|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Общее устройство литейных дворов
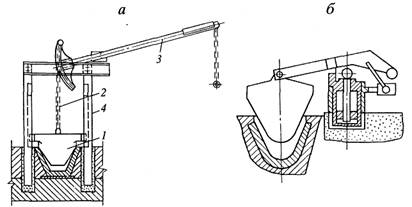
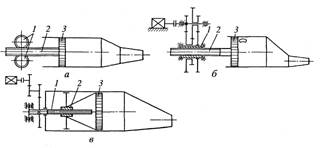
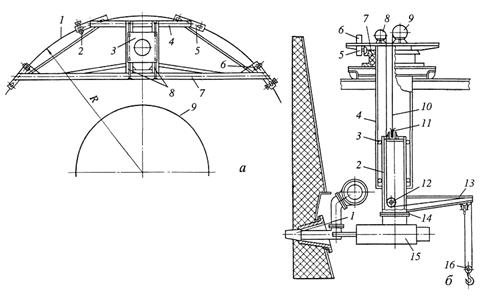
Литейные дворы предназначены для размещения желобов для выпуска чугуна и шлака, механизмов, обслуживающих горн доменной печи, сменного оборудования, запасных частей, средств механизации горновых работ и складирования оперативного запаса вспомогательных материалов. При современной технологии выпуска продуктов плавки непосредственно в ковши размеры их в плане зависят от принятого способа налива ковшей, их емкости, связанного с этим размещения желобов, а также числа чугунных и шлаковых леток. По типу сооружения литейные дворы в зависимости от планировки цеха разделяются на: 1) блочные (общие для двух стоящих друг против друга доменных печей); 2) островные (индивидуальные для каждой печи); 3) двойные (обслуживающие доменные печи островного расположения с двумя или тремя чугунными летками и соответственно с двумя или одной шлаковыми); 4) кольцевые (для печей с четырьмя чугунными летками, одной или вообще без шлаковой летки, с припечной грануляцией шлака); 5) прямоугольные. Литейные дворы блочного типа сооружались для печей полезным объемом 930-1033 м3 с закрытым или полузакрытым горном (рис. 8.1, а). Они представляют собой прямоугольную площадку, ограниченную с боков железобетонными опорными стенами с контрфорсами, а с торцов фундаментами доменных печей. Внутри площадки размещают кирпичные опоры для желобов, а внутреннее пространство заполняют песком, землей, гравием и т.п. Печи более поздней островной планировки полезным объемом 1386 м3 с открытыми горнами имели литейные дворы в виде железобетонной плиты, опирающейся на колонны. Плита с установленными на ней желобами имеет песчаное заполнение. Закрытые литейные дворы различаются конструкциями своих перекрытий. В I типовом проекте фермы здания опираются на два ряда колонн, из которых один имеет фундаменты на отметке заводского пола, а другой опирается на боковую стену литейного двора. При этом перекрываются постановочные пути только для чугуна. Перекрытие имеет фонарь для отвода газа, пара и других выделений, загрязняющих атмосферу литейного двора особенно во время выпусков. Во II типовом проекте (рис. 8.1, б) вместо колонн и решетчатых ферм применена рамная конструкция, составляющая для перекрытия и колонн одно целое. Ноги рам, заменяющие собой колонны, опираются на фундаменты, сделанные на уровне заводского пола по внешним сторонам постановочных путей. Таким образом, все ковши для чугуна и шлака во время налива находятся под перекрытием. Рамная конструкция имеет конек, несущий на себе вытяжной фонарь; стены литейных дворов и поддоменников делались фахверковыми (заполнением стен на полкирпича) или из железобетонных изделий. Кровля выполняется из железобетонных плит или листового металла толщиной 4-8 мм с углом наклона 40-54°. Для подачи вспомогательных материалов в перекрытии двора делаются проемы, под которые подаются вагоны с необходимым грузом. По сторонам литейных дворов проходят транзитные железнодорожные пути для установки ковшей под чугун и шлак. Двойные литейные дворы - разновидность дворов островного типа. Они появились в связи со строительством доменных печей объемом 2000-2700 м3 с двумя чугунными летками, расположенными в диаметральном направлении параллельно оси доменного цеха. При этом устанавливается двойной комплект кранов литейного двора, пушек и бурильных машин. Здание литейного двора имеет основной пролет 30 м, к нему пристраивают открылки со стороны путей для уборки чугуна пролетом 6 м и со стороны путей для уборки шлака пролетом 12 м. Каркас здания делают из стальных конструкций, поперечные рамы его имеют шаг 12 м. Длина двора рассчитана на одноносковую разливку чугуна и шлака с припечной грануляцией. Однако число и расположение железнодорожных путей рассчитано для работы только с ковшами. Рабочие площадки поддоменника и литейного двора выполняют из железобетонных конструкций, стены - из сборных ребристых панелей. Уклон кровли здания 1: 10. Аэрация его осуществляется проемами в нижней части стен, в которых, кроме этого, на уровне рабочих площадок делаются окна с поворотными щитами и продольным фонарем с ветробойными щитами, расположенными на коньке здания.
