
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Лабораторная работа №1. «Технология разборки и сборки деталей с резьбовыми соединениями»Стр 1 из 19Следующая ⇒
МИНИСТЕРСТВО ОБРАЗОВАНИЯ И НАУКИ РОССИЙСКОЙ ФЕДЕРАЦИИ ФЕДЕРАЛЬНОЕ ГОСУДАРСТВЕННОЕ БЮДЖЕТНОЕ ОБРАЗОВАТЕЛЬНОЕ УЧРЕЖДЕНИЕ ВЫСШЕГО ПРОФЕССИОНАЛЬНОГО ОБРАЗОВАНИЯ «ДОНСКОЙ ГОСУДАРСТВЕННЫЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ» (ДГТУ) Годунова Л.Н. Решенкин А.С. Методические указания к лабораторным работам по дисциплине «Технологические процессы технического обслуживания и ремонта автомобиля»
Ростов-на-Дону 2017г. УДК629.113.004.5+629.113.004.67: 629.114.6(075)
Годунова Л.Н., Решенкин А.С. Технологические процессы технического обслуживания и ремонта автомобиля: Методические указания к лабораторным работам. Ростов-на-Дону: ДГТУ. 2017 - с. 172.
В методических указаниях приведена тематика лабораторных работ, дано описание применяемого оборудования и технологических воздействий на объект труда с целью оказания услуг с заранее заданными свойствами. Методические указания предназначены для студентов изучающих дисциплину «Технологические процессы техничекого обслуживания и ремонта автомобилей».
Содержание Общие сведения и указания 4 Лабораторная работа №1. «Технология разборки и сборки деталей с резьбовыми соединениями» 4 Лабораторная работа№2 «Технология восстановления посадок неподвижных сопряжений анаэробными материалами» 4 Лабораторная работа № 3 «Технологический процесс ремонта и заряда аккумуляторных батарей» 4 Лабораторная работа №4 «Технология проверки технического состояния контрольно-измерительных приборов автомобиля» 4 Лабораторная работа №5 «Конструктивные и технологические мероприятия по снижению токсичности выхлопных газов двигателей внутреннего сгорания» 4 Лабораторная работа №6 «Технологические процессы ремонта кузовов и кабин автомобилей» 4 Лабораторная работа №7 «Технологические процессы окраски кузовов легковых автомобилей» 4 Лабораторная работа №8 «Технология дефектации и ремонта блока цилиндров двигателя» 4 Лабораторная работа №9 «Технологические процессы восстановления деталей автомобилей» 4 ЛИТЕРАТУРА 4
Общие сведения и указания Лабораторные работы призваны закрепить и расширить знания студентов о технологических процессах обеспечения работоспособности автомобилей. В автосервисах для обеспечения работоспособности применяют три стратегии: · техническое обслуживание, основной целью которого является поддержание заданного уровня (интервала) работоспособности; · ремонт, основная цель которого – восстановление утраченной работоспособности; · техническое обслуживание и ремонт представляют собой комбинацию первой и второй стратегий. Реализовать эти стратегии можно, применяя соответствующие технологии. В общем виде технология представляет собой совокупность знаний о способах и средствах изменения или обеспечения заданного состояния, формы, свойства или положения объекта воздействия. Технологический процесс – это определенная совокупность воздействий, оказываемых планомерно и последовательно во времени и пространстве на конкретный объект в технологических процессах ТО и ремонта определены объекты воздействия (автомобиль, агрегат, система, узел, деталь, соединение или материал), место, содержащее последовательность и результат проводимых воздействий, их трудоемкость, требования к оборудованию, условиям труда, квалификации персонала. Вначале каждой работы даются краткие сведения из теории, помогающие студенту подготовиться к выполнению лабораторных и практических занятий. Лабораторно-технические занятия могут выполняться как индивидуально, так и группой из двух-трех человек. При этом каждый студент самостоятельно производит расчеты, разрабатывает технологические процессы, оформляет графические материалы. Для рационального использования времени студент обязан заранее изучить теорию, оборудование, задачи и порядок выполнения лабораторной работы. Руководитель занятия предварительно проверяет степень готовности студента к выполнению задания, принимает решение о допуске его к работе, проводит инструктаж по технике безопасности. После окончания работы студент обязан привести в порядок рабочее место, сдать оборудование, приборы и инструмент, затем обработать результаты замеров и составить отчет о работе. Отчеты хранятся на кафедре до сдачи экзаменов по данной дисциплине. Лабораторная работа №1. «Технология разборки и сборки деталей с резьбовыми соединениями» Время выполнения работы-4 часа Цель работы Закрепить и расширить знания по современной технологии сборки и разборки резьбовых соединений элементов и агрегатов двигателей. Изучить принцип действия и освоить навыки работы с комплектами специальных ключей и механизированного инструмента. Краткие сведения из теории Сборка и разборка узлов и деталей автомобилей проводится на участках ТО и ТР. Схема технологического процесса текущего ремонта узлов и агрегатов автомобилей приведена на рисунке 4..
