|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Оборудование подбункерного помещения и скиповой ямы. Питатели рудных и коксовых бункеров, грохоты для отсева мелочи
Для набора материалов из бункеров при системе прерывного действия механизмов служат барабанные затворы системы «Орра», при непрерывном - вибрационные питатели. Последние устанавливаются на бункерах агломерата и кокса, одновременно выполняя роль затворов. Отсев мелочи осуществляется грохотами - электровибрационными с резонирующими колосниками (для агломерата и кокса), вибрационными и валковыми или дисковыми для кокса. Вследствие таких недостатков, как дополнительное измельчение кокса (до 3 %), быстрый износ дисков и повышенные при этом потери металлургического кокса, дисковые грохоты уступают вибрационным, для которых характерны лучший отсев мелочи, отсутствие дополнительного измельчения, постоянство сортировки по крупности и простота устройства.
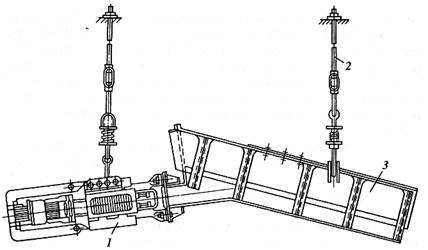
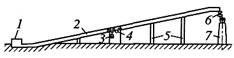
1 - кронштейн; 2 - вал; 3 - тяга; 4 - барабан; 5 - рычаг; 6 - отсекатель; 7 - пружина; 8 - скребок; 9 - ось; 10 – рычаг
Рис. 7.8 - Барабанный затвор рудного бункера
Барабанный питатель (рис. 7.8). Предназначен для перекрытия выпускных отверстий на бункерах руды и флюсов и выдачи их в карманы вагона-весов при помощи механического привода, используется из углеродистой стали или стали 50Г2 в виде гладкого сварного барабана 4, вращающегося на оси 9, закрепленной на кронштейнах 7. Материалы, находящиеся в бункерах, лежат непосредственно на барабанах и при вращении последних высыпаются через щель шириной 250-350 мм между барабаном и телом бункера. Щель прикрывается в нерабочем состоянии затвора швеллером-отсекателем 6, закрепленным на рычагах 5. Привод, передающий вращение барабану, находится на вагона-весах, которые для набора материалов устанавливаются так, что их качающиеся редукторы сопрягаются с венцами барабанов. При повороте качающихся редукторов вокруг оси выступ упирается в ролик тяги 3 и поднимает швеллер 6, а ведомое колесо вводится в зацепление с венцом барабана. Скребок 8 прижимается к барабану пружиной и очищает его поверхность от налипающих материалов. При диаметре барабана 1524 мм его рабочая длина 1885 мм. Угловая скорость 10 об/мин. Каждый бункер имеет два барабана. Вагон-весы снабжены приводом для вращения четырех барабанов с двух сторон, но одновременно включать разрешается только два барабана с одной стороны. Производительность барабанного питателя: Q = 1800hBwri, где h - высота разгрузочной щели, мм; В - рабочая длина барабана, мм; w - угловая скорость барабана, мин-1; r - насыпная масса материала в бункере, т/м3; i - коэффициент заполнения щели, равный 0, 7. Средняя производительность барабанного питателя, по опытным данным, составляет для агломерата 560- 780 и для известняка 140-185 кг/с.
Рис. 7.9 - Электровибрационный питатель
Вибрационные питатели. В условиях транспортирования материалов механизмами непрерывного действия применяются вибрационные грохоты и питатели с электромагнитными вибраторами (рис. 7.9). Устройство последних состоит из лотка 3, подвешенного на подвесках 2 к бункеру. К лотку присоединен электромагнитный вибратор 7. Статор вибратора соединен с лотком питателя, а якорь укреплен на рессорах. В обмотку статора подается пульсирующий ток, вызывающий колебания якоря и лотка. Частота колебаний до 3000 в мин; размах колебаний 1-4 мм с подбрасыванием движущегося материала. Производительность вибрационного питателя, т/ч: Q = 3600Bhnry, где В - ширина лотка, м; h - высота слоя материала, м; n - скорость движения материала, м/с; r - насыпная масса материала, т/м3; y - опытный коэффициент 0, 6-0, 8.
