
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Конструкция, монтаж, эксплуатация и ремонт автомата для фасовки М6-АР2-Т.
Линия предназначена для получения творога на основе сквашивания молока молочнокислыми бактериями в резервуарах с последующим подогревом сгустка и его обезвоживания в потоке. В состав линии входят резервуары для сквашивания молока, насосная установка для подачи сгустка, аппарат для тепловой обработки сгустка, обезвоживатель, охладитель творога, площадка обслуживания, система управления и контроля. На линии осуществляются следующие технологические операции: заполнение резервуаров пастеризованным гомогенизированным и охлажденным до температуры сквашивания молоком, заквашивание и сквашивание молока, перемешивание молока с закваской и сгустка в резервуаре, тепловая обработка сгустка в потоке, обезвоживание сгустка, охлаждение творога в потоке. Мойка оборудования и трубопроводов производится циркуляционно. Готовый творожный сгусток после перемешивания насосом подается в АТОС. После завершения тепловой обработки сгусток подается на обезвоживатель, выполненный в виде 2− х конических барабанов, обтянутых лавсаном. Далее творог поступает на охладитель и затем − на фасовку.
Санитарная обработка производится циркуляционным способом с помощью механизированной системы мойки после окончания работы линии.
Емкость Я1− ОСВ предназначена для сквашивания молока и получения творожного сгустка. Емкость имеет водяную рубашку, снабжена мешалкой. Пастеризованное, гомогенизированное молоко и закваска подаются через нижний патрубок. После перемешивания смесь оставляют для сквашивания. Готовый сгусток после перемешивания подается винтовым насосом в АТОС. Аппарат тепловой обработки сгустка (АТОС)− предназначен для подогревания, выдерживания и охлаждения сгустка в потоке. Представляет собой кожухотрубный одноходовой теплообменник с рабочим каналом плоского сечения. Каждый участок состоит из отдельных секций, соединенных отводами. В участках нагрева и охлаждения рубашки секций соединены патрубками и подключены соответственно к бойлерной установке и системе подачи ледяной воды. Рабочий канал последовательных участков секций охлаждения заканчивается цилиндрическим вертикальным участком со стеклянной вставкой, переходящей в лоток, по которому сгусток поступает в обезвоживатель. Творожный сгусток проходит последовательно все секции АТОС`а и через вертикальный выдерживатель поступает в обезвоживатель. В секции нагрева движение продукта и горячей воды − противоточное; в секции охлаждения движение продукта и ледяной воды − прямоточное. В вертикальном участке происходит дополнительное выдерживание и выравнивание температуры.
ПРИНЦИП РАБОТЫ: Творог поступает в приемный бункер, где захватывается конической частью вращающегося барабана и подается в пространство между цилиндром и вытеснительным барабаном. Вдоль цилиндра творог проталкивается шнеком цилиндрической части барабана и выталкивается через отверстие в крышке цилиндра. Перемещаясь вдоль цилиндра творог охлаждается рассолом с 2− х сторон через стенки цилиндра и вытеснительного барабана. Хладагент в рубашке движется в направлении противоположном направлению движения продукта. Бойлерная установка − состоит из бойлера, внутри которого расположен паровой эжектор; насоса для подачи водопроводной воды для наполнения бойлера и тепловой рубашки АТОС`а. Бойлерная установка обеспечивает нагрев воды и автоматическое поддержание ее температуры в пределах 90− 950С
Назначение и устройство. Автомат М6-АР1С применяют для фасовки творога в брикеты массой 250 и 125 г и упаковки их в пергамент с предварительно отпечатанной обезличенной этикеткой. На автомате М6-АР1С (рис. 1) для загрузки творога в бункер используют подъемник. Бункер автомата снабжен спуском и специальным устройством. Недостатком этих автоматов является то, что упаковка в пергамент творога и творожных изделий не обеспечивает герметичности и правильности (жесткости) брикета. При выделении сыворотки пакет из пергамента намокает и не имеет товарного вида. Автоматы карусельного типа прерывистопоточного действия; способ дозирования объемный. Точность дозирования ±2%. Автоматы предназначены -для осуществления -следующих технологических операций: подача упаковочного материала и нанесение даты; вырубка развертки для коробки из ленты упаковочного материала; подача развертки под формующую матрицу; контроль наличия развертки под пуансоном; механизированная загрузка творожной массы в бункер автомата; образование коробки и укладка ее в гнездо формующего стола; подача коробки (при вращении стола) под кран дозатора и заполнение ее определенной дозой продукта; торцовая и боковая загибка краев коробки; подпрессовка и окончательная упаковка; съем брикетов (пакетов) с формующего стола и подача их на транспортер. Продукт из бункера в дозатор подается при помощи шнека. В автомате все технологические операции производятся по кругу. Основным связующим звеном между операциями является формующий стол с находящимися в нем восемью