|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Операции заготовительного производства
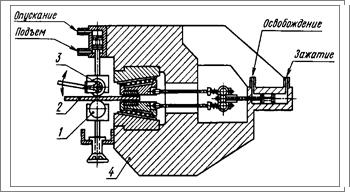
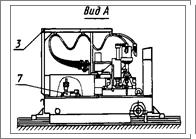
Отливки, кованые и штампованные заготовки обычно поступают на сварку в виде, не требующем дополнительных операций. Технологический процесс заготовки деталей из проката начинается с подбора металла по размерам и маркам стали, и может включать следующие операции: правку, разметку, резку, обработку кромок, гибку и очистку под сварку. Листовой прокат требует правки в том случае, если металлургический завод поставляет его в неоправленном виде, а также, если деформации возникли при погрузке, разгрузке или транспортировании. Наиболее часто встречаются следующие виды деформации: волнистость, серповидность в плоскости, местные выпучены, заломленные кромки, местная погнутость, волнистость поперек части листа. Правка осуществляется путем создания местной пластической деформации и, как правило, производится в холодном состоянии. Чтобы избежать значительной потери пластических свойств, значение относительного остаточного удлинения. Правка достигается в результате изгиба и растяжения путем многократного пропускания листов между верхним и нижним рядами валков. По такой же схеме работают углоправильные вальцы для правки уголков. В случае необходимости создания более значительных деформаций правка и гибка, стали должны производиться в горячем состоянии. Для тонких листов лучшие результаты получаются при правке растяжением. Растяжение полос и листов с целью правки можно выполнять или на прессовом оборудовании с помощью приспособлений, или на специальных растяжных машинах Быстродействующий захват такой машины показан на рис.1.
Рис.1. Быстродействующий захват растяжной машины для правки листов.
Лист 2роликом 1 направляется в щель между клиновыми зажимами 4, останавливается опусканием верхнего ролика 3и зажимается подачей подвижных клиньев зажима влево. Саблевидность листовой и широкополосной стали (искривление в плоскости) поддается правке в ограниченной степени. Правка двутавров и швеллеров производится на правильно-гибочных прессах кулачкового типа. Разметка Индивидуальная разметка трудоемка. Наметка более производительна, однако изготовление специальных наметочных шаблонов не всегда экономически целесообразно. Оптический метод позволяет вести разметку без шаблона по чертежу, проектируемому на размечаемую поверхность. Применение разметочно-маркировочных машин с пневмокернером обеспечивает скорость разметки до 10 м/мин при точности ± 1 мм и допускает использование программного управления. Использование приспособлений для мерной резки проката, а также газорезательных машин с масштабной фотокопировальной системой управления или программным управлением позволяет обходиться без разметки.
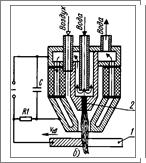
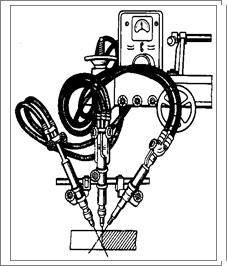
Резка и обработка кромок Резка листовых деталей с прямолинейными кромками из металла толщиной до 40 мм, как правило, производится на гильотинных ножницах и пресс-ножницах. Разрезаемый лист заводится между нижним и верхним ножами до упора и зажимается прижимом . Верхний нож, нажимая на лист, производит скалывание. При длине отрезаемого элемента 1-4 м погрешность размера обычно составляет ± (2, 0-3, 0) мм при резке по разметке и ± (1, 5-2, 5) мм при резке по упору. Прямой рез со скосом кромки под сварку можно получить, используя специальные ножницы. Разделительная термическая резка менее производительна, чем резка на ножницах, но более универсальна и применяется для получения стальных заготовок как прямолинейного, так и криволинейного очертания при широком диапазоне толщин. Наряду с газопламенной кислородной резкой (рис.2, а) все шире применяют плазменно-дуговую резку (рис.2, б).
Рис.2, а. Способ газазопламенной кислородной резки
Рис.2, б. Способ плазменно-дуговой резки: 1-заготовка; 2-плазменная струя
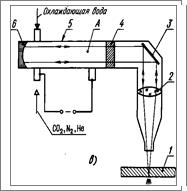
Этим способом можно обрабатывать практически любые металлы и сплавы. Использование в качестве плазмообразующего газа сжатого воздуха дает не только экономические, но и технологические преимущества, так как наряду с весьма высоким качеством реза обеспечивается значительное повышение скорости резки, особенно при вырезке заготовок из сталей малой и средней толщины (до 60 мм). Недостатком воздушно-плазменной резки является насыщение поверхностного слоя кромок азотом, что способствует образованию пор при сварке. Поэтому зачастую необходимо кромки подвергать механической обработке или зачистке стальной щеткой. В последнее время расширяется применение лазерной резки (рис.2, в).
Рис.2, в. Способ лазерной резки
Большей мощностью обладают газовые технологические лазеры непрерывного действия. В активной зоне Агазового квантового генератора 5 между зеркалом 6 и полупрозрачным зеркалом 4получают монохроматическое когерентное излучение электромагнитных волн, которое направляют зеркалом 3 и фокусируют оптической системой 2 на поверхность разрезаемого изделия 1. Преимущества лазерной резки — чрезвычайно малая ширина реза (доли миллиметров), возможность резки материала малой толщины (от 0, 05 мм). Для резки профильного металла применяют иногда электроконтактную резку (рис.2, г).
