Вопрос 1. Основные правила обеспечения безопасной работы.
Ответ:
- Перед запуском станка обязательно закройте переднюю дверь. Никогда не открывайте переднюю дверь во время работы станка. Перед ее открытием убедитесь, что станок остановлен.
- Не проникайте внутрь станка, и не вставляйте руки или ноги внутрь станка во время его работы, включая частичные операции.
- Убедитесь, что обрабатываемая деталь прочно зажата в патроне.
- Прочно зажимайте держатели инструментов.
- Устанавливайте инструменты в револьверную головку так, чтобы они располагались симметрично и не мешали работе станка.
- Перед началом рабочего дня прогревайте станок.
- Настроив инструментов после из смены, выполняйте пробные проходы в ручном режиме.
- Работая со станком в автоматическом режиме по новой программе, не прогоняйте ее беспрерывно.
- При уборке стружки с транспортера, или при проведении работ с ним убедитесь, что электропитание от транспортера отключено.
- Смену инструментов для магазина следует производить в состоянии, когда станок или операция смены инструментов полностью остановлены. Смена инструментов для магазина допустима, когда переключатель режимов на операционной панели станка установлен на ручной режим. Это можно сделать с помощью переключателей на коробке ручного управления ATC или панели управления магазина.
- Для смены инструментов во время поиска неисправностей, убедитесь, что нажата кнопка аварийного останова.
- Не убирайте стружку руками, не касайтесь режущих кромок инструментов голыми руками. Высока опасность получить травму или ожог.
Вопрос 2. Действия перед началом работы.
Ответ:
- Провести визуальный осмотр согласно таблице.
- Перед началом рабочего дня каждый раз выполняйте операцию прогрева.
- Особенно тщательно выполняйте прогрев в помещении с низкой температурой или в холодное время.
- Прогрев очень важен для того, чтобы поддержать высокоточную работу станка, а также для обеспечения продолжительности срока эксплуатации.
- Операция прогрева
| Время прогрева
| Приблизительно 15 минут
| | Шпинделей
| С частотой вращения 500 об/мин – 5 мин.
| | С частотой вращения 1000 об/мин – 5 мин.
| | Продольные перемещения
| Максимальное перемещение осей
| | Поворот револьверных головок
| Выполнить
|
Ежедневный осмотр перед включением станка.
| Место проверки
| Предмет проверки
| Метод
| Примечание
| | Общие
| Чистота рабочей зоны станка.
| Визуально
|
| | Затяжка болтов фиксирующих кожухи и переднюю дверь.
| | Кулачковые патроны
| Износ кулачков
| Визуально
|
| | Смазка кулачков
| | Револьверная головка
| Закрепление режущих инструментов и резцедержателей.
| Попробовать
|
| | Удалить стружку с режущих инструментов.
| Визуально
| | Износ режущих инструментов
| | Бак гидростанции
| Заполнение бака маслом
| Визуально
| По маслоуказателю
| | Бак для охлаждающей жидкости
| Заполнение бака
эмульсией
| Визуально
|
| | Централизованная смазка станка
| Заполнение бака маслом
| Визуально
| По маслоуказателю
| | Электрошкаф
| Закрытие дверей электрошкафа
| Визуально
|
| | Состояние электрических кабелей и их целостность
|
Вопрос 3. Краткое описание операционной панели станка
Ответ:
Операционная панель станка

|
Переключатель POWER ON (ПИТАНИЕ ВКЛ)
Используется для включения электропитания УЧПУ.
Переключатель POWER OFF (ПИТАНИЕ ВЫКЛ)
Используется для отключения электропитания УЧПУ.
| 
| Переключатель выбора РЕЖИМОВ (MODE)
Используется для выбора режима работы станка.
| |
Режим AUTO (автоматический)
| 
| Режим РУЧНОГО ВВОДА ДАННЫХ (M.D.I.)
