|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
ЗАГОТОВИТЕЛЬНОЕ ПРОИЗВОДСТВОСтр 1 из 17Следующая ⇒
Реферат
Ключевые слова: производства сварных конструкций заготовительного производства, сварочная оснастка, трубопроводы, емкости, рамные конструкции, контроль качества технико-экономических показателей. На основании рабочей программы дисциплину производства сварных конструкций для специальностей 150202 в работе представлен графический материал и его описание по разделам: заготовительное производство, сборочные операции в сварочном производстве, применение роботов, организация контроля качества сварных соединений, технологические приемы уменьшения и устранения сварочных напряжений и деформаций, технология изготовления негабаритных емкостей и сооружений, технология изготовления сосудов, работающих под давление, производство сварных труб и монтаж трубопроводов, производство корпусных конструкций, технология изготовления сварных деталей машин.
Введение
Сварка относится к числу прогрессивных и быстро развивающихся технологий. На сегодняшний день сварка в значительной мере определяет общий технический уровень различных отраслей промышленности. Современные сварочные технологии являются результатом глубоких теоретических исследований в области выделения и распределения теплоты при сварке, рационального проектирования сварных конструкций, возникновения сварочных напряжений и деформаций, статической и динамической прочности сварных соединений и конструкций, природы хрупкого разрушения и борьбы с ним, расплавления и кристаллизации сварочной ванны, взаимодействия металлической, шлаковой и газовой фазе в сварочной ванне при различных способах сварки, электросварочного оборудования, источников питания, сварочных материалов. Дисциплина «Производство сварных конструкций» фактически является результирующей изучения целого ряда специальных курсов. При производстве должны быть учтены свойства свариваемого материала конструктивные особенности сварного изделия, условия его эксплуатации. Особое значение для разработки технологии сборки и сварки конструкции имеет правильный выбор способа сварки, применения различных приспособлений и вспомогательного оборудования, которые зависят от особенностей конструкции и марки основного материала Контроль качества сварных соединений и меры по снижению напряжений и деформаций напрямую влияют на конкурентоспособность продукции. Этот вопрос подробно рассмотрен с точки зрения микроструктуры сталей, состояния поставки деталей под сварку, применимости в различных случаях тех или иных способов контроля. Выбор сварочного оборудования и сварочной оснастки является одним из важнейших этапов проектирования. Актуальность этого вопроса особенно очевидна в современных условиях. Наличие большого числа фирм производителей оборудования, в том числе зарубежных, вызывает необходимость изучения рынка. В реальных условиях производства затраты и окупаемость технологии выходят на первый план. Предлагаемый материал позволяет не только усвоить дисциплину, но и готовит студентов старших курсов к дипломному проектированию. ЗАГОТОВИТЕЛЬНОЕ ПРОИЗВОДСТВО Разметка Индивидуальная разметка трудоемка. Наметка более производительна, однако изготовление специальных наметочных шаблонов не всегда экономически целесообразно. Оптический метод позволяет вести разметку без шаблона по чертежу, проектируемому на размечаемую поверхность. Применение разметочно-маркировочных машин с пневмокернером обеспечивает скорость разметки до 10 м/мин при точности ± 1 мм и допускает использование программного управления. Использование приспособлений для мерной резки проката, а также газорезательных машин с масштабной фотокопировальной системой управления или программным управлением позволяет обходиться без разметки.
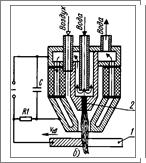
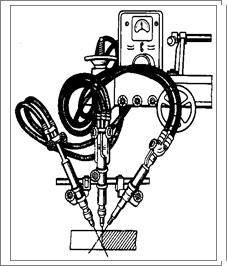
Резка и обработка кромок Резка листовых деталей с прямолинейными кромками из металла толщиной до 40 мм, как правило, производится на гильотинных ножницах и пресс-ножницах. Разрезаемый лист заводится между нижним и верхним ножами до упора и зажимается прижимом . Верхний нож, нажимая на лист, производит скалывание. При длине отрезаемого элемента 1-4 м погрешность размера обычно составляет ± (2, 0-3, 0) мм при резке по разметке и ± (1, 5-2, 5) мм при резке по упору. Прямой рез со скосом кромки под сварку можно получить, используя специальные ножницы. Разделительная термическая резка менее производительна, чем резка на ножницах, но более универсальна и применяется для получения стальных заготовок как прямолинейного, так и криволинейного очертания при широком диапазоне толщин. Наряду с газопламенной кислородной резкой (рис.2, а) все шире применяют плазменно-дуговую резку (рис.2, б).