Рисунок 4 - Схема технологического процесса текущего ремонта узлов и агрегатов Сборка деталей Резьбовые соединения обеспечивают сборку узлов как посредством резьбы, находящейся непосредственно на детали (свеча зажигания, регулировочные винты в механизме газораспределения, шаровые пальцы шарниров рулевого привода), так и при помощи крепежных деталей-болтов, шпилек, гаек специального и общего назначения. Специальные применяют в ответственных узлах (шатунные болты, шпильки крепления, головки цилиндров и т.п.) или там где без них технология сборки – разборки усложнится. Ответственные крепежные соединения имеют мелкий шаг резьбы и защитное покрытие. К основным неисправностям резьбовых соединений относятся – ослабление предварительной затяжки, повреждения и срыв резьбы.Самоотворачивание происходит в основном из-за вибраций, в результате снижается сила трения в самой резьбе и на контактном торце гайки или головки болта. Быстрому ослаблению крепления подвержены карданный вал, стартер, топливный насос, генератор. Основной причиной срыва резьбы при ремонтах является затяжка соединений с усилиями, значительно превышающими нормативные. Крепежные детали, использовавшиеся 10-15 раз, сохраняют предварительную затяжку в 2-4 раза хуже чем новые. При невыполнении крепежных работ при ТО-2, например, у двигателя, к 80-100 тыс. км его пробега ослабевает затяжка почти 15% резьбовых соединений. Перед сборкой резьба должна быть очищена и смазана маслом. Длина ввертываемой части болта для стальной детали должна быть от одного до двух диаметров резьбы. Увеличивать глубину ввертывания бесполезно, поскольку основную нагрузку воспринимают только несколько витков резьбы, расположенных у входной поверхности детали. При наворачивании гайки болт выбирают по длине таким, чтобы он выступал из гайки не более чем на два-три витка резьбы. Соединения обеспечивающие герметичность топливо-, воздухо, водо- и маслопроводов затягиваются плавно. Последние 60-900 поворота надо делать без рывков за один прием. Если узел собирается из разукомплектованных деталей и имеет уплотнительную прокладку, то он сначала обжимается моментом в 1, 1 раза большим чем по техническим условиям
Затем ослабляют гайки (болты) и узел повторно затягивается требуемым моментом. Эта операция обеспечивает равномерность затяжки. У многоболтовых резьбовых соединений гайки затягивают постепенно, в два-три приема, в определенной последовательности, что предупреждает деформацию детали. Если сопрягаемые детали прямоугольной формы, то затяжку нужно начинать со средних гаек, при расположении гаек по окружности их следует затягивать крест-накрест. На рис. 5. цифры обозначают последовательность затяжки гаек. Превышение момента затяжки может повредить (сорвать) резьбу или вызвать текучесть материала стержня болта (шпильки) и ослабление затяжки. В инструкциях заводов-изготовителей, в технологических картах указаны моменты затяжки для наиболее ответственных узлов.