гнездами, расположенными равномерно по окружности под углом 45° друг к другу. Для выполнения указанных операций автоматы снабжены следующими основными механизмами: станиной с главным приводом 13 (рис. 1). Привод состоит из электродвигателя, клиноременного вариатора, муфты сцепления и шестеренной передачи, от которой получают движение все механизмы автомата. Сцепление включается рычагом 8; механизмом образования коробки из ленты упаковочного материала, при помощи которого осуществляется разматывание ленты, нанесение даты, отрезка развертки, перенос развертки на формующую матрицу и изготовление коробки и укладки ее в гнездо формующего стола; формующим столом 9, на котором выполняются технологические операции, связанные с фасовкой, упаковкой продукции и счетом готовых пакетов; дозатором 3 поршневого типа, с поворотным дозирующим цилиндром. Дозатор имеет кран и отсекатель дозы; механизмом заделки 10, осуществляющим завёртку и подпрессовку наполненных пакетов; транспортером 7 со съемником пакетов с формующего стола, перевррачивателем пакета заделанной стороной вниз и укладчиком пакетов на транспортер; подъемником для подъема и загрузки продукта в бункер из емкости или тележки, устанавливаемой и закрепляемой на платформе. Принцип действия . Лента упаковочного материала с рулона (рис. 2) регулирующими секторами 5, разматывающим и прижимным механизмами подается на направляющий валик 3 и на дататор 4, который наносит дату на упаковочный материал. Отрезка, развертки 1 определенной длины осуществляется ножами 6. После этого развертка рычагами 7 и секторами 5 подается на формующую матрицу 9 под пуансон 8. Пуансон 8 опускается и проталкивает развертку через матрицу 9, придавая •ей форму коробки //. Наличие развертки под пуансоном контролируется щупом 10, При отсутствии развертки щуп посредством микропереключателя останавливает автомат. При помощи пуансона 8 коробка вставляется в гнездо формующего стола 12. -Стол, поворачиваясь, подводит коробку под дозатор. Формующий стол имеет восемь гнезд, над которыми смонтированы соответствующие механизмы. В гнезда стола вставлены выталкиватели с подъемниками, которые скользят по регулируемому кулачку. Продукт в дозатор подается из бункера витками шнека. Заполненный продуктом дозатор // поворачивается отверстием в сторону корпуса крана дозатора, и дозирующий поршень выжимает определенное количество продукта через кран в коробку ///, находящуюся в гнезде формующего стола. От крана дозатора продукт отсекается отсекателем дозы. После окончания прямого хода поршня и отсекания продукта поршень, отходя назад, производит отсос излишков продукта. Коробки, заполненные определенной дозой продукта, подаются под механизм заделки 13, где лапками концевой заделки подгибаются концевые стенки коробки, а лапкой боковой заделки лодгибается одна боковая стенка. При поворачивании стола лапкой боковой заделки производится подгибка второй боковой стенки. Таким образом образуется брикет определенной формы. Далее брикет поступает к механизму подпрессовки 15, который придает, брикету окончательную форму V. Выталкивателем, завернутый брикет VI, выталкивается из формующего стола и съемник 17 доставляет его на переворачиватель, Переворачиватель перевертывает пакет заделанной стороной вниз VII, чтобы при транспортировании брикеты не развертывались. Перевернутые брикеты поступают на транспортер 14, который подает их к месту укладки (вручную) в тару. Продукт в бункер в автоматах М6-АР1С и М6-АР2С загружается при помощи подъемника. Тележка или емкость с продуктом устанавливается и закрепляется на платформе. При включенном подъемнике платформа вместе с тележкой поднимается вверх и в верхней конечной точке поворачивается так, что из тележки продукт высыпается в бункер. Особенности эксплуатации . Автомат М6-АР1С выпускается отрегулированным на массу брикета 250г. При перенастройке автомата на массу брикета 125 г производят: замену рабочих органов согласно инструкции, установку в новое положение рычагов и рулона упаковочного материала соответствующей ширины, регулировку массы брикета. В автоматах при эксплуатации предусмотрена следующая регулировка: регулирование производительности — вариатором посредством маховика только при включенном электродвигателе. Для увеличения производительности маховичок поворачивается в сторону плюс (+.), для уменьшения —в сторону минус (—); регулирование сцепления — для передачи необходимого усилия, но нельзя оцепление затягивать сильно, так как оно служит как предохраняющее устройство; регулирование механизма образования коробки — отрезки длины развертки, подачи развертки; установка и регулировка ножей; регулирование выталкивателей формующего стола, находящихся под механизмом заделки; регулировка дозатора при неправильном наполнении коробки продуктом и регулирование массы брикета при работающем автомате при помощи маховика. Для получения заданной массы брикета необходимо правильно установить отсос и проверить консистенцию продукта; отрегулировать механизм заделки при недостаточной загибке краев коробки; отрегулировать транспортер (горизонтальность, натяжение, переворачиватель, съемники, особенно при переходе на другую массу брикета). Автомат устанавливают без фундамента, но так, чтобы формующий стол был горизонтальным. При подключении в сеть необходимо обеспечить вращение электродвигателя по часовой стрелке, смотря с конца вала электродвигателя, в противном случае неизбежна поломка автомата. Проверку проводить при выключенном оцеплении. Автомат может быть пущен в эксплуатацию после регулировки и смазки. Перед началом работы необходимо проверить крепление формующих деталей; заправить автомат упаковочным материалом; включить сцепление и прокрутить автомат вхолостую вручную за маховик 1 (см. рис. 1) и убедиться в нормальной работе механизмов автомата; выключить сцепление, заполнить бункер, продуктом, включить дозатор, когда формующий стол заполнится коробками. Упаковочный материал хранить при температуре 12—18° С в помещении с хорошей вентиляцией, слишком сухой упаковочный материал может, обрываться при подаче или изготовлении коробки, сырой — плохо режется и даже после сушки стягивается и является причиной брака коробки. Автомат обслуживает один человек. Срок службы-автомата при двухсменной работе до первого капитального ремонта не менее 3 лет, до предельного износа — не менее 10 лет. Срок гарантии 12 мес. с момента ввода автомата в эксплуатацию. Срок гарантии запасных частей к автомату 2 года со дня его поступления на предприятие.
Рис.1. Автомат М6-АР1С 1—маховик для ручного прокручивания автомата; 2—бункер; 3—дозатор; 4—маховик регулирования производительности; 5––маховик для регулирования массы дозы; 6—пусковая кнопка; 7––транспортер; 8—рычаг для включения сцепления; 9—формующий стол; 10––механтзм заделки;. 11—механизм подпрессовки; 12—переворачиватель; 13––станина с главным приводом.
Рис. 2. Функциональная схема работы автомата / — развертка; // — коробка; /// — коробка, заполненная продуктом; IV — пакет-завертка; V — пакет после подпрессовки; -VI — пакет после выталкивания; VII — пакет перевернутый; 1 — рулон; 2 — механизм прижима; 3 — направляющий валик; 4— дататор; 5 — регулируемые секторы; 6 — ножи; 7— рычаги; 8 — пуансон; 9 — формующая. матрица; 10 — щуп; 11 —дозатор; 12 — формующий стол; 13 — механизм, заделки; 14 — транспортер; 15 — механизм подпрессовки; 19— переворачиватель; 17 — съемник пакетов. Автомат М6-АР1С применяется для фасовки творога в брикеты массой 50г в фольгу. Данный автомат – карусельного типа прерывисто-поточного действия, способ дозирования - объемный. В автомате все технологические операции производятся по кругу. Основным связующим звеном между операциями является формующий стол, с находящимися в нем восемью гнездами, расположенными равномерно по окружности под углом 45о друг к другу. Кинематическая схема данного автомата включает в себя привод, состоящий из электродвигателя 1 (мощностью 2, 2 кВт, число оборотов - 1500 об/мин), клиноременной передачи, муфты сцепления и зубчатой передачи, от которой получает движение все механизмы автомата. Сцепление включается рычагом. Первичное вращение передается на шестерню 2 главного вала. Шестерня приводит в движение через зубчатые колеса 3 валы 4 и 5, передающие вращение соответственно на механизм шнека дозатора 6 и механизм поршня трехходового крана 7. Дозатор имеет отсекатель дозы. От вала привода приводится во вращение формующий стол 13. Периодичность вращения определяется движением роликов 15, захватываемых кулачком 14. Движение выталкивателей, расположенных в формующем столе, определяется перемещением по копиру 16. На формующем столе выполняются технологические операции, связанные с фасовкой, упаковкой продукции и учетом готовых брикетов. С вала 5 движение передается через систему зубчатых колес и цепные передачи на механизм разматывания ленты 9. Механизм подачи фольги получает вращение от кулачкового механизма. Сверху фольга прижимается к барабану роликом через рычаг. Внутри ведущего барабана смонтирована фрикционная муфта. Развернутая фольга подается по направляющим к ножам. Также от вала 5 движется дататор 10, механизм отрезки развертки 11 и механизм формующей матрицы 12. От вала 4 через систему кулачковых механизмов и зубчатых передач движение передается на механизм заделки брикетов 8, механизм подпрессовки, съемник готовых брикетов 18, переворачиватель 17. В автомате М6-АР1С предусматривается регулировка производительности бесступенчатым вариатором посредством вращения маховика, только при включенном электродвигателе. |
Последнее изменение этой страницы: 2017-03-15; Просмотров: 1056; Нарушение авторского права страницы
 Управление работой линии осуществляется с помощью устройства управления, представляющего собой группу шкафных щитов, где смонтированы приборы и технические средства автоматизации. На щитах установлены средства преобразования информации, измерительные устройства преобразования сигналов датчиков расхода, температуры, уровня, кислотности, интеграторы расходомеров,, магнитные пускатели электроприводов и пр.