Рис.2, а. Способ газазопламенной кислородной резки
Рис.2, б. Способ плазменно-дуговой резки: 1-заготовка; 2-плазменная струя
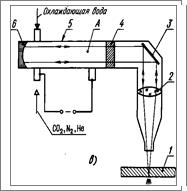
Этим способом можно обрабатывать практически любые металлы и сплавы. Использование в качестве плазмообразующего газа сжатого воздуха дает не только экономические, но и технологические преимущества, так как наряду с весьма высоким качеством реза обеспечивается значительное повышение скорости резки, особенно при вырезке заготовок из сталей малой и средней толщины (до 60 мм). Недостатком воздушно-плазменной резки является насыщение поверхностного слоя кромок азотом, что способствует образованию пор при сварке. Поэтому зачастую необходимо кромки подвергать механической обработке или зачистке стальной щеткой. В последнее время расширяется применение лазерной резки (рис.2, в).
Рис.2, в. Способ лазерной резки
Большей мощностью обладают газовые технологические лазеры непрерывного действия. В активной зоне Агазового квантового генератора 5 между зеркалом 6 и полупрозрачным зеркалом 4получают монохроматическое когерентное излучение электромагнитных волн, которое направляют зеркалом 3 и фокусируют оптической системой 2 на поверхность разрезаемого изделия 1. Преимущества лазерной резки — чрезвычайно малая ширина реза (доли миллиметров), возможность резки материала малой толщины (от 0, 05 мм). Для резки профильного металла применяют иногда электроконтактную резку (рис.2, г).
Рис.2, г. Электроконтактная резка
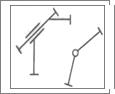
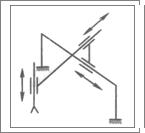
Резка происходит в результате возникновения периодических электрических разрядов между разрезаемой деталью 3 и вращающимся электродом 2, присоединенным к источнику питания 1. Метод эффективен при резке труднообрабатываемых материалов. Ручную и полуавтоматическую резку листов производят обычно по разметке, автоматическую — с помощью копирных устройств (рис.3), по масштабному чертежу или на машинах с программным управлением. На рис.3 представлены кинематические схемы газорезательных машин
Рис.3 Принципиальные кинематические схемы стационарных газорезательных машин с передаточными устройствами: а-продольно-поперечным, б-параллелограммным, в-радиально-шарнирным
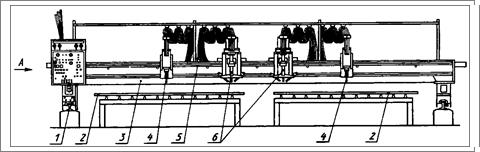
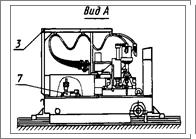
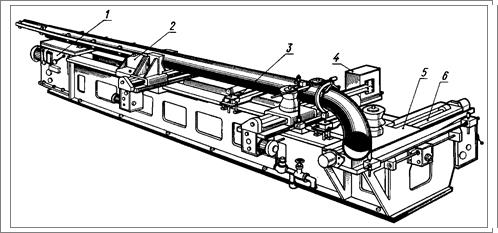
На рис.4 приведена схема портальной машины. Машина имеет портал 3, перемещающийся от привода 7 по рельсовому пути 1. На портале имеются два поворотных трехрезаковых блока 6 для скоса кромок под сварку и отдельные машинные резаки 4, закрепленные на суппортах, перемещающихся поперек рельсового пути по направляющим 5. Управление движением резаков производят, используя фотокопировальную систему или программное устройство. Машины портального типа позволяют обрабатывать листы 2толщиной до 100 мм с габаритами до 3200 X 16000 мм.
Рис.4. Схема портальной машины
Фотокопирование производится по копирному чертежу (рис.5), выполненному в масштабе 1: 10. Закрепленная на копировальной части машины фотоэлектрическая головка имеет в своем корпусе осветитель, создающий световое пятно на поверхности чертежа, перемещающееся или прямолинейно, или по окружности относительно широкой или узкой линии чертежа.