Рисунок 5 - Последовательность затяжки гаек на различных поверхностях Технология фиксации деталей - очистка и мойка деталей; - сушка деталей; - обезжиривание поверхностей деталей растворителями с помощью кисти, тампона или окунания; - нанесение анаэробного состава на резьбовую поверхность (на несколько витков резьбы шпильки, болта) через капельницу-флакон; - для равномерного распределения анаэробного материала медленно в течение (30-50) с. проворачивают одну деталь относительно другой; - производят окончательную затяжку и очищают поверхность от излишков состава; - при сборке деталей с глухими резьбовыми отверстиями, материал наносят на стенки отверстия (а не на болт или шпильку) на всю длину резьбы в количестве, достаточном для выдавливания его на поверхность при завинчивании до упора. Механизм полимеризации анаэробных материалов в резьбовых соединениях можно представить следующим образом. При завинчивании резьбового элемента с анаэробным материалом происходит удаление воздуха из объема заключенного между сопрягаемыми резьбами и заполнение его анаэробным материалом, который, затвердевая, образует пленку определенной механической прочности. Пленка создает значительный момент сопротивления, в результате чего резьбовые соединения становятся стойкими к вибрации и ударным нагрузкам. Схемы фиксации резьбовых соединений приведены на рисунках 6 и 7.
Рисунок 6 - Стопорение (стабилизация) резьбовых соединений деталей анаэробным полимерным материалом: а – соединение «шпилька-корпус»; б – болтовое соединение; в – соединение трубопроводов; г – соединение « винт корпус».
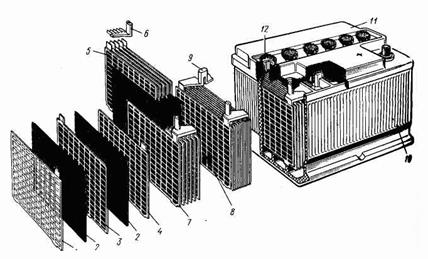
Рисунок 7 - Механизм полимеризации анаэробного материала в резьбовом стыке: 1 – резьбовой элемент; 2 – анаэробный материал; 3 - зазор Содержание отчета: - схемы технологических процессов сборки, разборки и фиксации резьбовых соединений; - перечень дефектов, установленных внешним осмотром; - результаты расчетов крутящего момента при различных видах резьбовых соединений; - графики зависимости крутящего момента от наружного диаметра резьбы Мкр = f(dн); - выводы по работе. Контрольные вопросы: Какие основные неисправности резьбовых соединений Вы знаете? Каковы особенности разборки деталей с резьбовыми соединениями? Какой сборочно-разборочный инструмент Вы знаете? Область его применения. От каких параметров зависит усилие затяжки резьбового соединения? Порядок сборки резьбовых соединений, чем он определяется? Перечислите операции технологического процесса фиксации резьбовых соединений с помощью анаэробных материалов. Цель работы Закрепить и расширить знания по технологии ремонта неподвижных сопряжений автомобиля. Освоить навыки выбора и работы с перспективными анаэробными материалами. Краткие сведения из теории Неподвижные соединения в автомобилях, тракторах, дорожных и погрузочно-разгрузочных машинах, а также в оборудовании составляют 20-30% всех сопряжений. При эксплуатации автомобилей происходит нарушение неподвижных посадок цилиндрических соединений типа: «гнездо шарикоподшипника – шарикоподшипник», «вал – шарикоподшипник», «вал-шестерня», «корпус-втулка» и т.д., что влечет проворачивание одной из сопрягаемых деталей относительно другой. Основная причина отказа неподвижных соединений – износ сопрягаемых поверхностей. До 30% валов и 50-80% корпусных деталей машин и оборудования, поступающих на капитальный ремонт, требует восстановления посадочных мест под подшипники качения. Основной причиной ускоренного износа сопрягаемых поверхностей деталей является фретинг-коррозия, возникающая при колебательном относительном движении контактирующих поверхностей. Это движение может быть вызвано вибрациями, возвратно-поступательным перемещением, периодическим изгибом или скручиванием сопряженных деталей и т.