|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
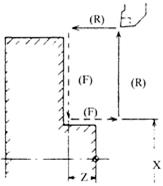
Вопрос 33. Цикл нарезания резьбы (G92)
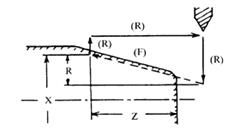
Ответ: Цикл нарезания цилиндрической резьбы можно запрограммировать, используя один блок команд. (1) Формат команды (а) G92 X___ Z___ F___; X, Z: Обозначьте координатные значения конечной точки нарезания резьбы F: Обозначьте непосредственно шаг резьбы
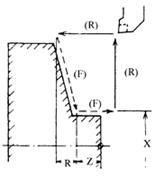
(b) G90 X___ Z___R____ F___; Нарезание конической резьбы возможно с обозначением размера конуса с использованием R-слова.
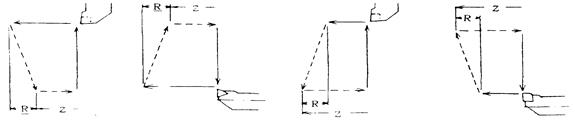
(2) Направление конуса Как показано на рисунке (ниже), конус образуется в соответствии со знаком R-слова.
(3) При обозначении шага резьбы используйте следующие ограничения, общие для режимов G32 и G92.
(а) Условие 1
(b) Условие 2 Используйте следующие ограничения для параметров шага резьбы и скорости шпинделя. « F x S ≦ 4800 (4) Снятие фасок Снятие фасок возможно в конце операции нарезания резьбы. Ширина снятия фасок «r» устанавливается для параметра N 5130 системы ЧПУ. Диапазон установки (параметров) – от 0 до 127. С этой установкой ширина снятия фасок определяется в диапазоне от 0.1 L до 12.7L в приращениях по 0.1L (L- шаг резьбы).
Вопрос 34. Цикл усложненного нарезания резьбы (G76) Ответ: Цикл выполняется с использованием команды G76
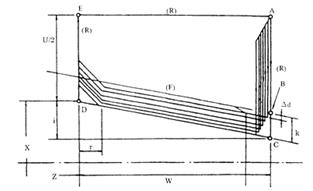
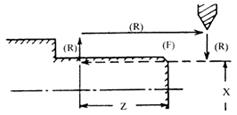
(F) … Рабочая подача (R) … Быстрое перемещение (продольная подача)
Рис. 9-6 Конфигурация цикла G76
(1) Формат команды G76 P(m)(r)(a) Q (rdim) R (d): G76 X(U)____Z(W)____R(i)P(k)Q(rd)F(L);
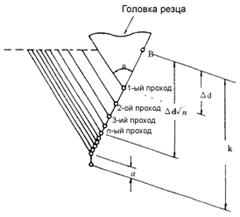
m: Частота (число повторов) цикла чистовой (окончательной) обработки. Обозначение возможно в диапазоне 1-99. Параметр ЧПУ №5142 можно использовать для установки этого значения; установленное значение параметра изменяется в соответствии с запрограммированной величиной «m». r: Расстояние снятия фасок. Это расстояние специфицируется в диапазоне 0.1 L – 9.9 L в приращениях по 0.1 L, где L – шаг резьбы. Модальное обозначение следует выполнять числами 00 - 99. Параметр №5130 можно использовать для установки этого значения; значение параметра изменяется в соответствии с запрограммированным значением «r». а: Угол режущей кромки инструмента (угол резьбы) Выбор угла возможен от 800, 600, 550, 300, 290 и 00. Непосредственно обозначьте нужный угол двузначным числом. Обозначение – модальная величина. Параметр ЧПУ №5143 можно использовать для установки этого значения; оно изменяется в соответствии с запрограммированным значением «r». Значения «m», «r» и «а» вводятся после адреса Р. rdmin: Минимальная глубина резания Если глубина резания, высчитанная для каждого прохода нарезания резьбы, становится меньше этого значения; глубина резания ограничивается этим значением. Обозначение – модальная величина. Параметр ЧПУ №5140 можно использовать для установки этого значения; установленное значение изменяется в соответствии с запрограммированным значением «r». d: Допуск на доводку. Обозначение – модальная величина. Параметр ЧПУ №5141 можно использовать для установки этого значения; оно изменяется в соответствии с запрограммированным значением «r». i: Радиальная разница между началом и окончанием нарезания резьбы. Если обозначено «i = 0», нарезается цилиндрическая резьба. k: Высота резьбы. Обозначьте высоту резьбы в направлении оси Х. Обозначение должно быть выполнено в радиусе. rd: Глубина резания для первого цикла нарезания резьбы. Обозначение должно быть выполнено в радиусе. L: Шаг резьбы.
Вопрос 35. Цикл обточки (подрезки) торца (G94) Ответ: Цикл нарезания цилиндрической или конической резьбы, выполняемого по поверхности (направление оси Х), можно программировать с использованием одного блока команд. Если та же конфигурация повторяется для образования нескольких траекторий перемещения резца, просто специфицируйте координатные значения, изменяющиеся в соответствии с процессом резания. (1) Формат команды (а) G94 X___ Z___ F___;
(b) G94 X___ Z___ R ___F___;
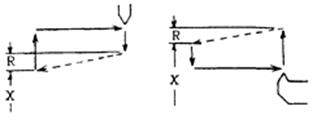
(2) Направление конуса Как показано на рисунке (См. ниже), конус образуется в соответствии со знаком R-слова.
(а) R< O (b) R> O
|
Последнее изменение этой страницы: 2017-05-05; Просмотров: 994; Нарушение авторского права страницы
 Быстрое перемещение
Быстрое перемещение
 Рабочая подача
Рабочая подача