Служит для выбора режима ручного ввода данных, когда станком управляют путем ввода данных блока программы с панели управления ЧПУ. Одновременная работа обеих револьверных головок невозможна.
| 
| Режим ПАМЯТИ (MEM)
Служит для выбора режима работы ЗУ при выполнении операции в автоматическом режиме с использованием одной из хранящихся в памяти программ
| 
| Режим РЕДАКТИРОВАНИЯ (EDIT)
Служит для выбора режима редактирования при записи в память программы на карте памяти; либо для того, чтобы отредактировать программу, хранящуюся в памяти.
| 
| Режим работы нескольких головок (MULTI)
Служит для выбора ЗУ: режим работы на верхней/нижней револьверной головке при выполнении одновременной автоматической операции на верхней/нижней револьверной головке по программе, хранящейся в памяти.
| |
Режим MANU (ручной)
|  
| HANDLE (РУКОЯТКА)
Служит для выбора режима ручного управления (перемещение осевых кареток или оси С) с использованием рукоятки импульсной подачи.
Подача приращениями Угол поворота оси «С»
Х 1 0, 001 мм/импульс 0, 001˚ /импульс
Х 10 0, 01 мм/импульс 0, 01˚ /импульс
Х 100 0, 1 мм/импульс 0, 1˚ /импульс
| 
| JOG (ТОЛЧКОВАЯ ПОДАЧА)
Служит для выбора толчкового режима подачи оси с использованием переключателя подачи JOG. Скорость подачи оси устанавливается с помощью переключателя FEEDRATE OVERRIDE (РУЧНАЯ КОРРЕКЦИЯ СКОРОСТИ ПОДАЧИ).
| 
| RAPID (ФОРСИРОВАННАЯ ПОДАЧА)
Служит для выбора режима форсированной подачи оси использованием переключателя толчковой подачи. Скорость подачи устанавливается с помощью переключателя ручной коррекции форсированной подачи (RAPID OVERRIDE).
| 
| ZERO RETURN (ВОЗВРАТ К НУЛЮ)
Служит для выбора режима возврата к нулю при возвращении осей в нулевую точку вручную.
При выборе режима возврата к нулю экран УЧПУ переходит в режим экрана сообщений NT NURSE. Состояние возврата осей к нулю отображается на экране.
| 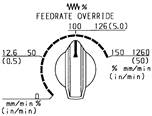
| Переключатель FEEDRATE OVERRIDE (РУЧНАЯ КОРРЕКЦИЯ СКОРОСТИ ПОДАЧИ)
Служит для задания скорости подачи каретки оси или оси C при подаче оси вручную.
Внутренние деления (%)
Служат для ручной коррекции запрограммированной скорости подачи или скорости оси С в диапазоне от 0 до 150 % с шагом 10 %. Если этот переключатель установлен в положение " 0 %", подача осей и вращения оси С остановятся.
Внешние деления (мм/мин или дюйм/мин)
Служат для задания скорости толчковой подачи при работе в толчковом режиме. Диапазоны установок: от 0 до 1260 мм/мин (0 до 50 дюйм/мин);
каретка оси С 0 - 1260 град/мин
ПРИМЕЧАНИЕ: В режиме холостого прогона ([DRY RUN]) действительны значения внешних делений. Переключатель ручной коррекции скорости подачи не действует во время операции нарезки резьбы (G32, G76 или G92).
| | | | 
| Тумблер RAPID OVERRIDE (КОРРЕКТИРОВКА ФОРСИРОВАННОЙ СКОРОСТИ ПОДАЧИ)
Служит для ручной коррекции скорости форсированной подачи суппорта оси или оси C до НИЗКОЙ, 25 % или 100 %. Этот переключатель действует как в ручном так и в автоматическом режимах, если не вызвана функция режима ХОЛОСТОГО ПРОГОНА.