а – I типовой проект, б – II типовой проект
Рис. 8.1 – Литейный двор.
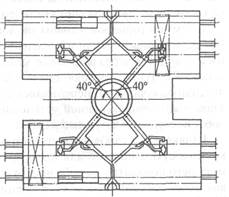
Кольцевой литейный двор впервые был сконструирован для печей полезного объема 3200-5000 м3. Здание его в плане представляет собой правильный многоугольник с кольцевым фонарем, перекрытым сверху колошниковой площадкой. Стальные колонны здания опираются на железобетонные колонны рабочей площадки. Перекрытие ее состоит из сборных железобетонных панелей, опирающихся на стальные ригели и балки. Стеновые ограждения литейного двора выполняются из волнистого оцинкованного железа или асбестофанеры усиленного профиля. Рабочие места горновых оборудованы душирующими установками. Аэрация осуществляется поступлением приточного воздуха через поворотные вертикальные аэрационные щиты в стенах литейного двора и кольцевого аэрационного фонаря. Аспирация тепла, газа и пылевыделения производится с помощью стационарных устройств над главным желобом с отсосом газов в количестве до 4-105 м3/ч, съемными и стационарными укрытиями над желобами чугуна и шлака с отсосом газов в количестве 3-105 м3/ч над желобами слива. Для обслуживания двора круглой планировки имеется шесть железнодорожных путей (по три с каждой стороны: по одному, ближайшему к печи, хозяйственному и по два постановочных для чугуновозов). Чугунных леток четыре, шлаковых одна, являющаяся запасным устройством с временно устанавливаемым желобом на случай выпуска верхнего шлака (рис. 8.2).
Рис. 8.2 – Кольцевой литейный двор. Двор оборудован установками припечной грануляции. Выдача шлака к ним может быть на одну или две стороны литейного двора, что предпочтительнее, так как при этом значительно уменьшаются протяженность желобов и объем работы по их обслуживанию, упрощаются строительные и сантехнические решения рабочей площадки. Разливка чугуна осуществляется через качающиеся желоба в ковши, передвигаемые толкателями. Возможна выдача чугуна в миксерные ковши емкостью до 400-600 т. В этом случае необходимость в качающихся желобах отпадает, что упрощает устройство литейного двора. По периметру его располагаются встроенные помещения станций управления электрооборудованием литейного двора, посты управления пушками, помещения для хранения леточной и других масс, лебедки управления клапанами пылеуловителей и вспомогательные помещения для бригад горновых. Для хранения песка имеются два бункера. Под рабочей площадкой размещены помещения для различных вспомогательных объектов, обслуживающих оборудование доменной печи. Прямоугольная планировка литейного двора (рис. 8.3) решается в виде двух самостоятельных дворов, на каждом из которых производится выпуск чугуна и шлака из двух чугунных леток. Шлаковых леток нет. Отличием этой планировки от кольцевой являются установка колонн для опор колошникового устройства, площадки для обслуживания фурменных приборов, кольцевого воздухопровода горячего дутья и внутренних подкрановых балок. Посты управления пушками и водоводом печи размещены на участках рабочей площадки между литейными дворами.
Рис. 8.3 – Прямоугольный литейный двор.
