|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Заготовки для сферических резервуаров
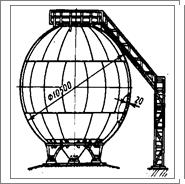
Сферические резервуары в основном сооружают объемом 600мэ (рис.50) и 2000м3, диаметром 10, 5 и 16м соответственно, при толщине оболочки 16-36мм. Планируется сооружение резервуаров объемом 10 000м3.
Рис.50. Сферический резервуар объемом 600 м³
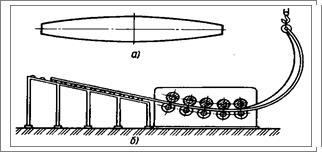
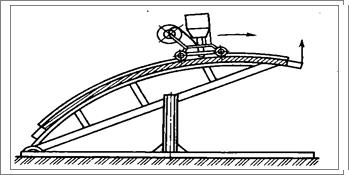
При раскроях, показанных на рис.51, а и 51в, и толщине до 36мм сферическую поверхность заготовкам придают горячей штамповкой. При раскрое по схеме рис.51, би толщине до 22мм лепестки получают холодной вальцовкой с помощью специального многовалкового стенда (рис. 52, 53, б). Заготовки перед вальцовкой собирают из листов и сваривают автоматической сваркой под флюсом. Исходную форму заготовке (рис.53, а)придают газовой резкой по шаблону-копиру.
Рис.51. Схемы резервуаров корпусов сферических резервуаров
Рис.52. Вальцы для изготовления сферических лепестков
Рис. 53. Вальцовка сферических лепестков
Поскольку размеры полученных после вальцовки лепестков превышают габарит подвижного состава, их контрольной сборки разрезают на две неравные части и выпуклостью вниз укладывают в специальные контейнеры для перевозки к месту монтажа. Элементы, поставляемые с завода, на монтаже собирают в блоки. Сварку блоков выполняют в нижнем положении под флюсом на стендах качалках (рис.54).
Рис.54. Стенд для автоматической дуговой сварки швов блока
Сварка сферических резервуаров
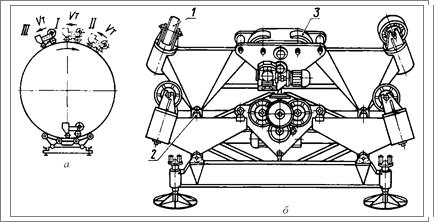
После завершения сборки резервуар устанавливают на манипулятор и автоматической сваркой под флюсом выполняют наружные и внутренние швы (рис.55, а). В манипуляторе Кудрявцева опорные неприводные катки 1(рис.55, б), не препятствующие вращению сферического резервуара в любом направлении, расположены на шарнирных опорах 2и обеспечивают прижатие к резервуару двух пар приводных катков 3 с раздельными приводами.
Рис.55, а. Схема сварки сферического резервуара на манипуляторе; Рис.55, б.Манипулятор Кудрявцева
Сооружение кожуха домны
Кожух домны изготавливают из листовых элементов толщиной 40-60мм. Листы, прошедшие заготовительные операции, перед отправкой с завода попарно сваривают под флюсом по длинной кромке. Длинная кромка листа располагается или по образующей (рис.56, а), или в окружном направлении (рис.56, 6).Расположение по образующей является предпочтительным, так как в этом случае все монтажные швы блока прямолинейны, однотипны и удобны для сборки и электрошлаковой сварки. Увеличение размеров и массы монтажных блоков позволяет сократить объем монтажных сварочных работ на высоте.