Рис.2, г. Электроконтактная резка
Резка происходит в результате возникновения периодических электрических разрядов между разрезаемой деталью 3 и вращающимся электродом 2, присоединенным к источнику питания 1. Метод эффективен при резке труднообрабатываемых материалов. Ручную и полуавтоматическую резку листов производят обычно по разметке, автоматическую — с помощью копирных устройств (рис.3), по масштабному чертежу или на машинах с программным управлением. На рис.3 представлены кинематические схемы газорезательных машин
Рис.3 Принципиальные кинематические схемы стационарных газорезательных машин с передаточными устройствами: а-продольно-поперечным, б-параллелограммным, в-радиально-шарнирным
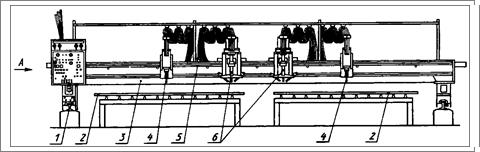
На рис.4 приведена схема портальной машины. Машина имеет портал 3, перемещающийся от привода 7 по рельсовому пути 1. На портале имеются два поворотных трехрезаковых блока 6 для скоса кромок под сварку и отдельные машинные резаки 4, закрепленные на суппортах, перемещающихся поперек рельсового пути по направляющим 5. Управление движением резаков производят, используя фотокопировальную систему или программное устройство. Машины портального типа позволяют обрабатывать листы 2толщиной до 100 мм с габаритами до 3200 X 16000 мм.
Рис.4. Схема портальной машины
Фотокопирование производится по копирному чертежу (рис.5), выполненному в масштабе 1: 10. Закрепленная на копировальной части машины фотоэлектрическая головка имеет в своем корпусе осветитель, создающий световое пятно на поверхности чертежа, перемещающееся или прямолинейно, или по окружности относительно широкой или узкой линии чертежа.
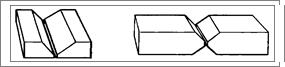
Рис.5. Копирный чертеж Для проведения процесса сварки выполняется разделка кромок. В зависимости от толщины металла и условий сварки разделки могут быть односторонними и двухсторонними (рис.6).
Рис.6. Образцы резов с односторонним и двусторонним скосами кромок
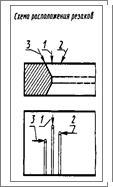
Подготовка кромок под сварку (рис. 6) может производиться двумя резаками 1, 2 при одностороннем скосе с притуплением и тремя резаками 1, 2, 3 при двустороннем скосе (рис. 7).
Рис.7. Одновременная резка и разделка кромок под сварку тремя резаками
Гибка
Холодную гибку листовых элементов толщиной до 60 мм для получения цилиндрических и конических поверхностей осуществляют на листогибочных вальцах с валками длиной до 13 м. При вальцовке в холодном состоянии отношение радиуса изгиба к толщине листа ограничивают допустимой величиной создаваемой пластической деформации. Так, если для низкоуглеродистых и низколегированных сталей это отношение оказывается меньше 25, то обычно вальцовку рекомендуют производить в горячем состоянии. Гнутые профили экономичнее профилей проката. Их применение дает большую экономию металла. Поэтому гнутые профили широко используют в различных конструкциях, вагоностроении, автомобилестроении и других отраслях промышленности. Гофрирование (рис.8) повышает жесткость листов. При гофрировании гибкой (рис. 8, а) поперечные кромки листов теряют плоскую форму, что затрудняет присоединение их к другим элементам конструкции. При гофрировании штамповкой, если выступы на поверхности листов получают вытяжкой, кромки остаются плоскими (рис.8, 6).
Рис.8. Гнутые профили
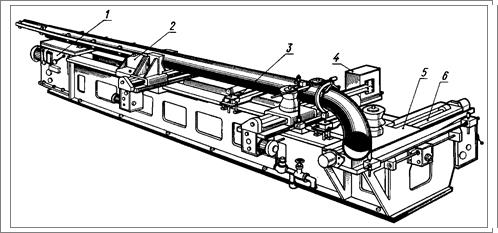
При гибке труб и профилей иногда возникают трудности, связанные с нарушением формы поперечного сечения. В этом случае целесообразно использовать специальные гибочные станки с индукционным нагревом непрерывно перемещаемой и изгибаемой заготовки. На рис.9 показан трубогибочный станок с индукционным нагревом трубы, содержащий следующие основные узлы: механизм продольной подачи 1, каретку зажима 2, устройства 3 и 5 для поддержания трубы, механизм 6 перемещения нажимного ролика, трансформатор 4 с индуктором.
Рис.9. Трубогибочный станок модели 625 с индукционным нагревом
CБОРОЧНО-СВАРОЧНЫЕ ОПЕРАЦИИ Популярное:
|
Последнее изменение этой страницы: 2017-03-10; Просмотров: 900; Нарушение авторского права страницы