Рис. 7.10 - Электровибрационный грохот
Электровибрационный грохот типа ГВК (рис. 7.10) состоит из короба 2, колосников 3 и 4, расположенных под углом к грохоту, электро-вибропривода 1 и тележки 5. Короб имеет с электровибрационным двигателем упругую связь в виде рессорной системы. Короб и электропривод опираются на опоры и резиновые амортизаторы 6, расположенные на тележке. Электровибрационный двигатель создает возвратно-поступательное движение. Короб грохота установлен на тележке, позволяющей его выкатывать из-под бункера для осмотра и ремонта. Резонирующие колосники под действием колебания короба вибрируют в плоскости, перпендикулярной поверхности решетки с амплитудой 0, 5-2, 0 мм. Вследствие вибраций материал перемещается по колосниковой решетке и просеивается, причем куски материала не застревают в зазорах между колосниками благодаря увеличивающимся в направлении движения материалов размерам щелей. Колосники разделяются на подвижные 4 и неподвижные 3 по отношению к коробу. Последние приварены к коробу. Форма всех колосников трапециевидная Электровибрационные грохоты с резонирующими колосниками типа ГВК выполняются с площадью грохочения, м2: 2, 4-2, 6 (ГВК-1) и 4, 0 (ГВК-2). Максимальная производительность по питанию соответственно равна 400 и 550 м3/ч. Остальные технические характеристики грохотов ГВК-1 и ГВК-2 одинаковы: частота колебаний 3000 в мин-размах колебаний короба 1, 6-1, 8 мм; размер щели решетки на выходе 40 мм и угол наклона колосников 18°.
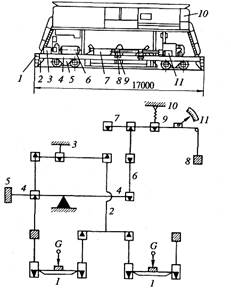
Рис. 7.11 - Вагон-весы и кинематическая схема их работы
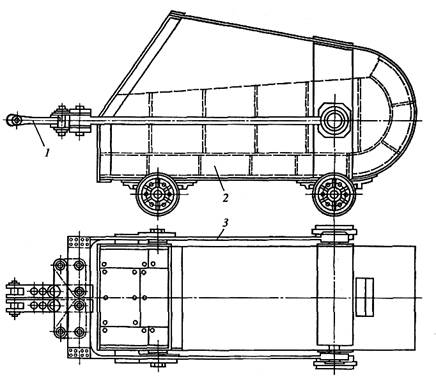
Вагон-весы. Предназначены для набора шихты из бункеров взвешивания ее, доставки к скиповой яме и загрузки в скипы Они представляют собой самоходный вагон с двумя саморазгружающимися бункерами (карманами), взвешивающим механизмом, механизмами вращения бункерных барабанных затворов (рис. 7.11) Вагон-весы передвигаются вдоль бункеров в подбункерном помещении по пути нормальной железнодорожной колеи. Основные механизмы вагона-весов: весовой, затвор карманов, вращения барабанов, подъема качающихся редукторов и передвижения. В свободном состоянии карманы вагона-весов через тягу 2 и промежуточный рычаг 3 уравновешиваются грузом 5 через контргрузный рычаг 4. Этот же рычаг 4 через тягу 6 в груженом состоянии передает усилие рычагу 7, к которому присоединен демпфер 8, уменьшающий колебания в упругой системе весового механизма. Весовая пружина 9 на тяге 10 с рейкой взаимодействует с вращающимся указателем веса 11. Усилие, передаваемое на пружину, S=k(G/t) Тн, где G - масса материала в карманах вагона-весов; t - передаточное число весового механизма; k - коэффициент, учитывающий натяжение пружины для устранения зазоров, равный 1, 25. При взвешивании масса уменьшается пропорционально передаточному числу и воспринимается пружиной 9. Пропорционально ей вращается указатель 11. Конструкция вагона-весов состоит из сварной рамы 4, снабженной буферами 1 и предохранительными фартуками 2. Рама опирается на две тележки 5 с индивидуальными приводами и пневматическими тормозами. В середине рамы смонтированы две воронки (карманы) 7, опирающиеся на рычаги весового механизма, который подвешен к раме. Днище воронок выполнено в виде двух створок, откидывающихся посредством рычажной системы, и пневмоцилиндра 9. Рычажная система исключает возможность самопроизвольного открывания дверок. Для