|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Сборочно-сварочные приспособления
Элементы сборочно-сварочных приспособлений Сборочная операция имеет целью обеспечение правильного взаимного расположения деталей, которое задается упорами (рис.10, а-л), установочными пальцами (рис.10, м-т), призмами (рис.10, у) ложементами (рис.10, ф).
Рис.10. Элементы сборочных приспособлений Сборка осуществляется винтовыми (рис.11) клиновыми, эксцентриковыми, рычажными, вакуумными и электромагнитными устройствами. Для сборки изделий в единичном производстве применяются специальные стеллажи, и стенды.Стеллажи служат для грубой установки средних и крупных изделий при сборке, сварке, отделке, правке и контроле. На рис.11 представлен наиболее распространенный винтовой домкрат.
Рис.11. Винтовой домкрат двойного действия
Проектирование и изготовление специальных приспособлений для сборки и сварки каждого изделия в условиях единичного и мелкосерийного производства экономически нецелесообразно, однако изготовление сварных узлов без технологической оснастки приводит к повышению их стоимости и снижению точности сборки. В этом случае целесообразно применение универсальных сборно-разборных приспособлений, применяемых в сварочном производстве (СРПС). Пример сборки деталей на СРПС представлен на рис.12, а-д. Показаны: изделие - рама (рис.12, а), схема базирования деталей при сборке рамы (рис. 12, б), детали СРПС, используемые для сборки (рис.12, г), плиты (рис.12, д) и компоновка СРПС при сборке рамы (рис.12, в).
Рис.12. Компоновка СРПС Роботы Кинематические схемы
Поточные методы обеспечивают высокую производительность и проще поддаются автоматизации. Однако поточные методы применимы к серийному производству, доля которого при изготовлении сварных изделий невелика. Кроме того, оснащение автоматических линий требует создания специального оборудования, проектирование и изготовление которого занимают много времени и трудно поддаются модернизации при изменении выпускаемого изделия. Развитие робототехники обещает более универсальный путь автоматизации, включая и мелкосерийное производство, потому что при смене изготавливаемой детали можно использовать тот же робот, изменив программу его работы. Применение роботов позволит повысить качество изделий, освободить человека от однородной, утомительной работы, перейти на трехсменную работу. Хотя создание роботов и их серийное производство также требуют больших усилий, однако здесь нет такого разнообразия, как при создании специальных агрегатов автоматических линий. Робототехника, по-видимому, станет, основным направлением развития автоматизации сварочного производства и экономии живого труда. Наиболее просто роботизации поддаются сборка и сварка узлов с нахлесточными соединениями, свариваемыми контактной сваркой, сложнее — с тавровыми и угловыми соединениями, выполняемыми дуговой сваркой, и еще сложнее — со стыковыми соединениями, выполняемыми дуговой сваркой. Использование роботов при сварке предъявляет специфические требования к технологии изготовления, порядку сборки и сварки, а так же требует создания оснастки, обеспечивающей стабильность положения линии сопряжения свариваемых элементов. Возможности использования промышленных роботов в технологических процессах определяются размерами и формой рабочего пространства, точностью позиционирования, скоростью перемещения, числом степеней подвижности, особенностями управления и др. В табл.1. даны условные обозначения характерных элементов кинематических схем промышленных роботов. Число степеней подвижности характеризует возможности позиционирования рабочего органа. Для перемещения неориентированных в пространстве предметов достаточно трех степеней подвижности, а для полной пространственной ориентации — шести. Для выполнения сварных швов дуговой сваркой в общем случае необходимо иметь пять степеней подвижности сварочного инструмента. Обычно три степени подвижности обеспечивает базовый механизм робота, а еще две степени добавляет механическое устройство: кисть работа, на которой крепится сварочная головка; клещи для контактной сварки или захват. Базовый механизм робота может быть выполнен в прямоугольной, цилиндрической, сферической и ангулярной (антропоморфной) системах координат (табл. 2). Система координат базового механизма определяет конфигурацию и габариты рабочего пространства робота, в пределах которого возможно управляемое перемещение исполнительного органа робота.
Таблица 1 Условные обозначения элементов структурных кинематических схем промышленных роботов
Таблица 2 Основные схемы базовых механизмов роботов
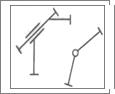
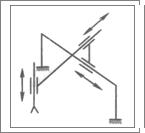
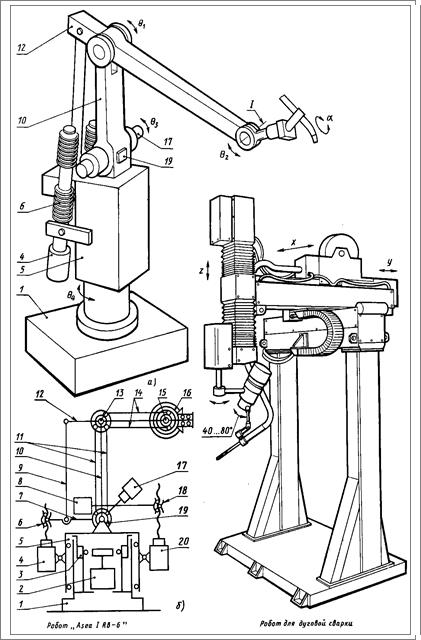
Сварочный робот " Asea I Rb-6" (Швеция) (рис.13, а), выполненный в ангулярной системе координат, применяется как для дуговой, так и для контактной точечной сварки в зависимости от того, что прикреплено к руке робота: сварочная горелка или клещи для контактной сварки. Для перемещения рабочего инструмента используются мотор-редукторы 2, 4, 17и 20.Применение электропривода в сочетании с жесткой механической конструкцией обеспечивает малую погрешность позиционирования (± 0, 2 мм). Поворот руки вокруг вертикальной оси осуществляется от мотор-редуктора 2, установленного на основании 1, через волновую беззазорную передачу 3, выходное колесо которой связано с поворотным корпусом 5.Мотор-редуктор 4через шариковую винтовую пару 6поворачивает тягу 7, образующую со звеньями 9, 10и 12шарнирный параллелограмм, обеспечивающий поворот звена 12вокруг оси кривошипа 13.Наклон звена 10 обеспечивается мотор-редуктором 20, движение от которого через шариковую винтовую пару 18 подается на кривошип 19.Для разгрузки приводов предусмотрен уравновешивающий груз 8.Внутри звеньев руки размещены тяги 11и14и система кривошипов 13, 15и 19, образующих систему передач, которые обеспечивают повороты рабочего инструмента вокруг оси I (кривошипом 15)и на угол а(беззазорной конической передачей 16).Движения звеньев по всем степеням подвижности контролируются датчиками положения. Система управления — позиционная. Робот (рис.13, б) для дуговой сварки фирмы " Shin Meiwa" (Япония), имеющий сварочную горелку и механизм подачи электродной проволоки, расположенный на устройстве горизонтального перемещения горелки по оси у, имеет базовый механизм, выполненный в прямоугольной системе координат.
Рис.13, а. Сварочный робот “Asea I Rb-6; Рис.13, б. Сварочный робот “Shin Meiwa”
Популярное:
|
Последнее изменение этой страницы: 2017-03-10; Просмотров: 1349; Нарушение авторского права страницы