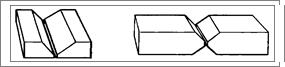
Рис.5. Копирный чертеж Для проведения процесса сварки выполняется разделка кромок. В зависимости от толщины металла и условий сварки разделки могут быть односторонними и двухсторонними (рис.6).
Рис.6. Образцы резов с односторонним и двусторонним скосами кромок
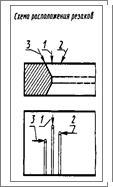
Подготовка кромок под сварку (рис. 6) может производиться двумя резаками 1, 2 при одностороннем скосе с притуплением и тремя резаками 1, 2, 3 при двустороннем скосе (рис. 7).
Рис.7. Одновременная резка и разделка кромок под сварку тремя резаками
Гибка
Холодную гибку листовых элементов толщиной до 60 мм для получения цилиндрических и конических поверхностей осуществляют на листогибочных вальцах с валками длиной до 13 м. При вальцовке в холодном состоянии отношение радиуса изгиба к толщине листа ограничивают допустимой величиной создаваемой пластической деформации. Так, если для низкоуглеродистых и низколегированных сталей это отношение оказывается меньше 25, то обычно вальцовку рекомендуют производить в горячем состоянии. Гнутые профили экономичнее профилей проката. Их применение дает большую экономию металла. Поэтому гнутые профили широко используют в различных конструкциях, вагоностроении, автомобилестроении и других отраслях промышленности. Гофрирование (рис.8) повышает жесткость листов. При гофрировании гибкой (рис. 8, а) поперечные кромки листов теряют плоскую форму, что затрудняет присоединение их к другим элементам конструкции. При гофрировании штамповкой, если выступы на поверхности листов получают вытяжкой, кромки остаются плоскими (рис.8, 6).
Рис.8. Гнутые профили
При гибке труб и профилей иногда возникают трудности, связанные с нарушением формы поперечного сечения. В этом случае целесообразно использовать специальные гибочные станки с индукционным нагревом непрерывно перемещаемой и изгибаемой заготовки. На рис.9 показан трубогибочный станок с индукционным нагревом трубы, содержащий следующие основные узлы: механизм продольной подачи 1, каретку зажима 2, устройства 3 и 5 для поддержания трубы, механизм 6 перемещения нажимного ролика, трансформатор 4 с индуктором.
Рис.9. Трубогибочный станок модели 625 с индукционным нагревом
CБОРОЧНО-СВАРОЧНЫЕ ОПЕРАЦИИ Роботы Кинематические схемы
Поточные методы обеспечивают высокую производительность и проще поддаются автоматизации. Однако поточные методы применимы к серийному производству, доля которого при изготовлении сварных изделий невелика. Кроме того, оснащение автоматических линий требует создания специального оборудования, проектирование и изготовление которого занимают много времени и трудно поддаются модернизации при изменении выпускаемого изделия. Развитие робототехники обещает более универсальный путь автоматизации, включая и мелкосерийное производство, потому что при смене изготавливаемой детали можно использовать тот же робот, изменив программу его работы. Применение роботов позволит повысить качество изделий, освободить человека от однородной, утомительной работы, перейти на трехсменную работу. Хотя создание роботов и их серийное производство также требуют больших усилий, однако здесь нет такого разнообразия, как при создании специальных агрегатов автоматических линий. Робототехника, по-видимому, станет, основным направлением развития автоматизации сварочного производства и экономии живого труда. Наиболее просто роботизации поддаются сборка и сварка узлов с нахлесточными соединениями, свариваемыми контактной сваркой, сложнее — с тавровыми и угловыми соединениями, выполняемыми дуговой сваркой, и еще сложнее — со стыковыми соединениями, выполняемыми дуговой сваркой. Использование роботов при сварке предъявляет специфические требования к технологии изготовления, порядку сборки и сварки, а так же требует создания оснастки, обеспечивающей стабильность положения линии сопряжения свариваемых элементов. Возможности использования промышленных роботов в технологических процессах определяются размерами и формой рабочего пространства, точностью позиционирования, скоростью перемещения, числом степеней подвижности, особенностями управления и др. В табл.1. даны условные обозначения характерных элементов кинематических схем промышленных роботов. Число степеней подвижности характеризует возможности позиционирования рабочего органа. Для перемещения неориентированных в пространстве предметов достаточно трех степеней подвижности, а для полной пространственной ориентации — шести. Для выполнения сварных швов дуговой сваркой в общем случае необходимо иметь пять степеней подвижности сварочного инструмента. Обычно три степени подвижности обеспечивает базовый механизм робота, а еще две степени добавляет механическое устройство: кисть работа, на которой крепится сварочная головка; клещи для контактной сварки или захват. Базовый механизм робота может быть выполнен в прямоугольной, цилиндрической, сферической и ангулярной (антропоморфной) системах координат (табл. 2). Система координат базового механизма определяет конфигурацию и габариты рабочего пространства робота, в пределах которого возможно управляемое перемещение исполнительного органа робота.
Таблица 1 Условные обозначения элементов структурных кинематических схем промышленных роботов
Таблица 2 Основные схемы базовых механизмов роботов
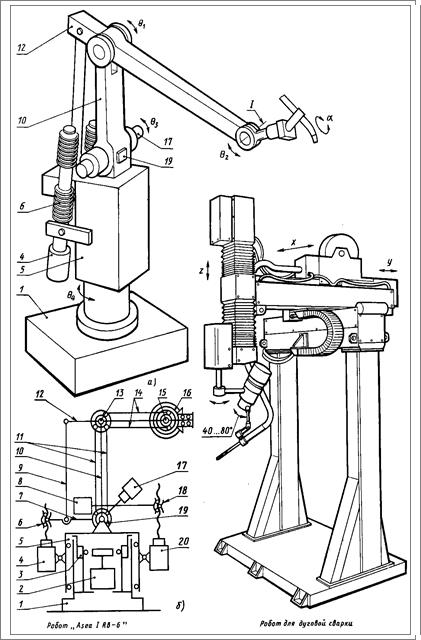
Сварочный робот " Asea I Rb-6" (Швеция) (рис.13, а), выполненный в ангулярной системе координат, применяется как для дуговой, так и для контактной точечной сварки в зависимости от того, что прикреплено к руке робота: сварочная горелка или клещи для контактной сварки. Для перемещения рабочего инструмента используются мотор-редукторы 2, 4, 17и 20.Применение электропривода в сочетании с жесткой механической конструкцией обеспечивает малую погрешность позиционирования (± 0, 2 мм). Поворот руки вокруг вертикальной оси осуществляется от мотор-редуктора 2, установленного на основании 1, через волновую беззазорную передачу 3, выходное колесо которой связано с поворотным корпусом 5.Мотор-редуктор 4через шариковую винтовую пару 6поворачивает тягу 7, образующую со звеньями 9, 10и 12шарнирный параллелограмм, обеспечивающий поворот звена 12вокруг оси кривошипа 13.Наклон звена 10 обеспечивается мотор-редуктором 20, движение от которого через шариковую винтовую пару 18 подается на кривошип 19.Для разгрузки приводов предусмотрен уравновешивающий груз 8.Внутри звеньев руки размещены тяги 11и14и система кривошипов 13, 15и 19, образующих систему передач, которые обеспечивают повороты рабочего инструмента вокруг оси I (кривошипом 15)и на угол а(беззазорной конической передачей 16).Движения звеньев по всем степеням подвижности контролируются датчиками положения. Система управления — позиционная. Робот (рис.13, б) для дуговой сварки фирмы " Shin Meiwa" (Япония), имеющий сварочную горелку и механизм подачи электродной проволоки, расположенный на устройстве горизонтального перемещения горелки по оси у, имеет базовый механизм, выполненный в прямоугольной системе координат.
Рис.13, а. Сварочный робот “Asea I Rb-6; Рис.13, б. Сварочный робот “Shin Meiwa”
Уравновешивание деформаций В этом случае назначают такую последовательность выполнения швов, при которой последующий шов должен вызывать деформации обратного направления по сравнению с деформациями от предыдущего шва. Этот способ может быть использован при симметричном расположении швов.
Механическая правка В этом случае при помощи молотов, домкратов, винтовых прессов или других устройств создается ударная или статическая нагрузка, которая обычно прилагается со стороны наибольшего выгиба изделия. Это мероприятие довольно трудоемкое, а неправильное его выполнение может привести к образованию трещин и надрывов. Изделия из тонколистового металла можно править прокатыванием их между валками. При этом на сварные швы предварительно устанавливаются накладки. В результате такой прокатки сварной шов растягивается, в нем происходят пластические деформации, снижающие напряжения и вызванные ими коробления.
Термическая правка Это мероприятие состоит в местном нагреве небольших участков металла деформированной конструкции. Нагрев, как правило, производят сварочными горелками большой мощности. Он ведется быстро и только до пластического состояния верхних волокон на выпуклой стороне изделия. При охлаждении нагретых участков последние сжимаются и выпрямляют изделие. Исправление деформации сварной тавровой балки производится нагревом выпуклой части вертикальной стенки. Ширина полос нагрева 20—30 мм. Полосы нагрева сходятся под углом 30°. При правке сварных швеллеров помимо треугольных участков нагрева, располагаемых на обеих полках, производится нагрев нескольких полос на его стенке. Нагревать нужно ту поверхность, сжатие которой придает изделию правильную форму. Температура нагрева поверхности зависит от толщины металла и может быть выбрана по табл.3.
Таблица 3 Температуры нагрева стали при термической правке
Для определения температуры нагрева можно пользоваться таблицами температур, соответствующих различным цветам нагрева стали и появлению цветов побежалости. Особенно внимательно следует выполнять нагрев при правке на улице в солнечные дни, так как наличие яркого освещения искажает цвет нагреваемого участка. Более точно контроль температуры нагрева может осуществляться оптическими или радиационными пирометрами.
Термомеханическая правка Данный способ состоит в сочетании местного нагрева с приложением статической нагрузки, изгибающей исправляемый элемент конструкции в нужном направлении. Эта нагрузка может создаваться домкратами, прессами и другими устройствами. Применение дополнительного усилия способствует более интенсивному воздействию нагрева. Такой способ обычно применяется для правки жестких сварных узлов. Все способы правки желательно вести в приспособлениях, позволяющих контролировать размеры выпрямляемых элементов и его прогибы. Существует несколько методов уменьшения внутренних напряжений. Наиболее часто применяется предварительный или сопутствующий подогрев при сварке, проковка или прокатка сварных швов, статическое нагружение сварной конструкции, отпуск после сварки и др. Предварительный или сопутствующий подогрев применяется при сварке сталей, склонных к закалке и образованию трещин. Температуру подогрева выбирают в зависимости от марки стали и жесткости конструкции. Обычно она лежит в пределах 100—600° С. Подогрев производится многопламенными горёлками, индукторами или в печах. Подогрев уменьшает пластические деформации сжатия, что значительно снижает остаточные напряжения. Кроме того, в ряде случаев он благоприятно влияет на структуру металла шва и околошовной зоны. Послойная проковка швов выполняется пневматическим зубилом с закругленным бойком непосредственно после сварки по горячему металлу (горячая проковка) или после полного остывания его (холодная проковка). Благодаря осадке металла в направлении удара происходит его раздача в разные стороны, что снижает растягивающие напряжения. Проковка рекомендуется при многослойной сварке металла большой толщины, причем во избежание трещин и надрывов первый и последний слои многослойного шва не проковывают. Швы на металле, склонном к закалке, проковывать нельзя. Преимущество проковки состоит в ее простоте и маневренности. Прокатка шва выполняется при сварке тонколистового металла. В процессе прокатки растягивающие напряжения уменьшаются. Преимущество ее перед проковкой состоит в статическом характере приложения давления и возможности плавном регулировки его. Статическое нагружение элементов сварной конструкции возможно в процессе сварки или чаще всего после полного остывания шва. В качестве такого нагружения применяется растяжение или изгиб с образованием растягивающих напряжений в зонах, где остаточные напряжения