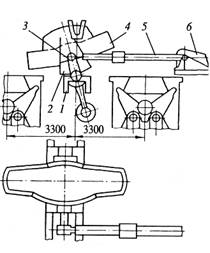
Жело б а для выпуска продуктов плавки. Желоба для выпуска продуктов плавки отливают из чугуна и делают различной длины и формы в зависимости от места установки на литейном дворе. Сечение их зависит от максимального количества чугуна и шлака, проходящего через них в единицу времени в период выпуска. По назначению желоба разделяют на чугунные и шлаковые. Основное их различие заключается в том, что чугунные желоба футерованы огнеупорным кирпичом, специально приготовленными углеродистыми блоками и другими термостойкими материалами. Заправку желобов производят обычно желобной массой, изготовляемой по определенной технологии и рецептуре. В зарубежной практике применяют желоба, изготовленные на бетонной основе, футерованной кирпичом и заправленной слоем углеродистой массы толщиной 100 мм. Масса предохраняется от окисления глиноземистым песком и просушивается газовыми горелками. Смолосодержащие компоненты при этом прококсовываются и придают массе необходимую прочность. Применяют также футеровки по бетону, состоящие из коксовой мелочи и цемента. Уклон желобов принимается равным для чугунных 5-6 %, для шлаковых 6-7 %. Желоб, соединяющий чугунную летку с так называемым «скиммером» - чугунной плитой (сифоном), установленным для разделения чугуна и шлака, называется главным желобом, или «горновой канавой». Сечение и длина главного желоба значительно больше остальных желобов. Он является наиболее ответственным участком в общей схеме желобов. Наиболее распространенной конструкцией его является Г-образный желоб, рассчитанный на более полное отделение чугуна от шлака во время выпуска за счет увеличения его емкости. Скиммер горновой канавы не доходит до ее дна на 200-300 мм. Шлак, имеющий меньший удельный вес, чем чугун, задерживается им и отводится через шлаковые желоба в ковши или грануляционную установку. Чугун, проходящий под скиммером, попадает в распределительную коробку и, переливаясь через так называемый перевал, создаваемый конфигурацией установленного за горновой канавой желоба, поступает в чугунные желоба. Шлаковые желоба не футеруют и не заправляют, их подсыпают мелким сухим шлаком для предупреждения приварки к ним чугуна, могущего попадать в желоба вместе со шлаком. Поэтому на магистралях шлаковых желобов делают специальные копильники - ловушки для улавливания чугуна и его отстоя. Желоба оборудуют отсечным устройством для распределения чугуна и шлака по ковшам во время выпуска (рис. 8.4, а). Устройство это состоит из лопаты 1, держащей песок со стороны хода чугуна или шлака, цепи 2, прикрепленной к лопате, и головки рычага 3, вращаемого вручную. Ось вращения рычага укреплена на швеллере, соединяющем стойки 4, укрепленные в фундаменте желобов. Вариант дистанционного управления от центрального пневматического привода показан на рис. 8.4, б.
Рис. 8.4 - Отсечное устройство для чугуна и шлака с ручным (а) и с центральным пневматическим приводом (б)
Рост производительности доменных печей привел к увеличению емкости чугуновозных и шлаковозных ковшей, а также к разливке продуктов плавки через желоба новых конструкций, с разделением их на стационарные и подвижные. Новый способ так называемой «одноносковой» разливки чугуна значительно сократил длину постановочных путей, а вместе с этим и размеры литейных дворов. Желоба по своей конструкции и принципу действия разделяют на передвижные, поворотные с роликовой дорожкой внизу и вверху, качающиеся и с вращающимися распределителями-копильниками, оборудованными двумя носками. Передвижные желоба в связи с повышенной потерей чугуна во время передвижки так же, как и желоба с копильниками, в которых наблюдался большой износ футеровки, распространения не получили. Поворотный желоб (рис. 8.5) с нижней роликовой дорожкой 1 сварной конструкции делают из листового металла толщиной 12 мм в боковых гранях и 16 мм в днище, а затем футеруют огнеупорным кирпичом. Желоб устанавливают на поворотной раме, осью поворота которой служит шарнирная опора-пята 2 с двумя радиально-опорными подшипниками. Корпус пяты делают из стали 35Л. Вторая опора желоба - роликовая дорожка 3 - состоит из шести роликов, на которые опирается башмак, жестко прикрепленный к вертикальной раме желоба. Поворот его осуществляется кривошипно-шатунным приводом бот электродвигателя 4 через редуктор 5 и тягу 7 толщиной 100 см, соединяющую ось пяты с опорными листами желоба. Управление желобами дистанционное и имеет запасной ручной привод на случай аварийного обесточивания.