Управление работой линии осуществляется с помощью устройства управления, представляющего собой группу шкафных щитов, где смонтированы приборы и технические средства автоматизации. На щитах установлены средства преобразования информации, измерительные устройства преобразования сигналов датчиков расхода, температуры, уровня, кислотности, интеграторы расходомеров,, магнитные пускатели электроприводов и пр. Система автоматизации обеспечивает автоматическое поддержание заданной температуры горячей воды в рубашке аппарата для тепловой обработки сгустка, контроль и регистрацию основных параметров процесса, сигнализацию отклонений от заданных параметров, а также достижение верхнего и нижнего уровней в резервуарах, дистанционное управление производительностью линии путем изменения скорости подачи сгустка, управление заполнением резервуаров молоком, дозировку закваски, отбор сгустка с использованием дистанционно управляемых клапанов.
Система автоматизации обеспечивает автоматическое поддержание заданной температуры горячей воды в рубашке аппарата для тепловой обработки сгустка, контроль и регистрацию основных параметров процесса, сигнализацию отклонений от заданных параметров, а также достижение верхнего и нижнего уровней в резервуарах, дистанционное управление производительностью линии путем изменения скорости подачи сгустка, управление заполнением резервуаров молоком, дозировку закваски, отбор сгустка с использованием дистанционно управляемых клапанов.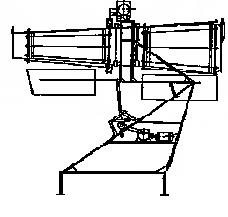 Обезвоживатель − представляет собой аппарат непрерывного действия, выполненный в виде вращающегося конического барабана, сужающегося к месту выхода продукта. Барабан состоит из 2− х секций и несущей конструкции. В качестве фильтрующего материала используется лавсан. Барабан устанавливается на подвижной поворотной раме, установленной на станине. Барабан имеет 2 поддона для сбора сыворотки. Их расположение обеспечивает легкий доступ для ручной санобработки. Конструкция обезвоживателя позволяет получать творог с различным содержанием влаги. Это достигается путем изменения угла наклона барабана. Механизм изменения угла наклона работает от отдельного привода. Выходящий из обезвоживателя творог поступает в охладитель для творога.
Обезвоживатель − представляет собой аппарат непрерывного действия, выполненный в виде вращающегося конического барабана, сужающегося к месту выхода продукта. Барабан состоит из 2− х секций и несущей конструкции. В качестве фильтрующего материала используется лавсан. Барабан устанавливается на подвижной поворотной раме, установленной на станине. Барабан имеет 2 поддона для сбора сыворотки. Их расположение обеспечивает легкий доступ для ручной санобработки. Конструкция обезвоживателя позволяет получать творог с различным содержанием влаги. Это достигается путем изменения угла наклона барабана. Механизм изменения угла наклона работает от отдельного привода. Выходящий из обезвоживателя творог поступает в охладитель для творога. Охладитель для творога двухцилиндровый 209− ОТД− 1− предназначен для быстрого охлаждения творога в непрерывном потоке в тонком слое непосредственно после выхода из обезвоживателя. Охладитель для творога состоит из 2− х закрытых цилиндров закрытых одним общим цилиндром с одним общим бункером, смонтированных на станине. Внутри каждого цилиндра установлен шнек. Цилиндры и барабан снабжены рубашкой с направляющими в виде спиральных каналов. Цилиндры закрыты съемными крышками, которые имеют подшипники скольжения для опоры валов вытеснительных барабанов.
Охладитель для творога двухцилиндровый 209− ОТД− 1− предназначен для быстрого охлаждения творога в непрерывном потоке в тонком слое непосредственно после выхода из обезвоживателя. Охладитель для творога состоит из 2− х закрытых цилиндров закрытых одним общим цилиндром с одним общим бункером, смонтированных на станине. Внутри каждого цилиндра установлен шнек. Цилиндры и барабан снабжены рубашкой с направляющими в виде спиральных каналов. Цилиндры закрыты съемными крышками, которые имеют подшипники скольжения для опоры валов вытеснительных барабанов.

 Рис. 3. Кинематическая схема привода
Рис. 3. Кинематическая схема привода