|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Технология изготовления сварных деталей машин
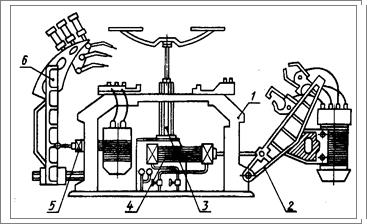
Автомобили Кузова и кабины автомобилей, как правило, выпускают в условиях крупносерийного и массового производства. Кузов легкового автомобиля Штампованные тонколистовые детали подаются системой толкающих конвейеров к автоматическим линиям сборки — сварки основных узлов кузова: пола, боковин и крыши. Эти линии представляют собой сложный комплекс многоточечных сварочных машин и средств механизации, работающих в едином цикле. Многоточечные машины этих линий подразделяются на несколько типов, наиболее характерные из них описаны ниже. В машинах типа «открытый стол» (рис.136) свариваемые узлы устанавливаются на неподвижный стол 1, а сварочные пистолеты и клещи закреплены на откидывающихся кронштейнах 6и 2, которые подводятся к свариваемым узлам с помощью гидравлических цилиндров 5и 4.Для съема узлов со стола машины и подачи их на конвейер линии машины оснащены гидравлическими подъемниками 3.Подъемники имеют телескопические цилиндры, так как высота подъема деталей достигает 1, 3м.
Рис.136. Схема многоточечной машины: типа ‘открытый стол’
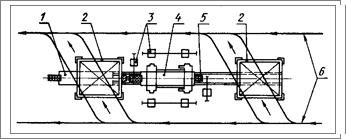
Машины с подвижным нижним столом (рис.137) используют для сварки крупногабаритных узлов. Свариваемые узлы укладывают на подвижный стол 2машины, сварочные пистолеты закреплены неподвижно на верхней плите 1.Подъем и фиксация стола осуществляются с помощью двух гидроцилиндров 3и одного пневмоцилиндра 5, который управляет движением рычагов 4.При нахождении стола в верхнем рабочем положении рычаги устанавливаются в «мертвое» положение и воспринимают усилия, как от силы тяжести стола, так и от давления электродов сварочных пистолетов. Пневмоцилиндр 5 одновременно служит как для вывода рычагов из «мертвого» положения, так и для амортизации при опускании стола.
Рис.137. Схема многоточечной машины с подвижным нижним столом
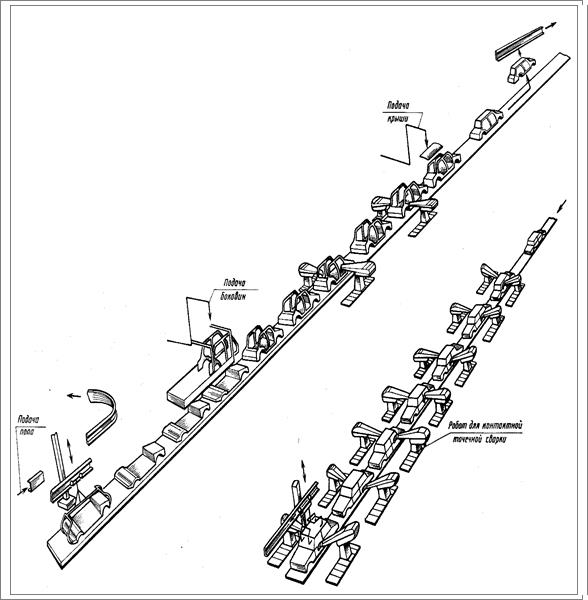
Вначале линии оператор укладывает элементы каркаса и обшивку на стол многоточечной машины типа «открытый стол» по фиксаторам. Выполненные на этой машине сварные точки обеспечивают жесткость собранного узла и надежную фиксацию деталей относительно друг друга. После сварки гидроподъемник машины поднимает узел до уровня расположения транспортирующего устройства, которое захватывает его и передает на следующие позиции линии, на которых сварка остальных точек выполняется автоматически без участия оператора. Сваренные боковины поступают в конец линии на механизмы перегрузки, где они изгоризонтального положения переводятся в вертикальное иподаются на напольный конвейер. Рядом с напольным; конвейером расположены накопители для хранения готовых боковин. Подача с напольного конвейера в накопители и обратно происходит автоматически. Общую сборку и сварку кузова автомобиля из готовых узлов осуществляют или на одном рабочем месте в главном кондукторе, или на нескольких рабочих места методом последовательного укрупнения. На ВАЗе используют первый прием, причем подаче готовых узлов в главный кондуктор предшествует их комплектация в одной подвеске толкающего подвесного конвейера. Для этого сваренные боковины кузова (правая илевая) подаются к месту комплектации напольным конвейером. С противоположной стороны к месту комплектации поступает и крыша кузова. Комплектация осуществляется с помощью опускной секции подвесного конвейера. Навеску проводят путем опускания секции несущего пути подвесного конвейера вместе с подвеской так, чтобы крюки рычагов оказались на уровне проемов окон боковин, подаваемых напольным конвейером. Крыша подается центрально и подхватывается крюками. Скомпонованная таким образом «виноградная гроздь» подъемом секцииперемещается вверх, захватывается выступом тяговой цепи толкающего конвейера и автоматически направляется к месту установки последнего узла компоновки – настила пола, располагаемого в подвеске на опорах, а затем отправляется на склад. Со склада подвески «виноградные грозди» системой автоматического адресования подаются к главному сборочному кондуктору (рис.138) челночного типа.