Значение скорости форсированной подачи, которое будет выставлено, когда переключатель установлен в положение F0, присваивается системному параметру ЧПУ номер 1421. Стандартная установка: 400 мм/мин, 400 °/мин.
| 
| Переключатель ПОШАГОВОГО ПЕРЕМЕЩЕНИЯ РВОЛЬВЕРНОЙ ГОЛОВКИ (TURRET INDEX)
Переключатель ПОШАГОВОГО ПЕРЕМЕЩЕНИЯ служит для пошагового перемещения револьверной головки в нужное положение. Пошаговое перемещение происходит все время, пока переключатель остается в нажатом положении при закрытой передней дверце.
В режиме возврата к нулю револьверная головка поворачивается на 15 градусов. В других ручных режимах головка поворачивается на 30 градусов. (Для станков с 24 ячейками)
Скорость вращения револьверной головки изменяется при помощи переключателя ручной коррекции, как и для других осей.
Функция ручной коррекции может быть введена также изменением одного из параметров контроля техпроцесса (D4050).
| 
| Переключатель CYCLE START (ЗАПУСК РАБОЧЕГО ЦИКЛА)
Служит для запуска автоматического режима работы. Этот переключатель действует в режиме ручного ввода данных, работы по памяти, а также в режиме работы нескольких головок по памяти. При нажатии переключателя загорается расположенный над ним индикатор и запускается автоматический рабочий цикл.
ПРИМЕЧАНИЕ: В практической работе перед нажатием переключателя запуска рабочего цикла необходимо выполнять предварительные операции.
В станках стандартного типа запуск автоматического цикла возможен, когда горят оба индикатора ПОШАГОВОГО ПЕРЕМЕЩЕНИЯ и ЗАКРЫТИЯ ПАТРОНА.
| 
| Переключатель FEED HOLD (ПРИОСТАНОВКА ПОДАЧИ)
Служит для кратковременной приостановки подачи оси или оси C во время работы в автоматическом режиме. При нажатии этого переключателя загорается расположенный над ним индикатор, и подача оси или поворот оси С немедленно приостанавливается. Приостановленная подача оси или поворот оси С возобновляется при нажатии переключателя ЗАПУСК ЦИКЛА.
ПРИМЕЧАНИЕ: Даже если этот переключатель нажат, чтобы приостановить подачу оси, функции М, S и T остаются активными. Поэтому вращение шпинделя и подача СОЖ будут продолжаться.
| 
| Кнопка аварийного останова
При нажатии мгновенно останавливает станок. Эта кнопка используется в любой аварийной ситуации, требующей немедленного останова станка.
Для повторного запуска станка после нажатия на эту кнопку ее необходимо разблокировать, повернув в направлении стрелки (по часовой стрелке), чтобы вернуть в исходное положение. После выполнения этого действия компьютерное УЧПУ возвращается в то же состояние, в каком оно находится после нажатия выключателя питания [POWER]
ПРИМЕЧАНИЕ: Кнопка АВАРИЙНОГО ОСТАНОВА является кнопкой с фиксацией. Она останется заблокированной, если ее не повернуть в направлении, показанном стрелками – т. е. по часовой стрелке. Для возобновления работы необходимо снова нажать выключатель питания (POWER) после возврата компьютерного УЧПУ в исходное положение путем разблокирования кнопки АВАРИЙНОГО ОСТАНОВА.
| 
| Тумблер SPINDLE CONTROL CHANGE (ПЕРЕКЛЮЧЕНИЕ УПРАВЛЕНИЯ ШПИНДЕЛЯМИ)
Нажать этот переключатель при переключении режима управления шпинделями.
Шпиндель: Встроенный в переключатель индикатор ВЫКЛ. Шпиндель имеет привод от приводного электродвигателя шпинделя.
Ось С: Выбор оси С: Встроенный в переключатель ламповый индикатор ВКЛ. Шпиндель приводится в действие и управляется серводвигателем оси С. Этот режим также выбирается для вращения фрезерной бабки.
