравлический пресс П6332В
|
|
|
| Ротационная вытяжка
вытянуть заготовку за две операции
| Токарно-винторезный специализированный станок 16П25Сп
|
|
|
| Токарная
отрезать напуск с торца, подрезать торец в размер и срезать дно
| Токарно-винторезный станок 1К62
|
|
|
| Гидроударная штамповка
Развальцевать полуторовое расширение
| Гидроударная установка
«Сигма-Иж»
|
|
|
| Гидроударная штамповка
пробить отверстие на дне
|
|
|
|
| Слесарная
снять заусенцы и очистить
| Верстак слесарный
|
–––––––––––––––––––
|
|
| Контроль
контроль изделия по чертежу
| Стол контролера
|
–––––––––––––––––––
|
| | | | | | | | |
Популярное:
