|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Системы набора, взвешивания и подачи шихты на колошник
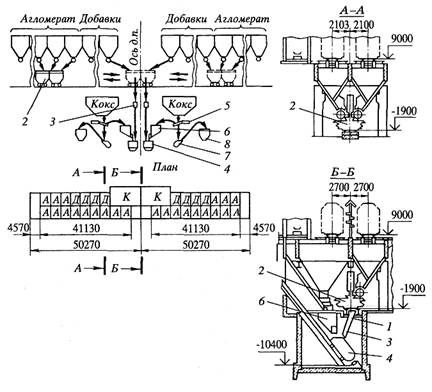
Подача железорудного сырья к скиповой яме в подбункерном помещении бывает различной в зависимости от принятого способа транспортирования. При системе с механизмами периодического действия подача шихты осуществляется вагона-весами, двигающимися между бункерами и набирающими материалы в «карманы» - воронки при помощи барабанных затворов «Орра». В этом случае эстакада линейного типа с двухрядным расположением бункеров в количестве 18-32 на одну печь (число бункеров зависит от производительности печи и расстояния между осями печей цеха). Шихта загружается последовательно в каждый карман вагона-весов по установленной программе с соблюдением строгой очередности забора из бункеров с одноименным материалом. После заполнения карманов шихта доставляется к скиповой яме (рис. 7.5) и разгружается через направляющие лотки 3 в скипы 4 или промежуточные бункера 7 с затворами, управление которых входит в общую схему автоблокировки загрузочной системы. Таким образом, создается резерв времени для набора материалов при наличии в запасе шихты для очередной подачи. Питание вагона-весов 2 электроэнергией осуществляется через троллеи, укрепленные на потолке подбункерного помещения. В подбункерном помещении между бункерами отдельных печей делаются ремонтные площадки с установкой запасных вагона-весов (не менее одних на две смежные доменные печи). Под горловинами коксовых бункеров (имеющих листовые задвижки ручного привода для их перекрытия на случай ремонта бункеров) устанавливаются грохоты 5 для отсева коксовой мелочи < 25 мм с одновременной загрузкой отсеянного кокса в весовую воронку 6 и далее в скипы 4. Отсеянная мелочь < 25 мм специальным малым скиповым подъемником 7 передается в сборный бункер 8 и затем подвергается грохочению на классы 25-40, 25-10, 10-0 мм. Класс 25-40 можно задавать обратно в печь, соблюдая установленную периодичность загрузки, а фракции 25-10 (орешек) и 10-0 отгружаются соответственно для ферросплавной промышленности и агломерационного производства.
Рис. 7.5 - Схема шихтоподачи с помощью вагона-весов
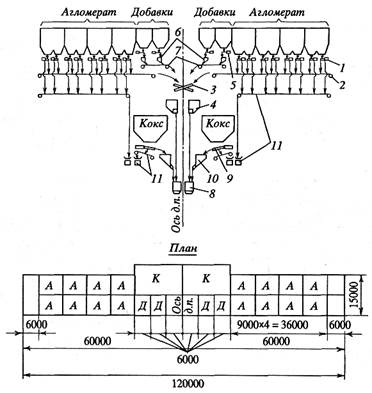
В связи с холостыми пробегами и ограниченной грузоподъемностью, сложными условиями автоматизации и запыленностью при наборе материалов вагон-весы в настоящее время применяются на печах полезным объемом до 1719 м3, а на больших печах заменяются системой машин непрерывного действия, т.е. конвейерными транспортерами с дозаторами-питателями, служащими одновременно грохотами для отсева мелочи и затворами для бункеров. Такая схема может быть осуществлена при подаче материалов на колошник как скипами, так и ленточным транспортером. Примером являются эстакада и шихтоподача в подбункерном помещении печи 3200 м3 (рис. 7.6). Схема этой шихтоподачи отличается от рассмотренной выше числом бункеров (меньше в 3 раза для агломерата и в 2 раза для добавок). Данная система шихтоподачи обеспечивает хорошие санитарно-технические условия благодаря значительному уменьшению точек пылеобразования, применению гидросмыва, централизованной вентиляционной системе с трехступенчатой очисткой запыленного воздуха и притоку свежего воздуха.