поддержания давления воздуха в пневмоцилиндрах в пределах 390-590 кПа на раме установлены компрессоры 3 со змеевиками и воздухосборниками 6. При переводе в верхнее положение посредством пневмоцилиндра 9 корпус качающегося редуктора специальным выступом толкает тягу барабанного затвора шихтового бункера, которая в свою очередь поднимает отсекатель затвора. Включением электродвигателя 11 барабан затвора приводится во вращение и материал, высыпаясь из шихтового бункера, попадает в бункер вагона-весов. Вагон-весы снабжены закрытой кабиной управления 10, имеющей принудительную вентиляцию. Управление осуществляется обычно одним человеком, но в 1955 г. впервые в практике доменного производства на Кузнецком металлургическом комбинате оно было полностью автоматизировано для работы без непосредственного управления машинистом. Вагон-весы имеют защитные блокировки механизмов, исключающие передвижение их, если затворы карманов 7 открыты или корпус качающихся редукторов 8 поднят; открывание затворов карманов 7, если вагон-весы не стоят над скиповой ямой, если под ними нет скипа или если по программе грузится кокс; продвижение их, если корпус качающихся редукторов поднят. Техническая характеристика вагона-весов: грузоподъемность 25-40т; вместимость карманов 13-18 м3; скорость передвижения 120-180 м/мин. Производительность вагона-весов, кг/ч: а = 3600m/tв, где m - масса рудной части подачи, кг; tв - время цикла работы вагона-весов в течение одной подачи, с. Это время определяется из графика работы вагона-весов, связанного с работой скипового подъемника и расположением материалов по бункерам. Воронка-весы. Предназначены для дозирования шихтовых материалов, поступающих в них из бункеров. В зависимости от принятой системы транспортирования число и расположение воронок-весов различны. При загрузке через вагон-весы их применяют только для взвешивания кокса, отсева мелочи кокса и устанавливают в скиповой яме за грохотом, а при конвейерной загрузке - в общем потоке после грохотов-питателей или в скиповой яме. Воронка-весы состоит из воронки, затвора с электроприводом и весов. Воронку изготавливают из листовой стали и футеруют защитными плитами; устанавливают на платформе весового механизма. Горловина закрыта затвором, работающим от электропривода. Коксовая воронка (рис. 7.12) имеет затвор шиберного типа, подвешенный на тросе 3 и движущийся в направляющих 1. Трос через барабан 4 соединен с контргрузом 5, уравновешивающим вес затвора. Электродвигатель 6 через муфту 7 и редуктор 8 передает вращение барабану. К шиберу 2 крепится также переброшенный через шкив 10 трос 9, который при опускании и подъеме шибера приводит в движение вал шкива 10, связанного через муфту с командоаппаратом 72, обусловливающим работу привода затвора воронки. Трос 9 натягивается противовесом 11.
Рис. 7.12 - Воронка-весы для кокса
Затвор воронки для агломерата (рис. 7.13, а) вращающегося типа присоединяется к горловине течки 1 воронки осями 5, проходящими через отверстия в щеках 3 затвора 2 и подвесок, прикрепленных к горловине воронки 6, прикрепленной к стойкам 9. Оси служат для поворота затвора во время его работы. К щекам затвора присоединяются цапфы 4, с которыми шарнирно сопряжены тяги 8, соединенные затем с кривошипами, закрепленными на концах выходного вала редуктора 7. Этот вал через шестеренную передачу связан с валом командоаппарата. Затвор открывается при повороте кривошипов на 180°.