максимальны. Это приводит к пластическим деформациям и значительному уменьшению остаточных напряжений. Отпуск после сварки, обычно применяемый для выравнивания структуры шва и околошовной зоны, также снижает внутренние напряжения. Отпуск может быть общий, когда нагревается все изделие, и местный, когда нагревается лишь часть его в зоне сварного соединения. Преимущество общего отпуска состоит в том, что снижение напряжений происходит во всей сварной конструкции, независимо от ее сложности. Наиболее часто применяется высокий отпуск при температуре нагрева 550—680° С. Операция отпуска состоит из четырех стадий: нагрев, выравнивание температуры по длине и сечению изделия, выдержка при температуре отпуска и охлаждение. Выдержка независимо от толщины металла обычно составляет около трех часов, после чего происходит естественное охлаждение. По применению отпуск сварных конструкций значительно превосходит все методы снятия внутренних напряжений. БАЛКИ Типы поперечных сечений и размеры сварных балок весьма разнообразны. Если нагрузка приложена в вертикальной плоскости, чаще всего используют балки двутаврового сечения. При приложении нагрузки в вертикальной и горизонтальной плоскостях, а также при действии крутящего момента более целесообразно использование балок коробчатого сечения. Мостовые краны Для конструкций крановых мостов малой и средней грузоподъемности характерны два типа. Мосты первого типа состоят из двух коробчатых пространственно-жестких балок объединенных по концам концевыми балками, в которых устанавливают ходовые колеса. В мостах второго типа каждая половина несущей конструкции представляет собой пространственную систему, составленную из двух вертикальных и двух горизонтальных ферм. Вертикальная ферма является главной, на ее верхнем поясе располагают рельс . Вспомогательная ферма соединяется с главной горизонтальными фермами . Все элементы половины моста приводятся к пространственно-жесткой системе при помощи раскосов. Схема движений мостового крана и тележки показана на рис.21.
Рис.21. Схема движений мостового крана
В настоящее время основной конструктивной формой главных балок считают коробчатое сечение с симметрично расположенным рельсом (рис.22). По сравнению с ферменной конструкцией она несколько тяжелее, но более технологична.
Рис.22. Рабочий чертеж главной балки кранового моста. Q=50/10т, L=22, 5м
СТРОПИЛЬНЫЕ ФЕРМЫ Стропильные фермы изготовляют трех основных типов: с параллельными поясами (рис.23, а, б), полигональные (рис.23, в) и треугольные (рис.23, г).
Рис.23. Схемы ферм
Крепление ферм к колоннам показано на рис. 24, а, б, в.Такие фермы можно применять для перекрытия любых пролетов. Унифицированные фермы имеют пролеты 18, 24, 30 и 36м.
Рис.24. Крепление ферм к колоннам
Работают стропильные фермы при статической нагрузке. В качестве стержней используют главным образом прокатные и в меньшей степени гнутые замкнутые сварные профили и трубы. В общем объеме производства около 90% составляют фермы из парных прокатных уголков. Стержни в узлах соединяют или непосредственно, или с помощью вспомогательных элементов главным образом дуговой сваркой. Перспективным является применение точечной контактной сварки. При сборке ферм особое внимание уделяют правильному центрированию стержней в узлах (рис.25), предотвращающему появление изгибающих моментов, не учтенных расчетом. В случае составных элементов их совместная работа обеспечивается постановкой прокладок (рис.26) на расстоянии ℓ , равном 40 радиусам инерции сечения для сжатых стержней или 80 радиусам инерции для растянутых. Конструкции стропильных ферм с поясами из широкополочных тавров по сравнению с типовыми фермами из уголков получаются легче при меньшей трудоемкости и стоимости. Снижение массы фермы достигается в основном благодаря существенному уменьшению размеров узловых косынок, а также из-за отсутствия косынок в узлах крепления стоек к верхним поясам и исключения прокладок в поясах ферм (рис.27, а).Иногда удается крепить решетку непосредственно к поясу без косынок (рис. 27, б).Вэтом узле элементы прикреплены к верхнему поясу эксцентрично. Такая расцентровка в данном случае допустима благодаря малым усилиям в примыкающих раскосах и недонапряжения мощного верхнего пояса этой панели. Трудоемкость при изготов109А109н фермы с поясами из тавров снижается вследствие уменьшения числа деталей и сокращения длины сварных швов.