п. Традиционные методы восстановления неподвижных соединений, такие как хромирование, осталивание, электродуговая и вибродуговая наплавки, накатка, накатка с заполнителем, приварка стальной ленты, металлизация, железнение и др. не в полной мере обеспечивают требуемые характеристики ремонтируемых сопряжений. Общий недостаток традиционных методов состоит в искажении геометрии восстановленной поверхности, неточностях сборки, напряженности посадки, погрешностях, обусловленных технологией сборки. Особенно отрицательно это влияет на качество сборки механизмов зубчатых передач (коробок передач, задних мостов, раздаточных коробок и т.п.). В результате деформируется наружное кольцо подшипника и искажается траектория его беговой дорожки. Восстановление сопрягаемых поверхностей с помощью анаэробных материалов позволяет снизить трудоемкость процессов по сравнению с традиционными методами в 5…30 раз, сократить расход материалов в 70…260 раз. Сэкономить около 240 кВтч электроэнергии при восстановлении 1м2 поверхности детали. При этом отпадает необходимость в механической обработке детали. Благодаря высокой проникающей способности анаэробные материалы плотно заполняют трещины, микродефекты сварных швов, зазоры. Цель работы Закрепить и расширить знания по технологии обслуживания и ремонта аккумуляторных батарей; освоить навыки работы с комплектом инструментов и приборов, применяемых при ТО и ремонте аккумуляторных батарей. Материальное обеспечение и оборудование: Аккумуляторная батарея, денсиметр, термометр, нагрузочная вилка (НВ), стеклянная трубка диаметром (5- 6) мм, раствор нашатырного спирта (10%) или раствор кальцинированной соды (10%), смазка ПВК, ключи гаечные 12х14 и 14х17,. вольтметр на напряжение 30 В класс точности 1,.амперметр класса точности не ниже 1 с набором шунтов Последовательность выполнения работы: -внешний осмотр АБ с целью выявление дефектов; -изучение технологического процесса ТО и ремонта АБ; -расчет состава электролита; -проведение ТО 2 АБ Краткие сведения из теории. Аккумуляторная батарея на автомобиле служит для питания электрическим током стартера при пуске двигателя, а также для всех других приборов электрооборудования, когда генератор не работает или не может еще давать энергию в цепь (например, при работе двигателя в режиме холостого хода). Если мощность, потребляемая включенными потребителями, превышает мощность, развиваемую генератором, аккумуляторная батарея, разряжаясь, обеспечивает питание потребителей одновременно с работающим генератором. Свинцово-кислотная аккумуляторная батарея является вторичным химическим источником постоянного тока. Прежде чем она будет отдавать электрическую энергию, ее необходимо зарядить сообщить ей определенное количество электрической энергии. Стартерные аккумуляторные батареи, выпускаемые нашей промышленностью, классифицируют по номинальному напряжению (6 и 12В); по конструкции: в моноблоке с крышками и перемычками над крышками и в моноблоке с общей крышкой и перемычками под крышкой; батареи необслуживаемые: залитые электролитом и полностью заряженные или сухозаряженные. Схема аккумуляторной батареи приведена на рис.1. Батарея состоит из следующих основных частей: отрицательных пластин 4, собранных в полублок 7, положительных пластин 3, собранных в полублок 5, сепараторов 2, бареток 6, связывающих в один полублок 8 параллельно включенные пластины одного знака (плюс или минус), выводных штырей-борнов аккумуляторного бака 10 с общей крышкой 11 и заливными пробками 12. Отрицательные и положительные пластины состоят из решетки 1, отлитой из свинцово-сурьмянистого сплава с содержанием сурьмы от 4 до 5%. Сурьма увеличивает стойкость решетки против коррозии, повышает ее твёрдость, улучшает текучесть сплава при отливке решеток.