Рис. 7.13 - Воронка-весы а - для агломерата; б - для добавок
Затвор воронки для добавок (рис. 7.13, б) отличается от затвора воронки для агломерата тем, что на втором конце вала электродвигателя установлен шарнир 1, а командоаппарат 2 приводится в действие через редуктор 3 и тягу 4, шарнирно соединенную с одним из кривошипов привода. Вес материала передается через грузоподъемные серьги на призмы главных рычагов, последние опираются на серьги, подвешенные к балкам бункерной эстакады. Усилия двух главных рычагов передаются через передаточные и выходные рычаги на тягу первичного указателя привода - весовую головку 5. Затворы воронок работают автоматически по установленной для общего потока загрузки программе. Скиповые подъемники коксовой и агломерационной мелочи. Отсеиваемая на грохотах мелочь кокса < 25 мм и агломерата < 5 мм при заборе этих материалов из бункеров удаляется из-под бункерного помещения или скиповой ямы при помощи транспортеров (ширина ленты 650-800 мм) или комбинации их со скиповыми подъемниками коксовой и агломерационной мелочи (рис. 7.14). Для уменьшения потерь кокса на доменных печах часто осуществляют сортировку мелочи на фракции 0-15, 15-25 и 25-40 мм. Фракция 25-40 мм по мере накопления в соответствующем отделении сборного бункера коксосортировки возвращается обратно в печь через автоматически работающий затвор, отрегулированный с точки зрения массы, объема или времени.
1 - коксовый бункер; 2- затвор; 3, 9, 13- грохот-питатель; 4- коксовая воронка-весы; 5- скип; 6, 8, 10, 12- бункеры; 7- подъемник коксовой мелочи; 11 - вагон; 14-электролебедка; 15 - скип коксовой мелочи в положениях а и б; 16- перекидной лоток; 17 - желоб
Рис. 7.14 - Установка для уборки и рассева мелочи кокса
Колошниковые подъемы В современной доменной практике существуют два основных вида колошниковых подъемов: скиповой и конвейерный. Основными элементами скипового подъемника (рис. 7.15) являются: наклонный мост 4, колонна-пилон 2, скипы 3 и скиповая подъемная лебедка 7, устанавливаемая в специальном машинном здании, в котором монтируется все электро- и механооборудование, связанное с управлением загрузочной системы доменной печи, в том числе засыпным аппаратом. Наклонный мост включает следующее оборудование:
Рис. 7.15 - Кинематическая схема скипового подъемника
Рис. 7.16 - Устройство скипа
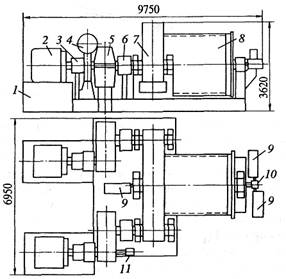
Упряжное устройство 7, или жесткая П-образная рама, состоит из двух тяг 3, шарнирно закрепленных в задней части кузова. Передняя часть тяги скреплена перекладинами, между которыми находятся балансирные рычаги. Упряжное устройство служит для крепления канатов, распределяя усилия на оба каната поровну. Для определения полезного объема скипа применяется эмпирическая формула VCK ~ 0, 0065 V0, где VCK - объем скипа, м3; V0 - полезный объем печи, м3. Скиповую лебедку выпускают различных моделей, различающихся главным образом мощностными характеристиками в зависимости от полезного объема доменной печи. Лебедка состоит из следующих основных элементов (рис. 7.17): чугунной станины 7, электродвигателей 2, соединительных зубчатых муфт 3, шевронных редукторов 5, колодочных тормозов 4. Редукторы 5 при помощи зубчатых муфт 6 соединены с зубчатой передачей 7, колесо которой закреплено на барабане 8. Кроме того, в состав лебедки входят три командоаппарата 9, центробежный ртутный выключатель 10 и тахогенератор 11.