Переключение режима управления шпинделями между шпинделем и осью C возможно только тогда, когда удовлетворены следующие условия:
Установлен ручной режим.
Патрон закрыт.
Шпиндель остановлен.
Шпиндель не зажат дисковым тормозом.
Светится индикатор пошагового перемещения.
| 


| Переключатели SPINDLE/MILLING-FWD./STOP/RVS. (ШПИНДЕЛЬ/ФРЕЗЕРНАЯ БАБКА-ВПЕРЕД/СТОП/НАЗАД)
Служат для ручного запуска и останова вращения шпинделя / фрезерной бабки. Каждым переключателем запускается вращение левого, правого шпинделя или фрезерной бабки.
ВПЕРЕД При нажатии этого переключателя загорается встроенный в него ламповый индикатор, а шпиндель / фрезерная бабка начинает вращаться в направлении вперед.
НАЗАД В ручном режиме шпиндель или фрезерная бабка начинает вращаться в обратном направлении. При нажатии этого переключателя загорается встроенный в него ламповый индикатор.
ОСТАНОВ Шпиндель или фрезерная бабка прекращает вращаться.
| 
| Переключатель SPINDLE/MILLING SPEED (СКОРОСТЬ ВРАЩЕНИЯ ШПИНДЕЛЯ/ФРЕЗЕРНОЙ БАБКИ)
Служит для ручного регулирования скорости вращения шпинделя или фрезерной бабки ротационного инструмента. Поворот этого переключателя по часовой стрелке увеличивает скорость шпинделя, против часовой стрелки – уменьшает.
| 

| Переключатели JOG (ТОЛЧКОВАЯ ПОДАЧА)
Для выполнения подачи оси в режиме толчковой подачи, форсированной подачи или возврата к нулю.
Ось подается, пока переключатель удерживается в выбранном направлении в установленном режиме, и со скоростью, заданной переключателем ручной коррекции скорости подачи.
| 
| HANDLE (МАХОВИК) (ручной генератор импульсов)
Маховик генерирования импульсов действует, когда переключатель режимов (MODE) установлен в положение (HANDLE). Ось, выбранная переключателем выбора оси (AXIS), подается, пока маховик генерирования импульсов вращается в направлении, соответствующем направлению вращения маховика генерирования импульсов.
| 
| Переключатель выбора AXIS (ОСЬ)
Служит для выбора оси, подаваемой с помощью маховика генерирования импульсов.
| 
| Переключатель POSITION RECORD (РЕГИСТРАЦИЯ ПОЛОЖЕНИЯ) (ДОПОЛНИТЕЛЬНО)
Нажать этот переключатель для измерения и ввода данных коррекции на инструмент. После окончания обработки заготовки (по наружному диаметру, по внутреннему диаметру или по торцевой поверхности) нажмите этот переключатель при положении режущего инструмента в той позиции, в которой он остался на момент окончания обработки резанием, и тогда координаты положения переднего конца инструмента сохранятся в памяти. После этого отвести режущий инструмент от заготовки и измерить наружный или внутренний диаметр или расстояние торцевой поверхности от базовой поверхности, соответствующей типу чистового прохода.
Ввести данные измерений (X для наружного или внутреннего диаметра, Z для расстояния для соответствующего номера величины коррекции) и нажать экранную (функциональную) клавишу (MEASUR). Погрешность между считываемыми данными позиционирования и данными, измеренными и введенными нажатием переключателя регистрации положения, вычисляется и вводится в качестве данных коррекции для осей X и Z в указанный номер величины коррекции на инструмент.
Здесь термин «базовая поверхность» относится к элементу данных, заданному в программе как Z0.
| 
| Переключатель INCHING (МЕДЛЕННАЯ ПОДАЧА)
Служит для проверки биения заготовки, зажатой в зажимном патроне. Когда в автоматическом режиме нажат и удерживается этот переключатель, шпиндель вращается с низкой скоростью.
| 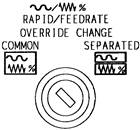
| Переключатель RAPID/FEEDRATE OVERRIDE CHANGE (РУЧНАЯ КОРРЕКЦИЯ СКОРОСТИ ФОРСИРОВАННОЙ ПОДАЧИ)
ОБЩАЯ [COMMON] Служит для регулирования скорости форсированной подачи переключателем ручной коррекции скорости подачи. Этот переключатель действует как в ручном, так и в автоматическом режиме, если не была вызвана функция ХОЛОСТОГО ПРОГОНА.
SEPARATED [РАЗДЕЛЬНАЯ] Служит для трехступенчатого (F0, 25 % и 100 %) регулирования только скорости форсированной подачи вне зависимости от скорости обработки переключателем ручной коррекции форсированной скорости подачи [RAPID OVERRIDE]. Этот переключатель действует как в ручном, так и в автоматическом режиме, если не была вызвана функция ХОЛОСТОГО ПРОГОНА.
| 
| Переключатель ELECTROMAGNETIC DOOR UNLOCK (РАЗБЛОКИРОВКА ЭЛЕКТРОМАГНИТНОЙ ДВЕРЦЫ) (ДОПОЛНИТЕЛЬНО)
Служит для отпирания замка электромагнитной двери, чтобы открыть переднюю дверцу.
| 
| Переключатель RESET & REWIND (СБРОС И ПЕРЕМОТКА)
Служит для сброса программы или вызова начала программы вне зависимости от выбранной револьверной головки.
| 
| Переключатель SPINDLE LOCK - ON/OFF (БЛОКИРОВКА ШПИНДЕЛЯ ВКЛ/ВЫКЛ) (ДОПОЛНИТЕЛЬНО)
ВКЛ Шпиндель зажат дисковым тормозом. Зажимайте шпиндель при смене кулачков патрона, цангового па трона или корпуса патрона.
ВЫКЛ Дисковый тормоз отпущен и шпиндель свободен.
ПРИМЕЧАНИЕ: Шпиндель не вращается, если этот переключатель включен.
| 
| Переключатель TOOL STAND CHANGE OVER (СМЕНА ИНСТРУМЕНТАЛЬНОГО ЛЮНЕТА)
Переключайтесь между верхней или нижней револьверной головкой следующим образом.
Выбор головки для операции в автоматическом режиме.
Переключение ЖК-дисплея.
Запуск верхней/нижней револьверной головкой вручную.
Переключатель OPTIONAL STOP (ДОПОЛНИТЕЛЬНЫЙ ОСТАНОВ)
| 
| Переключатель OPTIONAL STOP (ДОПОЛНИТЕЛЬНЫЙ ОСТАНОВ)
ВКЛ Выполнение программы временно приостанавливается на блоке, содержащем код M01. Вращение шпинделя, подача СОЖ и пр. останавливаются.
Когда переключатель находится в положении ВКЛ, над ним загорается индикатор.
ВЫКЛ Команда M01 в программе игнорируется, и программа выполняется в непрерывном режиме.
ПРИМЕЧАНИЕ: Тумблер дополнительного останова [OPTIONAL STOP] не действует, если программа не содержит команду M01.
| 
| Переключатель SINGLE BLOCK (ПОБЛОЧНОЕ ВЫПОЛНЕНИЕ)
ВКЛ В автоматическом режиме программа выполняется поблочно. Когда переключатель находится в положении ВКЛ, над ним загорается индикатор.
ВЫКЛ Программа выполняется без перерыва.
