|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Вопрос 10. Ввод данных коррекции на инструмент
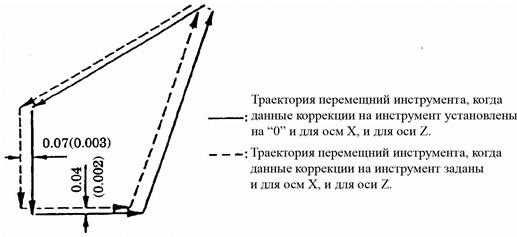
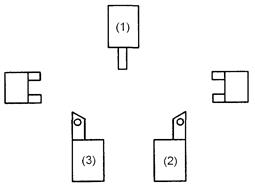
Ответ: На примере внизу показана процедура ввода данных коррекции на инструмент, если положение режущей кромки инструмента не совпадает с положением базовой поверхности. Причиной этого часто является изменение конфигурации режущей кромки инструмента. Номер инструмента: 01 Номер коррекции: 01 Размеры коррекции По оси X +0.04 мм (+0.08 мм диаметром) По оси Z -0.07 мм Отсюда следующие данные коррекции на инструмент По оси Х 0.08 По оси Z -0.07
Выбрать револьверную головку для выполнения коррекции.
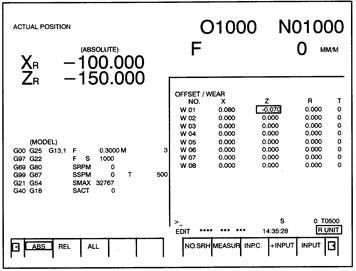
Отображается экран ввода коррекции на инструмент (OFFSET/WEAR) (КОРРЕКЦИЯ/ИЗНОС).
ПРИМЕЧАНИЕ: Данные коррекции на инструмент и адресные слова для ввода различаются в зависимости от выбранной системы размерности (абсолютная или приращениями). Абсолютная система: Переместить курсор на строку [X]. Ввести [0][.][0][8]. Нажать экранную клавишу INPUT (ВВОД). Переместить курсор на строку [Z]. Ввести [- ][0][.][0][7]. Нажать экранную клавишу INPUT. [0][.][0][8][INPUT] [- ][0][.][0][7][INPUT]
Система ввода приращениями: Переместить курсор на строку [X]. Ввести [0][.][0][8]. Нажать экранную клавишу + INPUT. Переместить курсор на строку [Z]. Ввести [- ][0][.][0][7]. Нажать экранную клавишу + INPUT. [0][.][0][8][+ INPUT] [- ][0][.][0][7][+ INPUT]
Получатся следующие траектории перемещений инструмента:
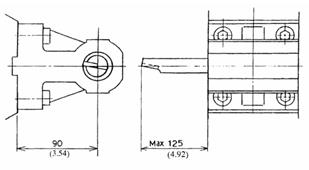
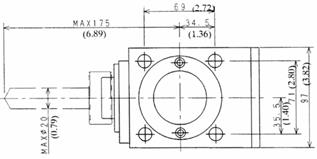
Вопрос 11. Основные типы и размеры инструментальных державок Ответ:
Вопрос 12. Последовательность автоматической операции Ответ:
· Плата памяти
· Оснастка · Установление патрона/цангового патрона · Придание формы программируемым кулачкам · Введение данных коррекции · Установка системы координат и т.д.
· Проверка программы · Прогон программы без обрабатываемой детали · Пробный проход
Вопрос 13. Условия сигналов вращающегося маячка Ответ: Вращающийся маяк сигнализирует, когда станок находится в следующем состоянии. Красный свет: Сигнал тревоги Желтый свет: Остановка цикла Зеленый свет: В автоматическом режиме работы Вопрос 14. Описание М-кодов Ответ: Для станков серии NTX (W), оснащенных 2 шпинделями, 2 р/головками и устройством автоматической смены инструмента (АТС), верхнюю часть, левую нижнюю часть и правую нижнюю часть станка можно программировать и запускать в эксплуатацию независимо. Для этих станков имеются специальные коды M для синхронизации выполнения программ верхней части, левой нижней части и правой нижней части в определенном блоке с использованием кодов М (М100 – М199). Программы размещены отдельно в памяти верхней части, нижней левой части и нижней правой части. Программа для нижней правой может быть выполнена, предполагая, что она размещена в нижней левой части. Следовательно, если заготовки одного типа обрабатываются с использованием нижней левой и нижней правой частей одновременно, то можно использовать одну и ту же программу. Реагируя на сигнал начала цикла, программы, размещенные в памяти каждой части, выполняются одновременно для управления осями каждой части.