Рис. 7.17 - Скиповая лебедка ЛС-29-П
Лебедки снабжены двумя стопорными устройствами для стопорения барабана относительно станины в ремонтных или аварийных случаях. Устройство имеет крюк, шарнирно связанный посредством тяг и стяжной гайки со станиной 1, накидываемой на валик, вставленный специальное кольцо на барабане. Параметры мощных лебедок приведены ниже:
Конвейерный колошниковый подъем осуществляют транспортерами, помещенными в наклонных галереях, состоящих из ферм закрытого или открытого типа (рис. 7.18). Расчетную нагрузку от конвейера на 1 м3 галереи принимают -11, 75 кН. Галерея соединяет бункерную эстакаду с колошниковым устройством доменной печи. Конвейерные системы подачи шихты на колошник применяют как в зарубежной, так и в отечественной практике. В нашей стране они сооружаются на вновь строящихся мощных доменных печах.
1 - перегрузочный узел; 2 - галерея ленточного транспортера; 3 - контргруз для натяжения ленты; 4 - натяжной вал; 5 - опора; 6 - засыпной аппарат; 7 - доменная печь
Рис. 7.18 - Конвейерный колошниковый подъем
Ленту конвейера шириной 2, 0 м делают из резинотросовой ткани с разрывным усилием 3, 9 кН/см ширины ленты. Угол наклона боковых роликов транспортера (желоб ленты) 30°. Транспортер помещается в закрытой галерее, имеющей опоры из строительных ферм или труб большого диаметра, устанавливаемых по сторонам конвейера. Длина ленты достигает 500 м с подъемом на высоту 70-80 м и углом наклона 12°, рассчитанным на подъем агломерата и окатышей (для агломерата возможен угол наклона 17, 5°). Скорость движения транспортера 2, 0-2, 5 м/с. Производительность подъемника 0, 6 м3/с при условной часовой производительности 2000 м3/ч. Для привода применяют спаренные электродвигатели постоянного тока мощностью 500-800 кВт с двухбарабанным приводом, устанавливаемые с двух сторон конвейера. Для смены ленты имеются тихоходный привод, а также вспомогательные устройства для обнаружения проскальзывания ленты, предотвращения ее разрыва и предупреждения случайного пуска конвейера в период остановки. Считают, что основные достоинства этой системы подачи заключаются в облегчении строительства печей, так как конвейерный подъемник и печь являются независимыми сооружениями. Отпадает сооружение скиповой ямы, что значительно снижает стоимость строительства. Оборудование загрузки находится полностью на поверхности, что облегчает обслуживание и ремонт. Сроки службы ленты в 5-6 раз больше, чем скиповых канатов. Около печи освобождается значительная территория, позволяющая осуществлять припечную грануляцию шлака, при этом отпадает необходимость иметь парк шлаковозных ковшей. Конвейерная система загрузки обусловливает применение засыпных аппаратов новой конструкции с устройством не менее двух специальных воронок-бункеров для приема материалов с транспортера. Управление работой загрузки автоматическое. Основой автоматизации служит электронная система программирования, охватывающая все операции взвешивания и выдачи шихтовых материалов из весовых воронок, их дозирование и подачу на колошник. Система выполняет три основные операции: определение массы и состава порции материала с помощью соответствующих цифровых переключателей; установление очередности циклов загрузки, в которых может изменяться очередность подачи различных материалов (посредством дискретных селекторов), и, наконец, фиксация уровня засыпи в печи, определяющего время подачи импульса для начала работы всего цикла загрузки. Системой предусматривается блокировка с сигнализацией о нарушениях ее нормальной работы. Остановка одного из звеньев вызывает автоматически остановку всей системы. Точность взвешивания шихты ±0, 2 % массы выданного материала и ±0, 3-0, 5 % массы материалов в воронках.
|
Последнее изменение этой страницы: 2017-04-12; Просмотров: 477; Нарушение авторского права страницы