|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Разборочное оборудование.
Разборочные работы связаны с технологическим перемещением изделий, разборкой резьбовых и прессовых соединений. Общую и узловую разборку агрегатов ведут на специализированных стендах, которые имеют, как правило, механический привод для вращательного перемещения разбираемого агрегата вокруг горизонтальной оси. Примеры такого оборудования: стенд ОР-24513 — предназначен для разборки двигателей; стенды ОР-26275 и ОР-6413 для разборки коробок передач; стенд ОР-13791 для разборки и сборки масляных насосов; стенд ОР-13797 — для разборки водяных насосов двигателей. На кантователе ОР-12065 блоков цилиндров двигателей кроме разборочных и сборочных работ выполняют сварочные и слесарные работы, его установленная мощность 0,4 кВт, угол поворота изделия 360°. 1. Резьборазборочное оборудование. Потребность в разборочном оборудовании определяется числом и размерами резьбовых соединений, а также количеством, размерами и натягами прессовых соединений. В единичном производстве в качестве резьборазборочного оборудования применяют универсальные наборы гаечных ключей (рожковых, накидных и в виде головок с воротками) и отверток. В условиях серийного производства резьбовые соединения разбирают с помощью гайковертов. Их использование повышает производительность труда в 3-5 раз и снижает повреждаемость крепежных деталей.
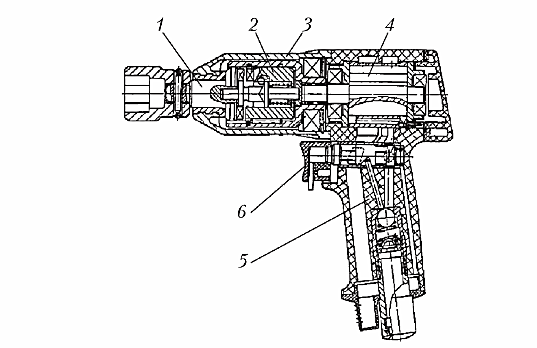
Пневматические гайковерты (рис.41 )
Рис. 41. Схема устройства пневматического гайковерта ударного действия: 1 — шпиндель; 2 — ударная муфта; 3 — корпус; 4 — пневматический ротационный двигатель; 5 рукоятка с пусковым устройством и механизмом реверсирования; 6 — кнопка
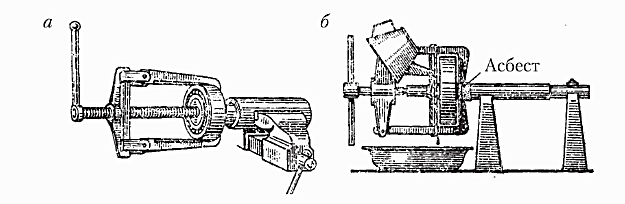
2. Съемники. На рис. 42 показаны универсальные съемники для снятия деталей различных размеров путем регулирования положения тяг или упоров па винтовом стержне. Съемники подшипников показаны на рис. 43. Подшипник при снятии с вала можно подогреть, используя устройство, показанное на рис. 43, б. Вал вместе со съемником располагается горизонтально на двух призмах.
Рис. 42. Схема универсальных съемников: а — с тремя тягами; б — с одним винтом
Подшипник от вала частично изолируется асбестовой прокладкой. Маслом, разогретым до температуры 60...80 °С, поливают подшипник, вызывая увеличение его размеров за счет расширения внутреннего кольца.
Рис. 43. Схема снятия подшипника качения с вала: а - в тисках без подогрева; б - на призмах с подогревом горячим маслом, вытекающим из лейки.
Рис.44. Схема цангового съемника: 1 — винт; 2 — гайка; 3 — упор; 4 — цанга
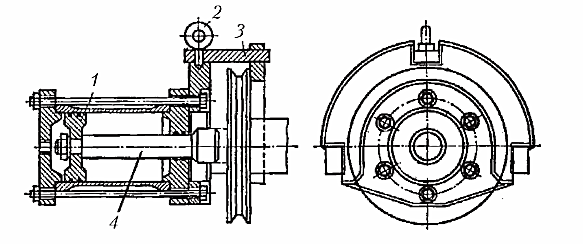
На рис. 45 показан гидравлический съемник для снятия шкивов. Устройство состоит из гидравлического цилиндра и трех упоров, установленных в обойме. Для транспортировки приспособления используется грузовой болт. В начале съема к шкиву подводят упоры, а к торцу вала - шток гидроцилиндра. При подаче масла в левую полость цилиндра поршень вместе со штоком смещается вправо, выталкивая вал из шкива, который остается неподвижным, удерживаемым упорами.