(1) М00 (Остановка программы) Когда считывается код М, станок прекращает автоматическую операцию с программой, сохраненную в памяти. Останавливается перемещение оси шпинделя и охладителя (СОЖ) Операция возобновляется, когда нажимается переключатель начала цикла. Эта функция остановки программы используется для временной остановки работы станка, проверки размеров заготовки, удаления стружки или выполнения ручной операции. Специфицируйте команду М00 в блоке отдельно При нажатии переключателя RESET, когда станок останавливается в режиме М00, память очищается
М01 (дополнительная остановка) При считывании команды М01 станок останавливается немедленно. Оператор решает, выполнять или не выполнять эту команду; она действительна только при включенной кнопке OPTINAL STOP, расположенной на операционной панели станка. Если команда М01 считывается при установке OPTINAL STOP на OFF, команда игнорируется, а программа переходит к следующему блоку. Для возобновления операции, приостановленной из-за выполнения М01, нажмите CYCLE START (начало цикла). Функция дополнительной остановки обычно применяется для приостановке работы станка для проверки размеров заготовки. Специфицируйте М01 в блоке отдельно.
М03 (запуск левого шпинделя в переднем направлении) М04 (запуск левого шпинделя в обратном направлении) М53 (запуск правого шпинделя в переднем направлении) М54 (запуск правого шпинделя в обратном направлении) М05 (Остановка шпинделя) М08 (Включение охлаждения) М09 (Выключение охлаждения) М903- Включение охлаждения М904- Включение охлаждения для верхнего инструмента М905- Выключение охлаждения для верхнего инструмента М907- Включение охлаждения для нижнего левого инструмента М908- Выключение охлаждения для нижнего левого инструмента М909- Включение охлаждения для нижнего правого инструмента М910- Выключение охлаждения для нижнего правого инструмента М911-1.5 Мпа. давление охлаждения М912-2.5 Мпа. давление охлаждения М913-3.5 Мпа. давление охлаждения М914-4.0 Мпа. давление охлаждения М915-5.0 Мпа. давление охлаждения М916-6.0 Мпа. давление охлаждения М917-6.9 Мпа. давление охлаждения М740- Включение охлаждения сквозь левый патрон М741- Выключение охлаждения сквозь левый патрон М742- Включение охлаждения сквозь правый патрон М743- Выключение охлаждения сквозь правый патрон М48- Включение обдув воздуха сквозь правый патрон М49- Выключение обдув воздуха сквозь правый патрон М20- Включение обдув воздуха на левый патрон М21- Включение обдув воздуха на левый патрон М420- Включение обдув воздуха на правый патрон М421- Выключение обдув воздуха на правый патрон М456- Включение обдув воздуха на датчик измерительной системы М457- Выключение обдув воздуха на датчик измерительной системы
Подача охлаждения прекращается также, когда работа станка приостановлена при выполнении команды М00, М01 или М02.
М10 (закрывание левого патрона ) М11 (открывание левого патрона) М50 (закрывание правого патрона ) М51 (открывание правого патрона) М86 (включение блокировки левого шпинделя) М87 (выключение блокировки левого шпинделя) М32 (включение блокировки правого шпинделя) М33 (выключение блокировки правого шпинделя)
М902-проверка наличия детали М903-проверка отсутствия детали М408- подача по G1 без вращения шпинделя М484- включение выдвижения выталкивателя
М62 (открывание автоматической дверцы). Команду М-кода можно подать с любой головки (верхнее, правое нижнее или левое нижнее устройство); выполняется процедура одновременно открытие/закрытие дверцы для правого и левого блоков. М63 (Закрывание дверцы) С вводом М63 дверца закрывается. Как правило, не разрешается использовать команду М63. Используйте кнопку CLOSE при закрывании дверцы для предотвращения защемления части тела операции.
Код ожидания для 3 траектории Для станков, состоящих из 3-х частей (блоков), специфицируйте Р-коды, располагающихся после М-кода.
Номера спецификации в скобках ( ) не имеют значение. [Порядок нумерации после Р не ограничен] Р12 (Р21): Синхронизация выполнения программ блока L (1 траектория) и блока R (2 траектории) Р13 (Р31): Синхронизация выполнения программ блока L (1 траектория) и нижней части (3 траектории) Р23 (Р32): Синхронизация выполнения программ блока R (2 траектории) и нижней части (3 траектории) Р123 (Р132, Р213, … Р321): Синхронизация выполнения блока L (1 траектория), блока R (2 траектории) и нижней части (3 траектории) |
Последнее изменение этой страницы: 2017-05-05; Просмотров: 568; Нарушение авторского права страницы

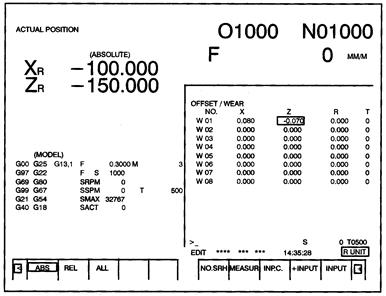
 Нажать клавишу OFFSET SETTIN (ЗАДАНИЕ ВЕЛИЧИНЫ КОРРЕКЦИИ) на пульте управления ЧПУ и затем экранную клавишу OFFSET (КОРРЕКЦИЯ).
Нажать клавишу OFFSET SETTIN (ЗАДАНИЕ ВЕЛИЧИНЫ КОРРЕКЦИИ) на пульте управления ЧПУ и затем экранную клавишу OFFSET (КОРРЕКЦИЯ). Установить курсор на величину коррекции на инструмент номер 01.
Установить курсор на величину коррекции на инструмент номер 01.