ПРИМЕЧАНИЕ: Когда этот переключатель включается для вызова командой G76 функции поблочного выполнения программы во время цикла нарезки резьбы, цикл выполняется до конца в непрерывном режиме. Функция ПОБЛОЧНОГО ВЫПОЛНЕНИЯ ПРОГРАММЫ начинает действовать только после завершения цикла нарезки резьбы.
| 
| Переключатель DRY RUN (ХОЛОСТОЙ ПРОГОН)
ВКЛ Все значения скорости подачи в программе игнорируются и заменяются значением скорости подачи, заданным переключателем ручной коррекции скорости подачи [FEEDRATE OVERRIDE].
ВЫКЛ Подача осей осуществляется с запрограммированной скоростью.
| 
| Тумблер MEMORY RESTART (ПЕРЕЗАПУСК ИЗ ПАМЯТИ)
ВКЛ Выбрать для многократного выполнения одной и той же программы обработки.
ВЫКЛ Выбрать, когда работа выполняется в нормальном автоматическом режиме (режим памяти).
| 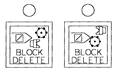
| Тумблер BLOCK DELETE (УДАЛЕНИЕ БЛОКА)
ВКЛ Игнорируются все блоки, которым предшествует символ косой черты (/).
Когда переключатель находится в положении ВКЛ, над ним загорается индикатор.
ВЫКЛ Выполняются все блоки в программе.
ПРИМЕЧАНИЕ: Включение тумблера УДАЛЕНИЯ БЛОКА не действует, когда программа не содержит символа косой черты (/).
| 
| Тумблер TURRET COOLANT (ПОДАЧА СОЖ НА РЕВ. ГОЛОВКУ)
MANU СОЖ подается независимо от заданного режима обработки.
ВЫКЛ Подача СОЖ прекращается.
AUTO. Подача СОЖ начинается и прекращается в соответствии с запрограммированной командой. Это положение переключателя действует в автоматическом режиме.
| 
| Переключатель NT SETTING (УСТАНОВКИ ПРОГРАММ)
Отображается экран уставок программ.
На экране NT SETTING отображаются следующие установки.
Клавиша EDIT [РЕДАКТИРОВАНИЕ]: Используется для редактирования программ и замены установок на действительную/недействительную.
Внутренний/наружный диаметр патрона
БЛОКИРОВКА СТАНКА
Контрольная программа
Автоматическое отключение питания (ДОПОЛНИТЕЛЬНО)
Маслоотделитель (ДОПОЛНИТЕЛЬНО)
Смена усилия зажима патрона (ДОПОЛНИТЕЛЬНО)
Поиск по номеру программы (ДОПОЛНИТЕЛЬНО)
| 
| Переключатель MULTIPLE MEMORY MODE (РЕЖИМ ЗАПУСКА ПРОГРАММ ИЗ ПАМЯТИ ДЛЯ НЕСКОЛЬКИХ УСТРОЙСТВ)
Используется для задания операций только на правом, левом шпинделе, или на обоих шпинделях (все операции) при выполнении операций в автоматическом режиме на верхней и нижней револьверных головках.
Для выполнения операции только на левом или на правом шпинделе заранее создавайте программы так, чтобы в них задавалось выполнение только на одном из шпинделей.
Информацию по написанию программ см. в ИНСТРУКЦИИ ПО ЭКСПЛУАТАЦИИ LUCK-BEI II.
|
Индикаторы

| Аварийный индикатор (Machine alarm)
Загорается при обнаружении сбоя или неполадки станка. Индикатор продолжает светиться, пока не устранена причина сбоя.
| 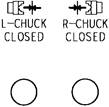
| Индикатор CHUCK CLOSE (ПАТРОН ЗАКРЫТ)
Светится, когда зажимный патрон закрыт (состояние зажима заготовки). В то время, как этот индикатор светится, возможны вращение шпинделя и толчковая подача. Когда задана ось C, вращение шпинделя в режиме оси С возможно, когда индикатор не светится.