Рис. 8.6 - Поворотный желоб с нижней роликовой дорожкой
Перед выпуском чугуна ковши устанавливают на двух смежных путях: один ковш - под носком стационарного желоба; поворотный желоб при этом отведен в сторону на 18°. При наполнении первого ковша поворотный желоб приводится в движение, в течение 2 с перехватывает струю чугуна (шлака) и, становясь приемной частью стационарного желоба, направляет струю в другой ковш, стоящий на втором пути. После смены ковша над первым носком и налива под вторым поворотный желоб отводится в сторону и операцию повторяют в указанном чередовании до окончания выпуска. Качающийся желоб (рис. 8.7) 4 устанавливается в люльке 2 и при повороте вокруг горизонтальной оси последовательно заполняет ковши, стоящие на правом или левом пути. За время налива очередного ковша производится передвижка состава. Привод 5 желоба кривошипно-шатунный; управление централизованно. Передвижение ковшей производится при помощи толкателя, наличие которого обязательно при работе с передвижными желобами. Скорость передвижения ковшей 30 м/мин с усилием толкателя 147 кН. Питание производится через шланговый провод, перемещающийся вместе с толкателем. Емкость чугуновозных ковшей при одноносковой разливке достигает 600 т.
Рис. 8.7 - Качающийся желоб с электрическим приводом
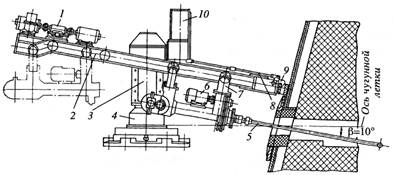
Механизмы для обслуживания горна доменной печи. К механизмам, обслуживающим непосредственно горн доменной печи, относятся машины для открывания чугунной летки, пушки для закрывания чугунной летки, шлаковые стопоры для закрывания шлаковых леток, механизмы для смены воздушных фурм. Машины для открывания чугунной летки. Огнеупорный материал в канале чугунной летки после ее закрывания представляет неоднородную по прогреву и твердости массу. Часть ее, граничащая с рабочим пространством горна, находится в раскаленном оплавленном состоянии, затрудняющем вскрытие канала при последующем выпуске. В то время канал должен иметь строго заданный уклон (в пределах 13-15°), быть прямолинейным, не иметь трещин и выбоин на своей поверхности, так как они могут быть очагами разрушения канала продуктами плавки во время выпуска. Поиски средств, удовлетворяющих этим требованиям, привели к созданию машин для открывания чугунных леток. Эти машины по принципу действия делятся на сверлильные, ударные и комбинированные. Машины устанавливают непосредственно у доменной печи около главного желоба. Наибольшее применение имеют сверлильные машины. Леточный канал вскрывается ими до 80-85% своей длины, до раскаленной твердой пробки. Последняя прожигается при помощи кислорода, подводимого шлангом (трубка диаметром 8 мм). Применяют также взрывной метод разрушения пробки при помощи кумулятивного заряда, вводимого в канал после рассверления его до раскаленного материала. Взрыватель снаряда состоит из трех частей. В головку его встроены пробойник и заряд взрывчатого вещества. Головка выполнена из материала, выдерживающего температуру 1100°С в течение 5 мин. Средняя часть взрывателя - это капсюль с проводом длиной 15 м и третья его часть - картонная трубка. Оголенные концы проводов шунтируют для предотвращения взрыва от блуждающих токов. Летку сверлят на глубину 1320-1350 мм, затем закладывают и взрывают снаряд. Машины ударного действия разрушают корковый слой, но при этом наносят значительное повреждение в менее прочных зонах канала, поэтому они распространения не получили. Существуют различные модификации сверлильных машин, работающих по принципу вращательного бурения, например электробур завода «Азовсталь», КМК, Гипромеза и др. Одна из современных моделей представлена на рис. 8.8. Основными узлами машины являются каретка 7, состоящая из механизма сверления 6, рамы и опор с катками и полого бура 5, крепящегося патроном к выходному валу редуктора, через который в бур подается сжатый воздух для удаления пыли из канала летки при сверлении. Редуктор соединен муфтой с электродвигателем. Механизм передвижения каретки состоит из направляющей 2, привода 1 с цепной передачей и устройством для регулирования угла наклона направляющей 2. Для фиксирования машины при сверлении предусмотрен механизм захвата 8 с защелкой 9. Поворотное устройство состоит из неподвижной колонны 4, поворотной консоли 3 и механизма поворота 10. Соединение направляющей с поворотным устройством осуществляется винтовой передачей. Вращение машины на заданный угол обеспечивается конечными выключателями. Скорость движения каретки в направлении к летке меньше, чем от нее. Управление машиной дистанционное.
