|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
РЕМОНТ БОРОН, ДИСКОВЫХ ЛУЩИЛЬНИКОВ И КОЛЬЧАТЫХ КАТКОВ.
ü Изношенные и изогнутые зубья борон восстанавливают оттяжкой и правкой с нагревом кузнечным способом при разнице в их длине не более 10 мм. ü Рабочую часть зуба закаливают, нагревая до 820 ... 840 °С и охлаждают в воде при температуре 30...35°С. ü При сборке бороны зубья устанавливают ребром по ходу, а зубья из полосовой стали — узкой гранью по ходу. ü Затупившиеся диски лущильников и борон затачивают на установке для заточки дисковых ножей (Рис. 74.3 ), на приспособлении к абразивно-шлифовальному станку или протачивают резцом на токарном станке. ü Протачивают диски с выпуклой стороны резцом с пластинкой из твердого сплава Т15К6, создавая угол заточки 37° при толщине лезвия диска 0,3 ... 0,5 мм. ü Квадратное отверстие в дисках при износах скругляется и около него появляются трещины. ü Восстанавливают отверстие электросваркой с последующей обработкой или приваривают на диск накладку с нормальным размером отверстия. ü На время сварки на диск следует накладывать мокрый асбест или раствор глины.
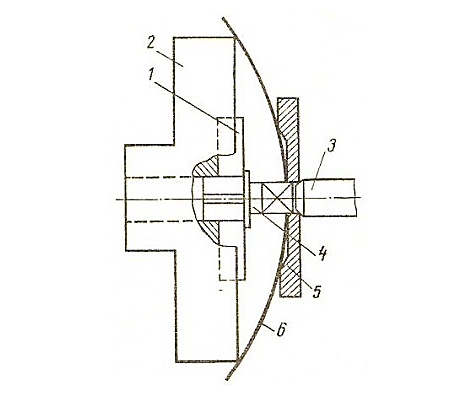
Рис. 74.3. Схема установки диска бороны на токарном станке: 1) - Кулачок патрона; 2) - Патрон; 3) - Центр задней бабки станка; 4) - Оправка 5) - Прижимной диск; 6) - Диск бороны.
Для уменьшения износа отверстий и смятия граней валов на каждую батарею лущильника или дисковой бороны ставят компенсирующую упругую шайбу. В собранном подшипниковом комплекте батарей втулка должна прокручиваться рычагом длиной 330 мм с усилием не более 40 Н. Осевой зазор в подшипниках допускается не более 0,5 мм. *В собранном дисковом орудии при проверке на контрольной плите просвет дисков и их осевое биение по диаметру допускается не более 4 мм. Чистики устанавливают на расстоянии 2 ... 4 мм от дисков. Основные неисправности кольчато-шпоровых катков ЗККШ-6— износ и поломка шпор, дисков и кронштейнов из чугуна, износ валов, торцов ступицы дисков и подшипников. ü Износ торцов ступицы дисков до 8 мм компенсируют постановкой шайб с таким расчетом, чтобы зазор между шпорами соседних дисков был не менее 4 мм. ü Чугунные детали с трещинами заваривают порошковой проволокой ПАНЧ-И электросваркой или горячей газовой сваркой чугунными прутками. РЕМОНТ КУЛЬТИВАТОРОВ. Основные возможные дефекты у культиваторов: износ, приводящий к затуплению лезвий рабочих органов (стрельчатых, рыхлительных и окучников); износы втулок, осей колес, сальников, резьб на деталях; перекос и скручивание деталей рамы; перекос грядилей; износы деталей механизмов подъема рабочих органов и управления колесами, соединительного шарнира и др. Большинство рабочих органов культиваторов (кроме рыхлительных лап) изготавливают самозатачивающимися, наплавленными твердыми сплавами с тыльной стороны, и восстановлению они не подлежат. ü Рыхлительные лапы затачивают сверху до толщины режущих кромок не более 1 мм. ü Стрельчатые лапы можно восстановить постановкой сменных лезвий на потайных заклепках или приваркой накладки на носок. ü После постановки сменную лапу нагревают до 820 °С и закаливают в воде. ü Лапы из стали 70Г закаливают в масле. ü Накладку изготовляют из выбракованных сегментов жаток и косилок или из дисков сошников сеялок. ü После приварки на выступающую часть накладки с тыльной стороны наплавляют газовой сваркой слой сормайта № 1 толщиной 0,7 ... 1,0 мм, затем зачищают наплывы и затачивают лезвие. ü На ремонтных предприятиях лапы культиватора КРХ-4 восстанавливают по следующей технологии: ü правка с нагревом; ü газопламенная обрезка изношенной части; ü приварка пластины из стали 65Г и газопламенное напыление с нижней стороны лапы износостойкого материала — металлического порошка ПГ-12Н-3 для обеспечения эффекта самозатачивания. ü Стойки лап при отклонении от плоскостности правят в нагретом состоянии. ü Потайные головки крепления лап к стойкам должны утопать до 1,0 мм. * Стойки закрепляют так, чтобы носки лап при проверке на плите не имели зазора более 1 мм, а кромки лезвия — 3 мм. Носок стрельчатой лапы может быть смещен от вертикальной оси симметрии грядиля на ±3 мм.
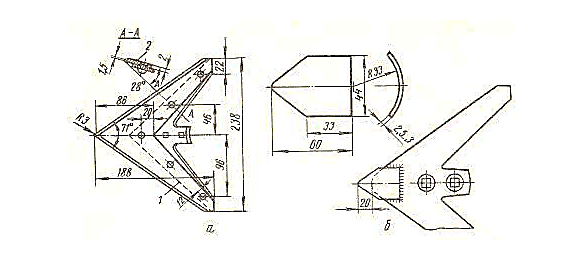
Рис. 74.4 . Восстановление лап культиватора. а) - Постановкой сменных лезвий: 1) - Выровненное лезвие: 2) - Лезвие-накладка; б) - Приваркой накладки на носок.
На контрольной плите проверяют перпендикулярность уголков стойки прицепа и осей грядилей прицепных культиваторов к брусу рамы. * Отклонение допускается не более 5 мм в крайних точка. Для установки колес и рабочих органов на требуемую глубину обработки под колеса культиватора ставят деревянные прокладки, толщина которых на 20 ... 30 мм (погружение колес в почву) меньше требуемой глубины обработки почвы. При этом раму культиватора ставят параллельно плоскости контрольной плиты, а задние концы держателей рабочих органов и грядилей располагают на одинаковой высоте от нее. *Зазор от плиты до носка лап рабочих органов, не регулируемых в вертикальном направлении, для стрельчатых лап не должен превышать 7 мм, для рыхлительных — 20 мм. Сжатая пружина на всех штангах культиватора должна быть одинаковой длины. |
Последнее изменение этой страницы: 2019-03-20; Просмотров: 1222; Нарушение авторского права страницы