ПРИМЕЧАНИЕ: Когда действует функция блокировки зажимного патрона, шпиндель не вращается, если не включен датчик блокировки (бесконтактный переключатель) – даже если светится индикатор ПАТРОН ЗАКРЫТ.
| 
| Индикатор MACHINE LOCK ON (БЛОКИРОВКА СТАНКА ВКЛ)
Загорается при включении блокировки станка.
Когда блокировка станка включена, даже если выполняется подача суппорт оси, данный суппорт не подается, а меняется значение координат. Автоматическая эксплуатация не может выполняться до возвращения всех осей в нулевое положение, т.к. значение координат и фактическое положение могут быть изменены, хотя блокировка станка и отключена.
| 
| Индикатор PROGRAM NO. SEARCH (ПОИСК ПО НОМЕРУ ПРОГРАММЫ) (ДОПОЛНИТЕЛЬНО)
Загорается, если задействован поиск по номеру программы.
Поиск по номеру программы задается на экране установок NT.
|

| Переключатель ENABLE (РАЗБЛОКИРОВКА) (только на экспорт)
Этот переключатель находится на левой стороне пульта управления.
Нажимайте и удерживайте этот переключатель для работы в ручном режиме даже с открытой дверцей.
Нажав на данный переключатель можно управлять патроном, револьверной головкой и суппортом, даже если дверца открыта.
Переключатель постоянно работает в течение 2 минут.
Даже если он нажат, управлять станком можно только 2 минуты.
Чтобы ввести в действие задаваемую им функцию, отпустите переключатель и снова нажмите его.
Для пошагового перемещения головки при открытой дверце нажмите и удерживайте этот переключатель до завершения пошагового перемещения головки.
Когда этот переключатель отпускается во время пошагового перемещения револьверной головки, ее вращение прекращается, срабатывает тревожный сигнал.
После срабатывания сигнала нажмите переключатель ПОШАГОВОГО ПЕРЕМЕЩЕНИЕ РЕВОЛЬВЕРНОЙ ГОЛОВКИ. В этом случае головка подается к следующей ячейке.
| 
| Переключатель TOOL SETTER - ADV./RET. (УСТРОЙСТВО РАЗМЕРНОЙ НАСТРОЙКИ ИНСТРУМЕНТА – ВПЕРЕД/НАЗАД) (ДОПОЛНИТЕЛЬНО)
Используется для ручного перемещения вперед или назад руки инструментального люнета. Рука люнета перемещается вперед при нажатии переключателя, когда она находится в позиции отвода. Если переключатель нажат, когда она находится в выдвинутой позиции – то перемещается назад.
| 
| Переключатель PARTS CATCHER - ADV./RET. (ПОДВОД-ОТВОД СБОРНИКА ДЕТАЛЕЙ) (ДОПОЛНИТЕЛЬНО)
Служит для ручного подвода и отвода короба для сбора деталей.
При нажатии этого переключателя короб для сбора деталей перемещается вперед, если он находится в положении отвода. Если короб находится в положении подвода, то при нажатии переключателя он перемещается назад.
| 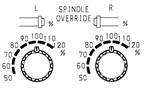
| Переключатель РУЧНОЙ КОРРЕКЦИИ ЧАСТОТЫ ВРАЩЕНИЯ ШПИНДЕЛЯ И ПРОТИВОШПИНДЕЛЯ [SPINDLE/SUB SPINDLE OVERRIDE] (ОПЦИЯ)
С помощью этого переключателя запрограммированную частоту вращения шпинделя можно изменять в диапазоне от 50 до 120%.
| 
| WORK COUNTER (СЧЕТЧИК ДЕТАЛЕЙ) (Дополнительно)
Выставить на счетчике деталей число заготовок, которое требуется обработать. Счетчик увеличивает количество деталей при каждом считывании команды М69. Когда число подсчитанных заготовок достигнет выставленного числа, станок остановится в режиме дополнительного останова после перезапуска УЧПУ.
Работа станка может быть возобновлена после обнуления данных счетчика нажатием кнопки сброса на счетчике.
|
|