Рис. 8.8 – Сверлильная машина с дистанционным управлением
Пушки для закрытия чугунной летки (рис. 8.9) устанавливают на поворотном кронштейне, укрепленном на колонне, стоящей, как и сверлильные машины, около главного желоба. Механизм прессования обычно поршневого типа, одноцилиндровый. В зависимости от вида энергии, приводящей механизмы в действие, пушки подразделяются на электрические, гидравлические и пневматические. Преимущественно применяют пушки с электроприводом, кинематические схемы механизма прессования которых бывают реечные и винтовые с подвижным винтом и подвижной гайкой. На схеме а дан реечный привод. Шестерни 7 приводят в движение рейку 2, связанную с поршнем 3. На схеме б привод винтовой с подвижным винтом. Гайка 1 вращается, заставляя винт 2, связанный с поршнем 3, поступательно перемещаться. На схеме в приведен винтовой привод с подвижной гайкой. При вращении винта 1 гайка 2 соединяется с поршнем 3, поступательно перемещаясь вместе с ним. Винтовые механизмы более компактны, хотя КПД их ниже, чем для реечных. В гидравлических пушках сзади цилиндра для леточной массы имеется гидропривод, поршень которого связан с поршнем механизма прессования. От заделки чугунных леток ручным способом до современных пушек с высоким давлением в практике доменного производства применялись пушки, движение поршней у которых осуществлялось сжатым воздухом или паром. Объем рабочих цилиндров был недостаточен и запорная масса в процессе закрытия летки давалась дополнительно, что было небезопасно для обслуживающего персонала. Однако уже при эксплуатации пушек «Брозиуса» впервые в доменной практике на КМК в 1936 г. было освоено закрывание чугунных леток на полном ходу печи при избыточном давлении горячего дутья не менее 127-147 кПа. Современные пушки различаются отдельными деталями, типом привода и различной мощностью рабочего давления на поршень.
Рис. 8.9 – Электрические пушки (кинематические схемы механизма прессования)
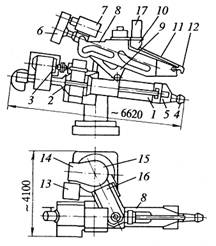
Наибольшее распространение имеют пушки УЗТМ типов Э-6-050, Э-7-050 и Э-17-050 Южуралмашзавода и некоторые заводские конструкции, например комбината «Азовсталь», КМК и др. Первый и третий типы предназначены для печей с коническим кожухом горна, второй - с цилиндрическим.
Рис. 8.10 – Электропушка типа Э-17-050
На рис. 8.10 приводится устройство электропушки типа Э-17-050, основными узлами которой являются пушка, прижимное и поворотное устройства и система централизованной смазки. К основным деталям узла пушки относятся: рабочий цилиндр 7; переходной патрубок 5 с носком 4 для выхода леточной массы; поршень, перемещающийся внутри цилиндра и соединенный с винтом; редуктор 2, соединенный муфтой с электродвигателем 3. В верхней части цилиндра 1 имеются два люка с крышками. Прижимное устройство необходимо для подачи носка пушки в летку, удерживания его в этом положении и вывода из летки после выдачи леточной массы. Устройство состоит из лафета 8; тележки 9, ролики которой двигаются в пазах лафета 8; конической передачи с винтом, расположенной в редукторе 6; муфты предельного момента и электродвигателя 7. Назначение механизма захвата, сблокированного