|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
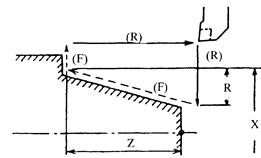
Вопрос 29. Цикл черновой токарной обработки по внешнему диаметру (G71)
Ответ: Когда определяется окончательная форма (А" А'" В), автоматически создаются траектории грубой обточки для снятия заготовки с глубиной резания rd. В цикле черновой обточки обрабатываемые заготовки ru /2 и rw/2 сохраняют определенную конечную форму.
Рис. 9-1 Конфигурация (модель) цикла G71 (1) Формат команды G71 U (rd) R(е); G71 Р(ns) Q(nf) U(ru) W(rw) F(f) S(s) T(t);
rd: Глубина резания, обозначается без знака. Направление врезной подачи определяется в соответствии с направлением АА'. Параметры ЧПУ №5132 можно использовать для установки этого значения. е: Расстояние отвода Параметр №5133 можно использовать для установки этого значения. ns: Порядковый номер первого блока в блоках, используемых для программирования конечной формы. nf: Порядковый номер последнего блока в блоках, используемых для программирования конечной формы. ru: Расстояние и направление обрабатываемой заготовки в направлении по оси Х. rw: Расстояние и направление обрабатываемой заготовки по Z. f, s, t: Обозначение скорости подачи, скорости шпинделя и номера инструмента, используемых в цикле чистовой обработки.
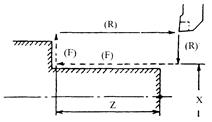
Вопрос 30. Цикл черновой обточки (подрезки) торца (G72) Ответ: Цикл программируется и выполняется так е, как для G71. Однако в этом цикле резание выполняется только перемещением резца по оси Х.
Рис. 9-2 Конфигурация цикла
(1) Формат команды G72 W(∆ d) R(e); G72 Р(ns) Q(nf) U(∆ u) W(∆ w) F(f) S(s) T(t);
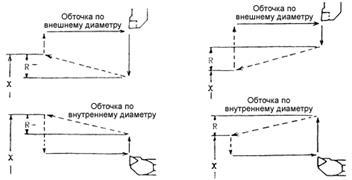
∆ d: Глубина резания, обозначается без знака. Направление врезной подачи определяется в соответствии с направлением АА'. Параметры ЧПУ №5132 можно использовать для установки этого значения. е: Расстояние отвода Параметр №5133 можно использовать для установки этого значения. ns: Порядковый номер первого блока в блоках, используемых для программирования конечной формы. nf: Порядковый номер последнего блока в блоках, используемых для программирования конечной формы. ∆ u: Расстояние и направление обрабатываемой заготовки в направлении по оси Х. ∆ w: Расстояние и направление обрабатываемой заготовки по Z. f, s, t: Обозначения скорости подачи, скорости шпинделя и номера инструмента, используемых в цикле чистовой обработки. Если F, S и/или T обозначены в программе, определяющей конечную форму, они игнорируются Вопрос 31. Простой постоянный цикл (G90, G92, G94) Ответ: Операция обработки, требующая повторения простого цикла снятия заготовки, обычно программируется с использованием нескольких блоков команд. Однако используется функция постоянного цикла, то такую операцию можно запрограммировать в одном блоке. Имеются три вида (модели) простого постоянного цикла. Вопрос 32. Цикл токарной обработки (обточки) по внешнему и внутреннему диаметру (G90) Ответ: Цикл нарезания цилиндрической или конической резьбы, выполняемой в продольном направлении (направление оси Z), можно запрограммировать с использованием одного блока команд. Если одна и та же конфигурация повторяется для образования нескольких траекторий перемещения инструмента, просто специфицируйте координатные значения, которые изменяются в соответствии с процессом резания. (1) Формат команды (а) G90 X______ Z_______ F_______;
(b) G90 X______ Z_______ R________F_______;
ПРИМЕЧАНИЕ: G90 – модальная команда. Также модальными являются слова для обозначения размеров (X, Z, R) и команда скорости подачи (F). ПРИМЕЧАНИЕ: Обозначьте размер конуса (R) в радиусе. ПРИМЕЧАНИЕ: Если простой постоянный цикл выполняется в режиме одного блока, то один цикл завершается однократным нажатием переключателя начала (запуска) цикла. (2) Направление конуса Как показано на рис. (ниже), конус образуется в соответствии со знаком R-слова.
(а) R < О (b) R > О
|
Последнее изменение этой страницы: 2017-05-05; Просмотров: 250; Нарушение авторского права страницы
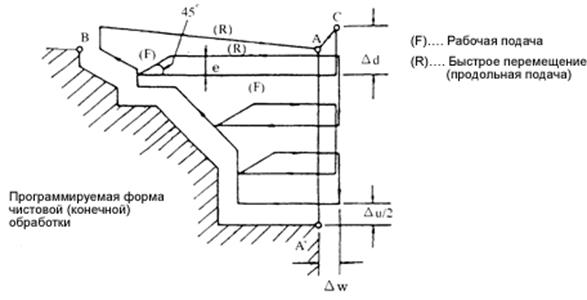
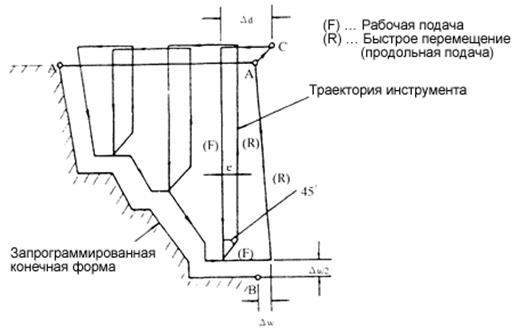
 Программа выполнения цикла чистовой (конечной) обработки для А" А'" В записана в блоках «ns» - «nf».
Программа выполнения цикла чистовой (конечной) обработки для А" А'" В записана в блоках «ns» - «nf».
 Программа выполнения цикла чистовой (конечной) обработки для А" А'" В записана в блоках «ns» - «nf».
Программа выполнения цикла чистовой (конечной) обработки для А" А'" В записана в блоках «ns» - «nf».
 Быстрое перемещение
Быстрое перемещение
 Рабочая подача
Рабочая подача