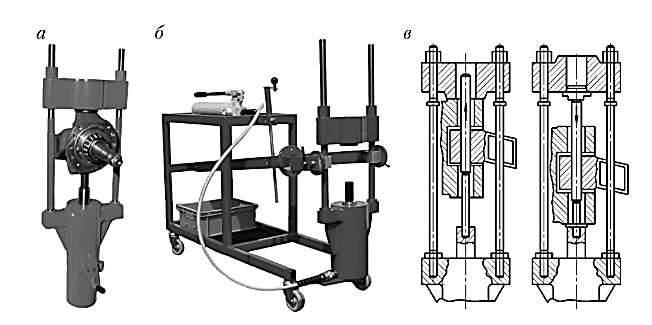
Рис. 45. Схема гидравлического съемника: 1 - поршень гидроцилиндра; 2 -- грузовой болт; 3 -- упор; 4 - шток Широкое применение получили пневматические (давление 0,4...0,6 МПа) и гидравлические (давление 10...25 МПа) приводы. Передвижной пресс для разборки и сборки шкворневых соединений представлен на рис. 46.
Рис. 46. Передвижной гидравлический пресс для разборки и сборки шкворневых соединений: а - механизм напрессовывания и выпрессовывания; б - пресс в сборе; в — схема работы пресса
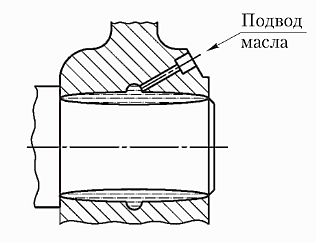
Рис. 47. Схема подачи масла при разборке соединений гидропрессовым способом Для уменьшения повреждаемости прессовых соединений при их разборке используют подачу масла в зону соприкосновения поверхностей под давлением 150...400 МПа (рис. 47) и индукционный нагрев охватывающей детали. В первом случае необходима предварительная подготовка соединения в виде точения канавок и сверления каналов для подвода масла. Во втором случае обеспечивают скорость подачи тепла в охватывающую деталь, превышающую скорость его отвода в охватываемую деталь через поверхность контакта. Разборка сопряжена с большим объемом работ по перемещению изделий. Детали агрегатов перемещают на рабочие места их очистки от прочных загрязнений, определения технического состояния и накопления с помощью подвесных конвейеров. При этом крупные детали (корпусные детали, валы и др.) устанавливают на опоры или крюки, мелкие перемещают в таре. Контрольные вопросы 1. В какой последовательности выполняются разборочные и очистные работы? 2. Какие виды работ производятся с помощью разборочного оборудования? 3. Приведите виды разборсборочного оборудования. |
Последнее изменение этой страницы: 2019-03-20; Просмотров: 517; Нарушение авторского права страницы
 Применяют пневматические (ИП-3111, ИР-3112 и др.), электрические (И-319, И-330, И-322, ИЭ-3601, ИЭ-3602, ИЭ-3115, ИЭ-3112 и др.) и гидравлические (ГГ-200, ГГ-400, ГТ-800, ГГ-1000, ГГ-2800 и др.) гайковерты.
Применяют пневматические (ИП-3111, ИР-3112 и др.), электрические (И-319, И-330, И-322, ИЭ-3601, ИЭ-3602, ИЭ-3115, ИЭ-3112 и др.) и гидравлические (ГГ-200, ГГ-400, ГТ-800, ГГ-1000, ГГ-2800 и др.) гайковерты.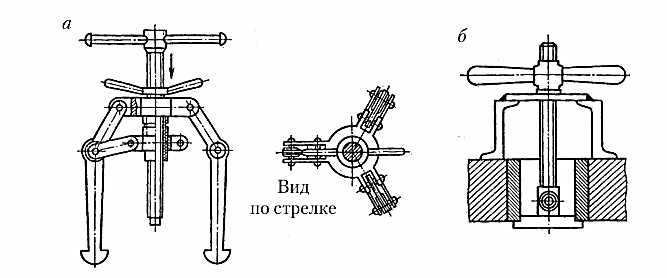
 Цанговый съемник подшипников показан на рис. 44. Цангу со сжатыми лепестками вводят во внутреннее кольцо подшипника. После раскрытия лепестков буртик цанги упирается в торец кольца. Цанга надета па винт, который свободно проходит через отверстие в упоре. Высота установки цанги в начальном положении регулируется гайкой. Для снятия подшипника из корпуса вращают винт, который перемещается вдоль оси и увлекает за собой подшипник.
Цанговый съемник подшипников показан на рис. 44. Цангу со сжатыми лепестками вводят во внутреннее кольцо подшипника. После раскрытия лепестков буртик цанги упирается в торец кольца. Цанга надета па винт, который свободно проходит через отверстие в упоре. Высота установки цанги в начальном положении регулируется гайкой. Для снятия подшипника из корпуса вращают винт, который перемещается вдоль оси и увлекает за собой подшипник.