Рис.56. Схемы раскроя монтажного блока
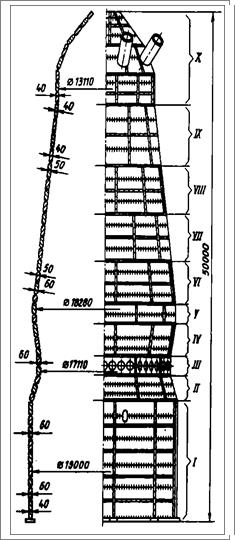
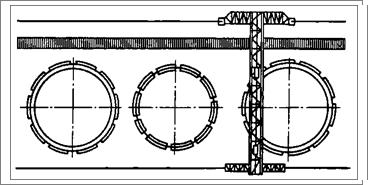
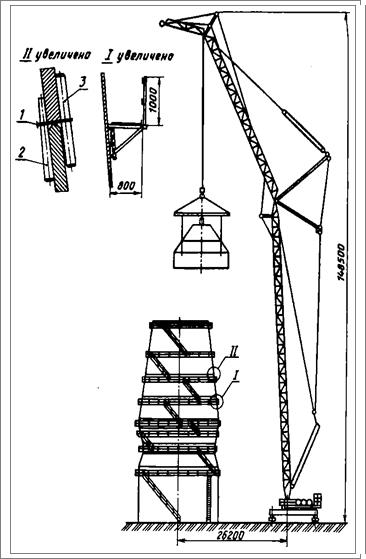
Схема раскроя и разбивки на монтажные блоки кожуха доменной печи объемом 5000м3 показана на рис.57. Монтажные блоки собирают внизу на монтажной площадке (рис.58). Одновременная сборка нескольких блоков (рис.59) улучшает использование кранового оборудования и сокращает сроки монтажа домны. Собранные блоки II-X (рис.57) краном поднимают на проектную отметку (рис.60), где с помощью сборочных прокладок 1и клиньев 2 и 3стыкуют с предшествующим блоком. Сварку монтажных горизонтальных швов выполняют полуавтоматами в СО2 с внутренней стороны кожуха и ручной дуговой сваркой с наружной стороны.
Рис.57. Раскрой и разбивка на монтажные блоки кожуха домны объемом 5000 м³
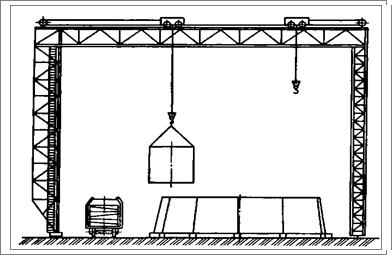
Рис.58. Схема сборки монтажного блока
Рис. 59. Сборка отдельных блоков на монтажной площадке
Рис.60. Подъем и установка блока
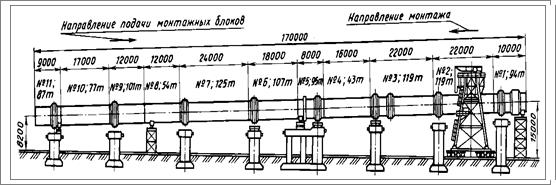
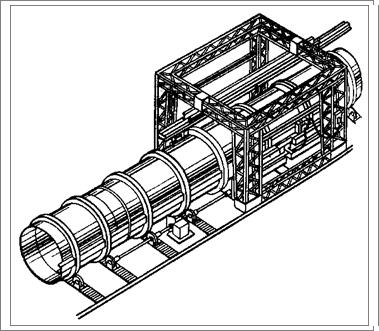
Цементные печи
При изготовлении корпуса цементной печи (рис.61) характер членения всей конструкции на отдельные транспортные элементы определяется прежде всего способом их доставки на место монтажа. Железнодорожным транспортом обечайки корпуса поставляются или по частям на обычной платформе, или целыми обечайками длиной 2м с использованием колодцевых платформ.Перевозка обечаек большой длины возможна только автомобильным или водным транспортом. Заполнение разделки кольцевых стыков производится автоматической сваркой под флюсом с двух сторон с использованием роликового стенда (рис.62) или механизма вращения печи на опорных роликах (см. рис. 61).
Рис.61. Расчленение печи на укрупненные монтажные блоки
Рис. 62. Роликовый стенд для сварки кольцевых и продольных швов на монтаже Популярное:
|
Последнее изменение этой страницы: 2017-03-10; Просмотров: 1152; Нарушение авторского права страницы