с прижимным устройством, - удержать пушку в футляре чугунной летки при ее закрытии. Механизм захвата состоит из защелки 12, вращающейся на оси, рычагов и тяг 11, опорного кронштейна 10 и установленного на кронштейне длинноходового электромагнита 17, управляющего движением защелки 12. Поворотное устройство включает колонну 75 с консолью 16, вращающейся вокруг колонны. К концу консоли подвешен лафет 8. Консоль 16 вращается относительно колонны 75 при помощи привода, состоящего из червячно-цилиндрического редуктора 14 и электродвигателя 13. Пушку заряжают через открытый торец цилиндра 7 после отвода в сторону патрубка 5 с носком 4. Зарядку пушки можно производить специальным зарядным устройством, которое подается на рельсах к открытому торцу цилиндра. Дополнительная зарядка осуществляется через люки в цилиндры пушки. Для закрывания чугунной летки пушка механизмом поворота устанавливается над главным желобом. Защелкой 72 захватывается скоба на кожухе печи. Механизм прижима может опускать носок 4 под углом до 17°, подводить его к футляру чугунной летки и удерживать его в нем. Затем в канал летки вводится леточная масса из рабочего цилиндра пушки. После этого прижимное устройство возвращает пушку в исходное положение, защелка 12 при помощи электромагнита 17 поднимается и механизм поворота отводит пушку от желоба. Ниже приведена техническая характеристика пушек трех моделей:
В связи с применением новых запорных (леточных) так называемых безводных масс заводом «Уралмаш» сконструирована пушка с объемом цилиндра для запорной массы 0, 25 м3 (рис. 8.11). Ниже приведены ее технические показатели:
Рис. 8.11 – Пушка УЗТМ для безводной леточной массы
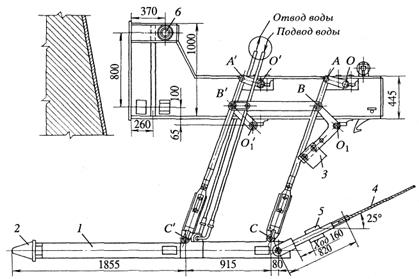
Пушка установлена на печи 5580 м3 и предназначена для доменных печей по мере перехода их на работу с безводной леточной массой. В практике ФРГ известны пушки фирмы «Данго-Диненталь» для печей большой и средней мощности (тип 250/30), техническая характеристика которых следующая: диаметр рабочего цилиндра 550 мм; ход поршня 1025 мм; полезный объем цилиндра 0, 25 м3; скорость движения поршня 0, 45 м/с; скорость выхода массы из носка пушки 2, 19 м/с; диаметр отверстия носка 150 мм. В Японии (завод в Нагоя) применяют пушки с гидравлическим приводом. Объем рабочего цилиндра пушек 0, 25-0, 3 м3, усилие на поршень до 343 т. На некоторых металлургических заводах зарядку пушек производят специальным устройством через их носок с помощью специальных конвейеров, заполненных леточной массой в отделении подготовки массы, и гидравлической установки для перегонки леточной массы в ствол пушки. Шлаковый стопор. Открывание и закрывание шлаковой летки осуществляют шлаковым стопором. Конструкции стопора разнообразны, из них наиболее распространен рычажный стопор, модернизированный Гипромезом (рис. 8.12). Рычажный стопор крепится на кронштейне над шлаковой леткой и состоит из двух шарнирных четырехзвенников ОАВО1 и О'А'В'О'1, соединенных шатуном ВВ', обеспечивающим синхронность их движения. В точках С и С' шатунов ABC и А'В'С' шарнирно присоединена пустотелая штанга с пробкой 2, прижимающейся к шлаковой фурме грузом 3.