1 - грохот агломерата; 2 - конвейер агломерата; 3 - перекидной лоток; 4, 6, 10 - воронка-весы; 5 - питатель добавок; 7 - конвейер добавок; 8 - скип; 9 - грохот кокса; 11 - конвейеры уборки мелочи
Рис. 7.6 - Схема транспортерной шихтоподачи к скипам доменной печи объемом 3200 м3
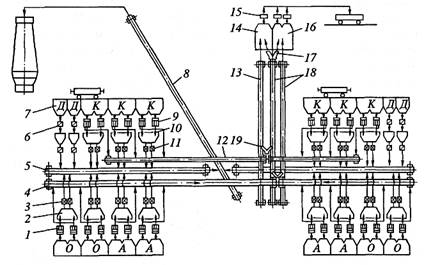
Раздвоение наклонного колошникового моста, впервые примененное в отечественной практике, позволило скомпоновать шихтоподачу таким образом, что время на набор и доставку материалов к скиповым ямам сократилось. Был успешно решен вариант скиповой загрузки печи большой производительности. Изыскание системы с наиболее простой технологической схемой, определяемой составом шихты современных мощных доменных печей, привело к разработке конвейерной подачи на колошник, к шихтоподаче с механизмами непрерывного действия, имеющей в настоящее время широкое применение в зарубежной практике.
Рис. 7.7 - Схема конвейерной шихтоподачи доменной печи объемом 5000 м3
Такой системой является шихтоподача доменной печи 5000 м3 (рис. 7.7). По ее схеме кокс и минеральное сырье, поступающее в специализированных составах с дистанционным открыванием разгрузочных люков, разгружаются на двухрядной эстакаде. Схемой предусматривается хранение в первом ряду с двумя железнодорожными путями кокса и добавок, во втором ряду с тремя путями – агломерата и окатышей. Один из двух путей в ряду кокса и добавок может быть заменен транспортером для подачи кокса непосредственно с коксосортировки коксохимического производства. Бункера располагаются с обеих сторон наклонного конвейера на колошник и обеспечивают «гибкую» загрузку доменной печи при любом сочетании порций механизмами одной стороны эстакады. Обычно одна из сторон является резервной. Материалы (кроме добавок) выдаются из бункеров при помощи грохотов (для агломерата) и окатышей по два грохота 1 под каждым бункером производительностью по 400 м3/ч, а для кокса три грохота 9 по 200 м3/ч в стационарные весовые воронки 2, 10 вместимостью 25 м3 и питатели П. Добавки (двух видов) поступают в весовые воронки 7 грузоподъемностью 2-3 т и питателями 6 производительностью 300 т/ч выдаются на конвейеры 5 периодически в порцию агломерата, окатышей или кокса. Грохоты и питатели 6 добавок срабатывают по импульсу от весовых воронок 7 - включаются при пустой воронке и останавливаются после набора заданной массы. На конвейеры 5 шихта поступает из весовых воронок 2, оборудованных двумя питателями 3. Производительность каждой воронки 1000 м3/ч. Конвейеры 5, а также конвейер 8 работают непрерывно, и материалы, согласно заданной программе загрузки, размещаются на них порциями с определенными интервалами в зависимости от темпа загрузки. Темп загрузки определяется интенсивностью хода доменной печи. Мелочь агломерата и окатышей конвейерами 4 собирается от грохотов 7 сборным конвейером 18 и направляется соответственно в бункера мелочи 16. Мелочь кокса сборным конвейером 13, собирающим ее с конвейеров 12, направляется в бункер мелочи кокса 14. В случае необходимости подача мелочи в соответствующий погрузочный бункер может переключаться с конвейеров 18 на конвейер 13 при определенном положении шиберов 17 и 19. Выгрузка мелочи из бункеров осуществляется в железнодорожные вагоны питателями 15 через затворы с увлажнением материалов. Вся система шихтоподачи имеет общее число точек пыления 59, в том числе 30 при работе с одной стороной, что является минимальным для всех систем подачи. Загрузочный конвейер работает непрерывно для предупреждения излишнего износа механического оборудования, из которого особое внимание должно быть уделено тому, которое не может быть продублировано или дублировать которое экономически невыгодно. Взвешивание материалов предпочтительно в стационарных весовых воронках, поскольку применение ленточных весовых дозаторов и ленточных весов не обеспечивает необходимой точности взвешивания. Сравнение технико-экономических показателей конвейерной системы подачи на колошник со скиповой выявило следующие преимущества: Удельные капитальные затраты (на 1 т выплавляемого чугуна) ниже на 15-20 %. Эксплуатационные расходы благодаря меньшим амортизационным отчислениям, расходам на ремонт, электроэнергию и зарплату ниже на 15-20%. Значительный резерв в производительности при различных величинах коксовой подачи с коэффициентом запаса 1, 5. Единая система машин непрерывного транспорта от бункеров до колошника и полная ее автоматизация с применением ЭВМ. |
Последнее изменение этой страницы: 2017-04-12; Просмотров: 184; Нарушение авторского права страницы