Рисунок 1 - Устройство свинцово-кислотной стартерной аккумуляторной батареи с общей крышкой В настоящее время выпускают так называемые необслуживаемые аккумуляторные батареи, которые отличаются от обычных меньшим содержанием сурьмы (1, 5—2, 0%) в решетках пластин. Наличие сурьмы в решетках положительных пластин приводит в процессе эксплуатации батареи к переносу части сурьмы на поверхность активной массы отрицательных пластин и в электролит, что сказывается на повышении потенциала отрицательной пластины и понижении ЭДС батареи в процессе ее срока службы. При постоянном напряжении генератора понижение ЭДС батареи приводит к повышению зарядного тока, обильному газовыделению и повышению расхода воды. В необслуживаемых батареях за счет меньшего процента сурьмы в решетках пластин эти явления протекают более слабо Технология проведения ТО-2 Расчет состава электролита Электролит требуемой плотности может быть приготовлен непосредственно из кислоты плотностью 1, 83 – 1, 84 г/см3 и дистиллированной воды. Однако при непрерывном вливании кислоты в воду происходит сильный разогрев раствора (80…90оС) и требуется длительное время для его остывания. Для приготовления электролита требуемой плотности более удобно применять раствор кислоты промежуточной плотности 1, 4 г/см3, так как в этом случае значительно сокращается время охлаждения электролита. Количество компонентов, необходимое для приготовления электролита представлено в таблице 3
Таблица 3 - Количество исходных компонентов для приготовления электролита требуемой плотности
Примеры расчета для составления электролита Пример 1. Требуется приготовить электролит плотностью 1, 25 г/см3 из раствора серной кислоты плотностью 1, 41 г/см3 и воды. Сколько нужно взять исходных компонентов? Из таблицы 3 находим, что для приготовления одного литра электролита плотностью. 1, 25 г/см3 нужно взять раствора кислоты плотностью 1, 4 г/см3 – 0, 601 л., а дистиллированной воды – 0, 410 л. Пример 2. Сколько нужно серной кислоты плотностью 1, 83 г/см3 и дистиллированной воды, чтобы составить раствор плотностью 1, 4 г/см3. В таблице 3 необходимо, что для приготовления 1 л. Раствора кислоты плотностью 1, 4 г/см3 требуется 1, 423 л. Или 0, 776 кг. серной кислоты плотностью 1, 83 г/см3 и 0, 65 л. воды. Технология ремонта Основные неисправность АБ и способы их устранения. К основным неисправностям АБ относят: - трещины в заливочной мастике и ее отслоение; - повреждение и износ полюсных выводов и перемычек; - сульфатация электродов; - повышенный саморазряд; - короткое замыкание внутри аккумуляторов; - нарушение электрической цепи аккумуляторной батареи; - трещины моноблоков, баков и крышек аккумуляторов. Трещины в заливочной мастике образуются в результате естественного старения, нарушения правил хранения батарей при отрицательных температурах воздуха, а также в результате случайных ударов и тряски батарей. Небольшие трещины в мастике устраняют с помощью электрического паяльника. При наличии в мастике глубоких трещин и отслоений её удаляют и заливают поверхность новой, которую предварительно расплавляют в мастиковарке. Изношенные или поврежденные полюсные выводы наплавляются с помощью угольного электрода и специальных форм (шаблонов) для положительного или отрицательного вывода. В качестве источника тока используется батарея напряжением 12 В., или понижающий трансформатор на вторичное напряжение 12 В. Негодные перемычки заменяют новыми, отлитыми в специальной форме. Материалом для отливки выводов и перемычек служат свинцовые детали ремонтируемых и непригодных батарей. Температура форм должна быть около 200оС, а расправленного свинца около 500оС. «Сульфатация электродов» – такое состояние АБ, когда они не заряжаются при пропускании нормального зарядного тока в течение установленного промежутка времени. Для отрицательного электрода сульфатация внешне проявляется наличием на поверхности крупных, трудно растворимых при заряде кристаллов или даже сплошного слоя сульфата свинца. Активный материал положительных электродов, подвергшихся сульфатации, часто приобретает светлую окраску, появляются белые пятна сульфата. Сульфат свинца имеет больший объем, чем активная масса, поэтому при сульфатации происходят закупоривание пор, выкрашивание и выдавливание активной массы, а также искривление и разрыв электродов. При сульфатации электродов резко возрастет внутреннее сопротивление аккумулятора, а следовательно, понижается напряжение при разряде. Емкость сульфатированного аккумулятора резко снижается, особенно при стартерном режиме разряда. Исправление сильно сульфатированных электродов аккумулятора невозможно. Частичную сульфатацию можно устранить путем длительного (до 24 часов и более) заряда батареи. Заряд нужно вести до тех пор, пока плотность электролита и напряжение не будут постоянными в течение 5…6 часов. Повышенный саморазряд АБ, отключенная от разрядной цепи, самопроизвольно разряжается, теряет емкость, такой разряд АБ называется саморазрядом. Саморазряд бывает нормальным и повышенным. Нормальный саморазряд для свинцовой стартерной АБ – явление неизбежное. Саморазряд считается повышенным, если после 14 суточного бездействия батарей среднесуточная величина его превышает 0, 7% номинальной емкости при температуре окружающей среды 20+- 5оС. Основные причины повышенного саморазряда: -наличие на поверхности батарей загрязнений, проводящих электрический ток; -при наличии дистиллированной воды или электролита, содержащих вредные примеси; - хранение АБ при повышенных температурах окружающего воздуха. Краткие сведения из теории Очень удобен для диагностирования КИП переносной прибор Э-204 (рис.1). КИП можно проверить непосредственно на автомобиле или в снятом состоянии в электротехническом участке. Прибор оснащен всем необходимым для диагностики КИП. На рис. 2, 3, 4, 5 даны схемы проверок отдельных КИП автомобиля. С помощью манометра и поршневого насоса проверяются манометры и сигнализаторы аварийного давления; с помощью нагревателя и контрольного термометра - датчики температуры и сигнализаторы аварийной температуры; с помощью угломера датчики указателей уровня топлива и т.д.