Рис. 8.12 – Шлаковый стопор
Извлечение пробки стопора из шлаковой фурмы и отвод его от шлаковой летки осуществляют пневматическим или электрическим приводом, связанным со штангой стопора канатом 4. Выбивку шлаковой фурмы осуществляют устройством 5. Для регулирования положения стопора по вертикали предусмотрена эксцентриковая ось 6. Механизация смены воздушных фурм. Смена воздушных фурм - тяжелая трудоемкая операция, поэтому в практике доменного производства существует ряд проектных разработок с целью создания конструкций машин, при помощи которых можно механизировать эту работу. В отечественной промышленности первые попытки относятся к 1937 и 1950 гг. Одной из конструкций явилась машина, разработанная институтом «Гипросталь» и опробованная на Криворожском металлургическом комбинате. Однако, как и все другие конструкции, при значительном облегчении ручного труда она имеет ряд недостатков, в силу которых не получила распространения. Главным из них является отсутствие механизации всех рабочих операций. Совершенствование конструкций этих машин ведут в направлении механизации работ при замене существующего типового фурменного прибора и новой его конструкции. Механизация работ на литейном дворе. Вопросы механизации трудоемких процессов доменного производства являются исключительно важными. Они не решены полностью, несмотря на значительный объем осуществленных для этого мероприятий как различными конструкторскими и научно-исследовательскими организациями, так и силами работников производства. В настоящее время к оборудованию, механизирующему трудоемкие работы на литейных дворах доменных печей, относятся: краны литейного двора (в блочных, островных и прямоугольных литейных дворах - мостовые, в круглых - кольцевые с приспособлением для обслуживания горна печи, в частности для смены фурм); напольные консольные поворотные краны; трамбовки и рыхлители вибрационного действия; различные устройства для подрыва и удаления скрапа; фрезы для разделки футляра чугунной летки, устройства для набивки его и резаки для вырезки в нем отверстия; машины - механизированные передвижные балки для обслуживания желобов доменных печей и литейных дворов; грейферы малой емкости (0, 25 м3) для уборки и подачи материалов в случае уборки и заправки чугунных и шлаковых желобов. Мостовые краны предназначены для подачи всех вспомогательных материалов, запасных частей и сменного оборудования, уборки скрапа и мусора. Краны снабжены съемными грейферами, электромагнитами и клещами, с помощью которых проводят уборочные работы на литейном дворе, погрузочно-разгрузочные операции с контейнерами и железнодорожными вагонами. Грузоподъемность кранов 20-30 (большой) и 5 т (малый подъем); грузоподъемность электромагнитов 0, 5, грейферов 5 т. Впервые примененные в отечественной практике на печах 3200-5000, 5500 м3 кольцевые краны (рис. 8.13) конструкции ВНИИметмаша состоят из моста с шахтой для колонны (грузоподъемностью 1, 6 т и высотой подъема 5, 2 м); механизма для передвижения крана; тележки (грузоподъемностью 20(5) т и высотой подъема 20 м); колонны с крюковой консолью (грузоподъемностью 3, 2 т); электрооборудования. Мост состоит из продольных балок коробчатого сечения, соединенных торцевыми балками с площадками для размещения оборудования. Ширина пролета крана 24 м, радиус внутреннего рельса 10, 6 м. На одной из продольных балок моста смонтирована шахта для колонны. Механизм передвижения состоит из четырех ходовых колес, установленных по концам торцовых балок, шести горизонтальных опорных роликов, расположенных у ходовых колес, и двух раздельных приводов, размещенных на площадке моста у соответствующих приводных колес с ребордами.
Рис. 8.13 - Кран радиально-хордовый (а) и его колонна (б)
Кран имеет две скорости - основную и доводочную. Разные скорости на наружных и внутренних подкрановых рельсах в соответствии с их радиусами достигаются в результате неодинаковых передаточных чисел редукторов механизма передвижения и диаметров ходовых колес крана. Крановая тележка имеет механизмы главного и вспомогательного подъемов и передвижения. К ней можно подвешивать грейфер. Колонна с крюковой поворотной консолью включает колонну, смонтированную в шахте моста, механизм подъема колонны, крюковую консоль, механизм поворота консоли, механизм подъема крана и механизм изменения вылета консоли. Вращение консоли ограничено углом 325° в обе стороны от направления консоли в сторону печи. Управление краном осуществляется из кабины, а механизмами машины для смены фурм - с пульта на машине. Радиально-хордовый кран (рис. 8.13, а). Для производства менее трудоемких работ на литейных дворах кольцевого типа устанавливают дополнительно мостовые радиально-хордовые краны. Они предназначены для кольцевого обслуживания доменной печи и дают возможность механизировать все работы у горна. Конструкция крана (также, как и кольцевого