Целесообразно, чтобы конструкция узлов стропильных ферм с поясами из тавров и решеткой из парных уголков позволяла полностью расчленить операции: сначала сборка, затем сварка. Концы уголков раскоса рекомендуется смещать для этой цели вдоль оси раскоса на расстояния а1, а2, а3(рис.27, а)относительно парных им уголков, располагаемых с другой стороны косынки так, чтобы разделка стыкового шва, приваривающего узловую косынку к стенке поясного тавра, оказалась доступной для сварки после сборки. При этом подварку корня стыкового шва с противоположной стороны выполняют только на участках, свободных от уголков раскоса. Уменьшить массу фермы позволяет использование трубчатых профилей. Однако для труб круглого сечения непосредственное соединение в узле получается весьма трудоемким (рис.28). Иногда концы труб относительно небольших диаметров сплющивают, что упрощает их соединение в узлах дуговой сваркой. Значительно проще оказывается соединение в узлах труб прямоугольного или квадратного сечения. Изготовление ферм
На рис. 29 показана схема кондуктора, смонтированного на базе сборочной плиты. По разметке геометрической схемы фермы в соответствии с чертежом настройки кондуктора устанавливают и прихватывают фиксаторы 1, 7 опорного узла, опоры 2, 4 уголков, фиксаторы 3 поясов, фиксаторы 5, б косынок.
Рис.29. Сборка фермы в кондукторе
При использовании универсальных сборных сборочных приспособлений (УССП) кондуктор собирают на базе плиты с Т-образными пазами (рис.30), набранной из отдельных секций. Номера на схеме фермы соответствуют номерам под рисунками узлов приспособлений. Регулируемые опоры обеспечивают фиксацию деталей в горизонтальной плоскости; регулировка по высоте осуществляется при помощи резьбы, фиксация – через отверстия в детали при помощи пробки. Детали, не имеющие отверстий, устанавливают по упорам, уголки закрепляют зажимами. Сборка заключается в последовательной установке деталей фермы в кондуктор и соединении их прихватками. Поджимают детали перед прихваткой с помощью инвентарных сборочных приспособлений: эксцентриковых зажимов, струбцин, вилок или переносной пневмогидравлической струбциной.
Рис.30. Кондуктор для ферм с применением универсально-сборочных приспособлений
Использованию механизированных поточных методов при изготовлении ферм препятствует не только разнообразие типоразмеров и ограниченное число изделий в серии, но и малая технологичность типовых конструктивных решений. Большое число деталей, составляющих ферму, усложняет сборочную операцию, приводит к необходимости выполнения множества дуговых швов, различным образом ориентированных в пространстве, и требует кантовки собранного изделия при сварке. Эффективным способом, облегчающим создание автоматизированного производства по изготовлению решетчатых конструкций, является контактно-дуговая точечная сварка. Сквозное проплавление элементов суммарной толщиной 20-40мм без образования отверстия при этом способе обеспечивается предварительным их нагревом между электродами контактной машины. Это позволяет визуально контролировать качество выполненных соединений. Достоинством метода является также возможность резкого сокращения числа деталей путем выполнения бескосыночных соединений и исключение кантовки фермы, поскольку сварку производят с одной стороны.
Сооружение кожуха домны
Кожух домны изготавливают из листовых элементов толщиной 40-60мм. Листы, прошедшие заготовительные операции, перед отправкой с завода попарно сваривают под флюсом по длинной кромке. Длинная кромка листа располагается или по образующей (рис.56, а), или в окружном направлении (рис.56, 6).Расположение по образующей является предпочтительным, так как в этом случае все монтажные швы блока прямолинейны, однотипны и удобны для сборки и электрошлаковой сварки. Увеличение размеров и массы монтажных блоков позволяет сократить объем монтажных сварочных работ на высоте.