Рисунок 1 - Прибор Э-204 для проверки контрольно-измерительных приборов автомобиля: 1-термометр; 2-нагреватель; 3-микроамперметр; 4-сигнальная лампа; 5-розетка с зажимами для подключения соединительных проводников; 6-манометр; 7-площадка; 8-штифт; 9-угломер; 10-рукоятка насоса; 11-соединительная муфта; 12-вентиль выпуска воздуха; 13-переключатель проверок; 14-рукоятка реостата; 15-кнопка «Отсчёт»; 16-переключатель эталонных сопротивлений; 17-розетка для подключения аккумуляторной батареи; 18-предохранитель; 19-розетка для подключения проводников от нагревателя; 20-переключатель напряжения; 21-розетка для подключения амперметра; 22-лампа


Рисунок 4 - Проверка указателя давления масла контрольными резисторами
Рисунок 5 - Проверка указателя уровня топлива в баке Приборы контроля давления Указатели давления применяют для определения давления масла в магистрали. Указатели позволяют водителю в некоторых случаях оценивать степень износа двигателя. Указатели давления воздуха применяют на автомобилях, имеющих пневматическую систему, для контроля давления в ресиверах и в тормозных камерах, а также давление в централизованной системе подкачки воздуха в шинах. Эксплуатация автомобиля с неисправным указателем давления масла и воздуха запрещается, так как неизбежно приводит к аварийным режимам в контролируемой системе. Для усиления контроля во многих системах кроме указателя устанавливается и аварийный сигнализатор. По конструкции манометрические указатели разделяют на указатели непосредственного действия и электрические. Указатели непосредственного действия имеют чувствительный элемент и приемник в виде совмещенного узла на приборной панели перед водителем, а давление контролируемой среды подводится к чувствительному элементу по трубопроводу. В автомобильных манометрических указателях применяют три типа чувствительных элементов: трубчатая пружина, мембрана и диафрагма с противодействующей пружиной. В большинстве указателей непосредственного действия применяют трубчатую пружину, в указателях электрического действия и во многих сигнализаторах — мембранные чувствительные элементы. Диафрагму с пружиной используют в некоторых сигнализаторах. Диафрагму с противодействующей пружиной в качестве чувствительного элемента используют для сигнализаторов, поскольку она обеспечивает большую точность определения давления и малочувствительна к перегрузке. Указатели давления с трубчатой пружиной. Основной деталью Указателя давления с трубчатой пружиной (рис. 8, а) является упругая плоская или овальная трубка 5, изогнутая по дуге окружности и состоящая из одного неполного витка. Один конец трубки впаян в штуцер 8, через отверстие в котором жидкость или воздух из контролируемой системы подается в трубчатую пружину. Второй конец соединен с тягой 7, которая через передаточный механизм приводит в движение стрелку 2 прибора.