мостового) разработана ВНИИметмаш совместно с ВНИИТмаш и Ленинградским заводом подъемно-транспортного машиностроения. Мост крана расположен на круговом однорельсовом подкрановом пути 1. Пролетные балки 8 моста расположены параллельно радиусу доменной печи 9 (или подкранового пути), проходящему через центр крановой тележки, и прикреплены к короткой 4 и длинной 7концевым балкам. Длина балок равна длине соответствующих хорд окружности подкранового пути. Каждая концевая балка с помощью балансирных тележек 5 опирается на подкрановый путь. При движении моста крана по подкрановому пути продольная ось тележки 3 всегда направлена по радиусу к центру печи (центр катания крана). Тележка перемещается вдоль этого радиуса. Привод 2 передвижения моста раздельный, размещен на противоположных концах моста по диагонали и исключает пробуксовку приводных колес при любом положении тележки на мосту. Горизонтальные усилия, возникающие при перемещении крана, воспринимаются горизонтальными роликами 6. На тележке смонтирована колонна 2 (рис. 8.13, б), которая перемещается в вертикальной плоскости от привода 9 с помощью троса 10 через блок 11. Горизонтальные усилия на колонне воспринимаются роликами 3, расположенными внутри шахты 4. К колонне прикреплена консоль 13, несущая подъемный крюк 16. Крюк поднимается лебедкой 8, установленной на тележке. Канат проходит через отклоняющие блоки 12. К фланцу 14 колонны может быть прикреплен механизм обслуживания доменной печи, например устройство 15 для смены фурм 1. Шахта приводится во вращение от привода 6 посредством двух шестерен 5, большая из которых прикреплена к шахте и опирается на раму тележки через шариковое устройство 7. Техническая характеристика крана:
Механизация трудоемких работ. Выполнение всех рабочих операций, связанных с обеспечением нормальных условий работы доменной печи и ее вспомогательных агрегатов, требует значительной затраты времени и труда. Качество и своевременность выполнения операций является важным звеном в общей организации доменного производства. В связи с этим в современных условиях осуществляется механизация трудоемких, а подчас и неизбежных работ, значительно облегчающих труд обслуживающего персонала. Наибольший удельный вес из этих работ имеют операции на литейном дворе доменной печи, которые составляют более 80-90% общего числа выполненных операций. К ним относятся: подготовка к выпуску чугуна, собственно сам выпуск и подготовка к следующему, регламентированному соответствующим графиком, исполнение которого - важное звено в технологии доменной плавки. Выполнение этих операций обеспечивается оборудованием:
В отдельных случаях устраивается заезд для автотранспорта на литейный двор для доставки вспомогательных, заправочных материалов и сменного оборудования, а также для уборки. В помещении воздухонагревателей устанавливаются мощные тали для смены клапанов горячего дутья, шиберов холодного дутья и установки газовых горелок. Кроме указанного оборудования горновой персонал имеет набор ручного инструмента, применяемого при работах на литейном дворе, смене воздушных фурм, шлаковых приборов и заправке чугунных и шлаковых желобов. Технологический транспорт. Для перевозки продуктов плавки от доменной печи до пунктов разливки используют чугуновозные и шлаковозные ковши. Чугуновозные ковши по форме разделяют на конические, грушевидные и сигарообразные. Коническая форма, рассчитанная на грузоподъемность 60-80 т, менее рентабельна с точки зрения сохранения тепла, ковши такой формы имеют большие потери чугуна. Ковши грушевидной формы имеют грузоподъемность 100-140 т и в настоящее время являются наиболее распространенными. Сигарообразные ковши предназначены для транспортировки чугуна в жидком виде на относительно далекие расстояния.
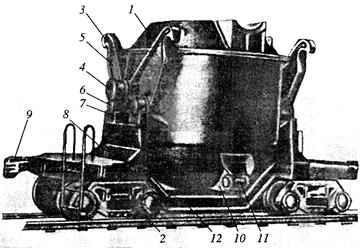
Рис. 8.14 – Чугуновоз УЗТМ емкостью 100 т
Чугуновозы грушевидной формы (рис. 8.14) состоят из чаши 7, рамы 8 с автосцепками 9 и ходовых тележек 2. Чаша выполнена в виде сварного кожуха из листового металла толщиной 24 мм. Корпус ковша цилиндрический, имеет сферическое или плоское днище и конусообразную съемную горловину 1 с эллиптическим отверстием. К средней наружной части кожуха прикрепляют (диаметрально по ходу ковша) две щеки 5, имеющие цапфы 4, 6 и две лапы 3. Боковые цапфы 6 служат для опоры чаши на раму тележки, центральная 4 - для съема чаши с тележки. Лапы 3 служат для опоры чаши на стенд в случае кантовки ковша на разливочной машине при сливе чугуна. Чашу футеруют огнеупорным шамотным кирпичом толщиной до 230 мм (в два оката по 115 мм). Между футеровкой и телом чаши делают асбестовую теплоизоляционную прокладку. В нашей стране практикуется упрочнение кладки путем науглероживания кирпича непосредственно в ковше после его футеровки. |
Последнее изменение этой страницы: 2017-04-12; Просмотров: 651; Нарушение авторского права страницы