
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Вопрос 39. Направление вращения верхнего инструмента ⇐ ПредыдущаяСтр 7 из 7
Ответ:
Вопрос 40. Направление вращения приводного инструмента (нижняя р/головка) Ответ: Приводной инструмент имеет два направления вращения: поперечное (перекрестное) и прямое. Он использует одни и те же М-коды для вращения в этих направлениях, но противоположных.
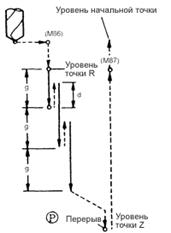
Вопрос 41. Цикл сверления поверхности (торца) (G83) и цикл бокового сверления (G87) Ответ: (1) Цикл высокоскоростного глубокого сверления: Тип А
Рис.14-1 Конфигурация цикла G83 (G87): тип А
Стружка удаляется с участка сверления повтором глубокого сверления по оси Z(X). Поскольку ход отвода минимальный, то выполняется высокоэффективное сверление. (М86) Если специфицируется М-код (М86) зажимания оси С, то ось С блокируется. (М87) Если специфицируется М-код (М86) зажимания оси С, то ось С разблокируется. Р: Подача оси приостанавливается на специфицированный период остановки (перерыва).
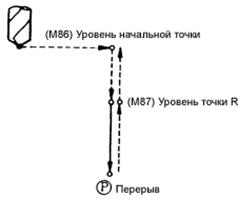
(2) Цикл глубокого сверления: Тип В
Рис.14-2 Конфигурация цикла G83 (G87): тип В Ход отвода «d» установлен для параметра ЧПУ №5114. Запрашиваемый тип цикла глубокого сверления дополнительно выбирается установкой для параметра ЧПУ №5101, бит 2 (РТR) (3 ) Цикл обычного сверления
Рис. 14-3 Конфигурация цикла G83 (G87): Тип С
Если специфицируется слово Р, подача оси приостанавливается на дне отверстия на специфицированный период остановки. Для М86, М87 и Р см. объяснение данное в (1)
Вопрос 42. Постоянный цикл сверления Ответ: Постоянный цикл сверления определяет операцию сверления, обычно программируемую с несколькими блоками команд, одним блоком команд вместе с кодом G для облегчения программирования. Имеются следующие постоянные циклы:
Таблица 14-1 Постоянные циклы сверления
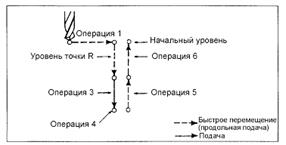
* В цикле с G83 и G87 режима подачи оси (и рабочей подачи и глубокого сверления) определяется в зависимости от того, специфицирована или нет команда Q. Циклы сверления объясняются ниже для G83, G84 и G85, т.к. следующие пары G-кодов запрашивают такую же конфигурацию цикла с единственным различием в оси цикла, выполняющей операцию врезной (поперечной) подачи. G83 и G87, G84 и G88, G85 и G89 В основном цикл сверления состоит из следующих 6 последовательностей: · « Последовательность 1 Позиционирование осей X(Z) и C · « Последовательность 2 Быстрая подача на уровень R · « Последовательность 3 Операция сверления · « Последовательность 4 Операция в нижней части отверстия · « Последовательность 5 Отвод на уровень R · « Последовательность 6 Быстрый отвод на начальный уровень
Необходимый цикл специфицируется с использованием команд G80-G89. Это модальные команды, а команда G80 используется для отмены режима цикла сверления. Специфицируйте данные, необходимые для описания цикла сверления со следующим G-кодом, который запрашивает постоянный цикл сверления. Специфицированные данные хранятся в памяти ЧПУ как модальные данные. Формат команды:
Режим цикла сверления – модальный и остается действительным до отмены запрашиваемого режима или до запроса другого режима цикла сверления. Режим цикла сверления отменяется командой G80 или кодом G в группе 01.
|
Последнее изменение этой страницы: 2017-05-05; Просмотров: 215; Нарушение авторского права страницы

 А. Последовательность операций цикла сверления
А. Последовательность операций цикла сверления 