Рис.56. Схемы раскроя монтажного блока
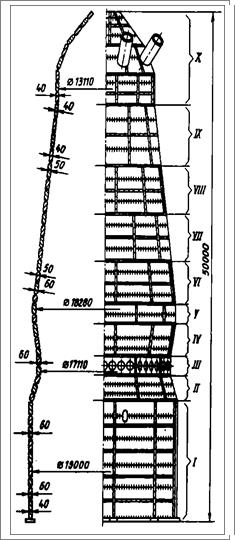
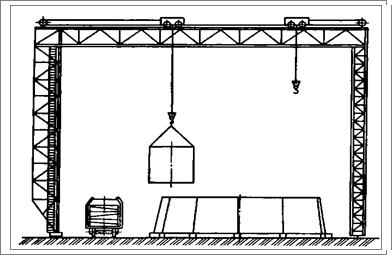
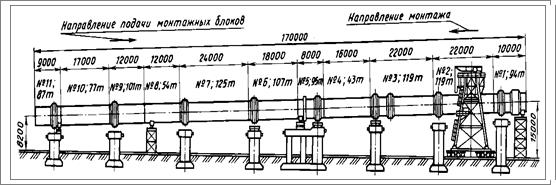
Схема раскроя и разбивки на монтажные блоки кожуха доменной печи объемом 5000м3 показана на рис.57. Монтажные блоки собирают внизу на монтажной площадке (рис.58). Одновременная сборка нескольких блоков (рис.59) улучшает использование кранового оборудования и сокращает сроки монтажа домны. Собранные блоки II-X (рис.57) краном поднимают на проектную отметку (рис.60), где с помощью сборочных прокладок 1и клиньев 2 и 3стыкуют с предшествующим блоком. Сварку монтажных горизонтальных швов выполняют полуавтоматами в СО2 с внутренней стороны кожуха и ручной дуговой сваркой с наружной стороны.
Рис.57. Раскрой и разбивка на монтажные блоки кожуха домны объемом 5000 м³
Рис.58. Схема сборки монтажного блока
Рис. 59. Сборка отдельных блоков на монтажной площадке
Рис.60. Подъем и установка блока
Цементные печи
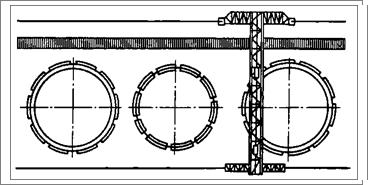
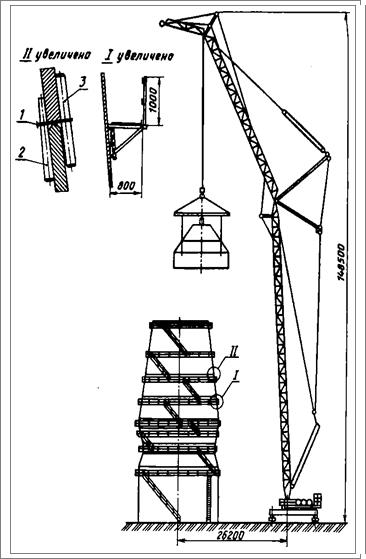
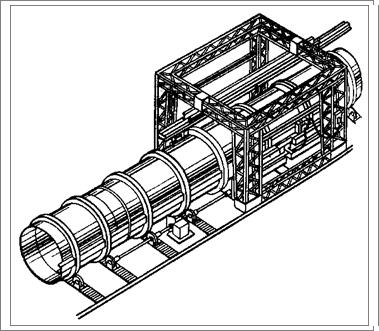
При изготовлении корпуса цементной печи (рис.61) характер членения всей конструкции на отдельные транспортные элементы определяется прежде всего способом их доставки на место монтажа. Железнодорожным транспортом обечайки корпуса поставляются или по частям на обычной платформе, или целыми обечайками длиной 2м с использованием колодцевых платформ.Перевозка обечаек большой длины возможна только автомобильным или водным транспортом. Заполнение разделки кольцевых стыков производится автоматической сваркой под флюсом с двух сторон с использованием роликового стенда (рис.62) или механизма вращения печи на опорных роликах (см. рис. 61).
Рис.61. Расчленение печи на укрупненные монтажные блоки
Рис. 62. Роликовый стенд для сварки кольцевых и продольных швов на монтаже Тонкостенные сосуды Сосуды, работающие под давлением, обычно изготовляют в форме цилиндра (рис. 63, 6), тора (рис. 63, в) или сферы (рис. 63, а). Характерными для сосудов являются стыковые соединения. Обечайки сваривают прямолинейными продольными швами. Кольцевыми швами соединяют сферические донышки и обечайки, круговыми швами вваривают штуцера в сферические, цилиндрические и торовые элементы.
Рис.63. Типы сосудов давления
Тонкостенные сосуды (толщиной до 7мм) изготовляют как из низкоуглеродистых и низколегированных сталей низкой и средней прочности, так и из сталей высокопрочных и особопрочных, сплавов титана, алюминия, магния, применяя сварку в защитных газах. Популярное:
|
Последнее изменение этой страницы: 2017-03-10; Просмотров: 2472; Нарушение авторского права страницы