Под действием давления внутри трубки происходит ее расширение и вследствие этого кривизна дуги, по которой изогнута пружина, снижается, а трубка разгибается. При разгибании трубки ее свободный конец перемещается, передвигая связанную с ним стрелку прибора. В указателях давления с трубчатой пружиной передача к стрелке осуществляется зубчатым сектором 6 и трибом 3. Пружина 4 на оси стрелки компенсирует влияние зазоров в передаточном механизме на показание указателя. В некоторых случаях в одном кожухе указателя размещают два механизма, получая, таким образом, один двухстрелочный указатель. Двухстрелочные указатели давления применяют для контроля давления в тормозной системе, причем один механизм измеряет давление в ресиверах, а второй — в тормозных камерах. На некоторых автомобилях (ВАЗ 2108, АЗЛК 2141 и др.) устанавливается новый прибор — эконометр, измеряющий давление от 0, 01 до 0, 08 МПа, его устройство аналогично устройству указателя давления с трубчатой пружиной. При этих давлениях трубчатая пружина сгибается под действием атмосферного давления и приводит в движение стрелку эконометра. Эконометр подсоединяется шлангом к впускному трубопроводу двигателя за дроссельной заслонкой. Эконометр позволяет за счет выбора передачи и частоты вращения вала двигателя выбрать наиболее экономичный режим движения при загородной езде. При максимальной частоте вращения двигателя и малой нагрузке (дроссель прикрыт) давление во впускном трубопроводе минимально, стрелка эконометра находится в левой части шкалы и двигатель работает с повышенным расходом топлива. При малой скорости движения и большой нагрузке (дроссель открыт), давление впуска возрастает, и стрелка эконометра находится в правой части шкалы (надо перейти с прямой на 3-ю передачу). Указатель давления магнитоэлектрический с реостатным датчиком. Он состоит из датчика и приемника. Реостатный датчик (рис. 8, б) магнитоэлектрического указателя имеет основание 9 со штуцером, на котором закреплена гофрированная мембрана 10 с помощью стального основания 11, несущего на себе реостат 12 с передаточным механизмом. В центре мембраны установлен толкатель 18, на который опирается качалка 16 с регулировочным винтом 17. Качалка воздействует на ползунок 13 реостата, поворачивая его вокруг оси 14. Пружина 15 противодействует смещению ползунка. Чтобы пульсация давления в контролируемой системе не вызывала колебаний ползунка по реостату, в канал штуцера запрессована пробка с каналом (дюза) 19 со стержнем для очистки канала, которая создает большое сопротивление протеканию масла и тем самым сглаживает влияние пульсаций давления на показания стрелки приемника. Мембрана под давлением масла выгибается и через качалку сдвигает ползунок по реостату, уменьшая его сопротивление. При снижении давления мембрана под действием собственной упругости опускается, а возвратная пружина 15 сдвигает ползунок и детали рычажной передачи в исходное положение. Реостат датчика, включенный параллельно одной из катушек приемника (рис. 8в) изменяет сопротивление (от 163 до 20 Ом) в зависимости от давления и тем самым влияет на перераспределение токов в катушках приемника. Магнитоэлектрический приемник указателя давления для реостатного датчика представляет собой конструкцию, аналогичную описанной выше для указателей термометров, однако обмоточные данные и схема соединений несколько изменены (см. рис. 8, в). Механизмы магнитоэлектрических указателей давления на 12 и 24В изготовляются одинаковыми, но для напряжения 24В последовательно в цепь питания приемника ставится добавочный резистор 24 (см. рис. 8, в). Датчик аварийного давления имеет чувствительный элемент, воспринимающий давление, и контактный электрический выключатель, который связан с сигнальной лампой на панели приборов. На автомобилях КамАЗ применяют датчик аварийного давления ММ124-Б (рис. 8, г). Датчик имеет корпус 35 в виде полого штуцера, который внутри разделен диафрагмой 34 на две полости. В полость под диафрагмой поступает масло из системы смазки и поднимает ее вместе с толкателем 31. В полости над диафрагмой установлены подвижный 32 и неподвижный 33 контакты и пружина 30, нагружающая диафрагму. Сверху корпус закрыт изолятором 29 со штекером 27, под которым установлен специальный фильтр 28, уравновешивающий давление в полости с внешним атмосферным. Давление замыкания контактов датчика обеспечивается предварительной тарировкой пружины и в эксплуатации не регулируется Указатели уровня топлива Указатели уровня топлива дают возможность водителю оценить объем топлива в баке и, следовательно, ориентировочное расстояние, которое автомобиль может проехать без дополнительной заправки.