Рис.138. Схема расположения главного кондуктора для сборки кузовов автомобилей ВАЗ
Сборочный кондуктор включает многоточечную сварочную машину 5, шесть подвесных сварочных машин 3и две связанные между собой кондукторные тележки 1и 4.Подвеску 2с узлами кузова опускают на приемную тележку, узлы снимают, устанавливают в кондуктор тележки и фиксируют прижимами. Затем тележку подают в многоточечную машину 5.Здесь узлы окончательно фиксируются зажимными устройствами и свариваются снизу электродами многоточечной машины. Остальные точки сваривают с помощью подвесных сварочных машин. В это время вторая тележка находится на другой позиции, где ранее собранный кузов захватывается рычагами подвески. Опускная секция толкающего конвейера 6 поднимается, и подвеска с кузовом отправляется на линию окончательной сварки. Автоматические линии, оснащенные многоточечными контактными машинами, как правило, предназначены для выпуска кузовов автомобиля определенной марки, и переход на изготовление кузовов автомобиля другой модификации требует значительной перестройки оборудования. Для прихватки и сварки кузовов все шире используются роботы (рис. 139), имеющие клещи для контактной точечной сварки.
Рис.139. Робот для контактной точечной сварки кузова
Использование роботов (рис.140) вместо многоэлектродных машин делает производство более гибким, т.е. позволяет переходить от изготовления кузова одной модификации к изготовлению кузова другой модификации путем простой смены программы у роботов, обслуживающих отдельные рабочие места.
Рис.140. Роботизированные линии сборки и сварки кузова автомобиля 16. Контроль качества сварки Контроль качества сварочных работ начинается еще до того, как сварщик приступил к сварке изделия. При этом проверяют качество основного металла, сварочных материалов (электродов, сварочной проволоки, флюса и др.), заготовок, поступающих на сборку, состояние сварочной аппаратуры и качество сборки, а также квалификацию сварщиков. Все эти мероприятия носят название предварительного контроля. В процессе выполнения сварочных работ проверяют внешний вид шва, его геометрические размеры, производят обмер изделия, осуществляют постоянное наблюдение за исправностью сварочной аппаратуры, за выполнением технологического процесса. Указанные операции составляют текущий контроль. Окончательной контрольной операцией является проверка качества сварки в готовом изделии. Для этой цели существуют следующие виды контроля: внешний осмотр и обмер сварных швов, испытание на плотность, просвечивание рентгеновскими или гамма-лучами, контроль ультразвуком, магнитные методы контроля, люминесцентный метод контроля, металлографические исследования, механические испытания. Вид контроля качества швов сварных соединений выбирают в зависимости от назначения изделия и требований, которые предъявляются к этому изделию техническими условиями или государственными стандартами. При выборе вида контроля следует руководствоваться ГОСТ 3242 — 79. Популярное:
|
Последнее изменение этой страницы: 2017-03-10; Просмотров: 1278; Нарушение авторского права страницы