|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Технологический процесс восстановления посадочных мест под подшипники качения в отверстиях корпусных деталей
Этот процес включает следующие операции: - очистку и мойку сопрягаемых деталей; - дефектовку и разбивку деталей на группы, в зависимости от величины износа ( зазора в соединении); - доставку на сборочный участок; - подготовку посадочных мест (зачистка и обезжиривание поверхности изделия); - выбор и подготовку анаэробного материала и композиций на его основе; - нанесение анаэробного материала; - сборку узла, агрегата (полная сборка агрегата, узла с сопряжением должна производиться сразу после нанесения анаэробного материала на поверхность). Очистка мойка и обезжиривание производятся традиционными способами, получившими применение в ремонтном производстве. При сборке детали центрируют с помощью оправок и приспособлений. Собранное соединение выдерживают в неподвижном состоянии при комнатной температуре 30…40 мин, после чего анаэробный материал набирает технологическую прочность, и с ремонтируемого узла можно снимать центрирующее приспособление. По истечении 5…24ч герметик набирает рабочую прочность. На рисунке 1 приведена схема восстановления неподвижных сопряжений
Рисунок 1 - Схема восстановления неподвижных сопряжений: 1, 5 — подшипники качения; 2, 4, 6 — посадочные отверстия; 3 — корпусная деталь; 7 — стакан подшипника Износ сопряжений определяется на основе проведенных измерений, при этом могут учитываться данные ремонтных предприятий. С увеличением толщины слоя герметика его долговечность снижается. Для повышения прочности и расширения технологических возможностей в герметики добавляют наполнители, при этом, допустимые зазоры для различных композиций приведены в таблице 1. Таблица 1 - Допустимые зазоры применения составов на основе анаэробных герметиков
По реальному зазору подбирают марку анаэробного материала с учетом его вязкости (см. табл. 2). Вязкость анаэробного материала в исходном состоянии уменьшается в 5...6 раз в зависимости от температуры окружающей среды. Этот температурный «разброс» вязкости необходимо учитывать при использовании анаэробных материалов. Анаэробный материал является готовым продуктом, который наносится непосредственно на деталь. Для правильного выбора анаэробного материала необходимо учитывать вязкость состава и величину зазора между уплотняемыми деталями. Высоковязкий анаэробный материал трудно равномерно распределить в малом зазоре, а низковязкий не будет удерживаться в большом зазоре и вытечет до момента отверждения. Таблица 2 - Зависимость величины зазора в восстанавливаемом сопряжении от вязкости анаэробного материала.
По рекомендуемой вязкости подбирается анаэробный материал. Физико-химические свойства некоторых анаэробных материалов представлены в таблице3. Необходимо отметить, что в настоящее время промышленностью предлагается целый ряд добавок к анаэробным материалам существенно расширяющих диапазон их применения. При применении анаэробных материалов большое внимание следует уделять подготовке восстанавливаемых поверхностей. Подготовка поверхности включает тщательную очистку, удаление окалины и ржавчины механическим путем. Масляные и другие загрязнения удаляются с помощью растворителей: ацетона, эфира, бензина, фреона, хлорсодержащих растворителей. Для обезжиривания поверхности ее протирают смоченным в растворителе тампонами, промывают с помощью кисти, окунанием или заливкой. Таблица 3 - Физико-химические свойства анаэробных материалов
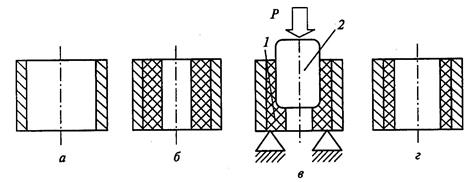
Окалина удаляется абразивной шкуркой, металлическими кругами, лепестковыми абразивными кругами, закрепленными в ручных электрических либо пневматических машинах. Детали после гальванического покрытия герметизируются без предварительного обезжиривания. Анаэробный материал наносят на поверхность одной из двух сопрягаемых деталей непосредственно через капельницу флакона, в котором он поставляется заводом изготовителем, либо с помощью шпателя, кисти с коротким ворсом после полного испарения растворителя. Композиция готовится непосредственно перед ее использованием. Анаэробный материал наносят на всю наружную цилиндрическую поверхность, а затем медленно вдвигают или вклеивают одну деталь в другую. Эффективный и несложный способ восстановления посадочных отверстий под подшипники в корпусных деталях -это калибрование поверхности анаэробных композиций. Его сущность состоит в том, что на изношенную поверхность детали наносят слой анаэробной композиции, который после предварительного частичного отверждения калибруют, исключая, таким образом, расточку восстановленных отверстий. Технологический процесс (рис.2) включает операции: очистку поверхности посадочного отверстия, обезжиривания её, приготовление композиции, нанесения слоя композиции толщиной 1…1, 5 мм на подготовленную поверхность, частичное отверждение, калибрование, окончательное отверждение композиции, снятие наплывов, контроль качества покрытий. Таким способом восстанавливают посадочные отверстия подшипников в корпусах водяного насоса, коробок передач, раздаточных коробок, в крышках распределительных шестерён двигателей и т.д.
Рисунок 2 – Схема этапов технологического процесса восстановления деталей размерным калиброванием: а – изношенное отверстие, очищенное и обезжиренное; б – нанесенный слой анаэробной композиции, частично отвержденной; в – калибрование; г – отвержденный слой анаэробной композиции; 1 – анаэробная композиция; 2 – калибр
Популярное:
|
Последнее изменение этой страницы: 2017-03-11; Просмотров: 2799; Нарушение авторского права страницы