Рисунок 9 - Реостатный датчик и магнитоэлектрический приёмник уровня топлива: а - общий вид датчика, б - векторная диаграмма напряжений, в - электрическая схема; 1 - поплавок, 2 - ось, 3, 4 - нижняя и верхняя части корпуса, 5 - зажим, 6 - винт, 7 - рычаг, 8 - проволочная петля, 9 - ползунок, 10 - текстолитовая пластина, 11 - конец обмотки реостата, 12 - обмотка реостата, 13, 14, 15 - первая, вторая и третья катушки приёмника, 16 - зажим питания, 17 - добавочный резистор, 18 - термокомпенсационный резистор, 19 - реостат датчика; Н01, Нп1, Н02, Нп2, Н03, НП3- векторы первой второй и третьей катушек при пустом и полном баке, Н Принято шкалу приемника уровня топлива градуировать в долях объема бака. Если на автомобиле применяют два бака с топливом, то в каждый бак ставится датчик, а на щитке приборов стоит один приемник и переключатель для присоединения того или иного датчика во время замера. В качестве датчика при измерении уровня топлива применяют проволочный реостат, ползунок которого перемещается рычагом с поплавком на конце (рис. 9, а). В некоторых конструкциях датчиков встраивают специальный контакт, который замыкается при снижении уровня топлива до минимального резерва (на 50—100 км пути). Этот контакт включает сигнальную лампочку резерва топлива на щитке приборов. Датчик магнитоэлектрических указателей (рис.9, а) имеет корпус из нижней 3 и верхней 4 частей, изготовленных из цинкового сплава. Внутри нижней части на оси 2 закреплен бронзовый ползунок 9 реостата. Снаружи к той же оси жестко прикреплен рычаг 7 с капроновым цилиндрическим поплавком. При изменении уровня топлива в баке от 0 до П ползунок передвигается на всю длину реостата. В верхней части корпуса закреплена текстолитовая пластина 10, на которую навита обмотка реостата 12 из нихромовой проволоки диаметром 0, 2 мм и общим сопротивлением 90 Ом. Конец 11 обмотки реостата выведен на зажим 5, а второй — на «массу» датчика. Ползунок реостата также имеет вывод на «массу» в виде упругой проволочной петли 8. Верхняя и нижняя части корпуса датчика соединены двумя винтами 6. Приемники указателей уровня топлива бывают электромагнитными и магнитоэлектрическими. Приемник уровня топлива с магнитоэлектрическим измерительным механизмом аналогичен по конструкции магнитоэлектрическим приемникам температуры и давления, но отличается от них обмоточными данными и схемой соединения измерительных катушек и дополнительных резисторов (рис. 9, б). Векторы напряженности магнитных полей измерительных катушек и суммарный вектор поля, вдоль которого устанавливается магнит со стрелкой при пустом и полном баке, магнитоэлектрического приемника показан на рис. 9, в. Изменение, тока в первой катушке за счет изменения сопротивления реостата датчика определяет направление действия суммарного вектора. Краткие сведения из теории Рециркуляция ОГ Рециркуляция осуществляется посредством перепуска отработавших газов из системы выпуска во впускную систему (рис.5). В двигателях с переменными фазами газораспределения при раннем открытии выпускного клапана больше отработавших газов остаётся в цилиндре, благодаря чему обеспечивается так называемая внутренняя рециркуляция". В результате этого для получения требуемой мощности необходимо сильнее открыть дроссельную заслонку, то есть возрастает масса рабочей смеси (с соответствующим увеличением ее теплоемкости), что обусловливает уменьшение температуры сгорания, а значит и уменьшение образования оксида азота. Следовательно, рециркуляция ОГ используется для уменьшения выбросов NOX. Популярное:
|
Последнее изменение этой страницы: 2017-03-11; Просмотров: 3452; Нарушение авторского права страницы

 (2)
(2)







 -результирующие векторы
-результирующие векторы