|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Ремонт кормоуборочного комбайна.⇐ ПредыдущаяСтр 15 из 15
Основные неисправности питающего аппарата: трещины сварных швов и металла, разрушение и износ подшипников, износ цепей и звездочек, деформация и трещины вальцов, облом цапф вальцов. ü Трещины и разрывы сварных швов следует устранять сваркой с наложением заплат в зависимости от размера поврежденной поверхности. ü Изношенные и разрушенные цепи и звездочки можно заменить, не снимая питающий аппарат с комбайна. ü При разрушении подшипников, трещинах и обломах, проходящих через посадочные отверстия корпусов подшипников, деформации вальцов, обломах цапф вальцов, не устранимых без снятия питающего аппарата с комбайна, аппарат в сборе подлежит замене. У измельчающего аппарата: могут быть трещины и излом ножей и лопаток, затупление режущей кромки противорежущего бруса, разрушение резьбовых соединений лопатки с диском барабана и крепления ножа к лопатке, разрыв болтов обгонной муфты, трещины сварных швов, износ цепей и звездочек, износ фрикционных прокладок предохранительной муфты. ü Трещины сварных швов устраняют сваркой. ü При обнаружении неисправности ножа, лопатки, цепной муфты, предохранительной и обгонных муфт, противорежущего бруса, детали и сборочные единицы следует заменить новыми или отремонтировать без снятия измельчающего аппарата с комбайна. ü При разрушении более двух лопаток и двух ножей измельчающий барабан подлежит замене (в сборе). Силосопровод может иметь следующие неисправности: вмятины, пробоины, трещины откидной части силосопровода; деформации кронштейнов и тяг; трещины сварных швов; утечки масла по штокам гидроцилиндров риги через штуцеры рукавов высокого давления; засорение калиброванного отверстия дросселя гидроцилиндра. ü Трещины, разрывы, пробоины, обрывы устраняют сваркой в среде углекислого газа с наложением или без наложения заплат, в зависимости от размеров поврежденной поверхности. ü Вмятины и деформации выправляют.
Подборщик может иметь следующие неисправности: разрыв винтовой ленты, трещины и разрывы сварных швов, трещины и износ корпусов подшипников и корпуса редуктора, облом пружинных зубьев, износ направляющих роликов подбирающего барабана, износ боковых сторон скатов и направляющей дорожки, облом граблин подбирающего барабана. ü При разрушении сварных швов и разрывах винтовой ленты следует заварить трещины и разрывы с наложением заплат. ü При трещинах корпуса цилиндрического редуктора, проходящих через посадочные отверстия и отверстия крепления, снимают и заменяют редуктор. ü При разрушениях винтовой ленты и трубы шнека, не устранимых без снятия шнека с подборщика, а также при разрушении подшипниковых узлов подборщик снимают и разбирают, а изношенные сборочные единицы и детали заменяют новыми или отремонтированными . Основными неисправностями шнека жатки являются: трещины сварных швов, трещины и разрывы винтовой ленты, износ шлицов оси, износ зубьев звездочки, разрушение подшипниковых узлов, ослабление резьбовых соединений. ü Ослабление резьбовых соединений можно устранить, не снимая шнек с жатки. ü Трещины сварных швов, трещины и разрывы винтовой ленты шнека следует заваривать с наложением заплат и отрихтовать. ü При износе зубьев звездочки, шлицов оси, при трещинах корпусов подшипников необходимо снять и разобрать шнек. Изношенные детали заменяют новыми или отремонтированными. Основными неисправностями мотовила являются: трещины сварных швов, ослабление резьбовых соединений, износ ролика, облом граблин и пружинных зубьев, разрушение подшипников. ü Трещины сварных швов устраняют сваркой, не снимая мотовила с жатки. Ослабление резьбовых соединений устраняют, не разбирая жатку. При износе наружной поверхности ролика до диаметра менее 50 мм (контролируют штангенциркулем ШЦ-1-125-0,1) заменяют ролик, не снимая мотовила с жатки. ü При обломе граблин, разрушении подшипников снимают и разбирают мотовила. Не пригодные к дальнейшей эксплуатации детали заменяют новыми или отремонтированными. Основные неисправности режущего аппарата — выкрашивание режущих кромок сегментов, облом сегментов ножа, выкрашивание противорежущей пластины, облом ножа. При этих неисправностях не пригодную к дальнейшей эксплуатации деталь заменяют новой или отремонтированной, не снимая режущий аппарат с комбайна. Замену сегмента ножа режущего аппарата производят следующим образом. ü Устанавливают нож режущего аппарата в крайнее положение. ü Отворачивают гайки 3 (рис. 76.5) и снимают с бруса 2 прижим 1 с регулировочными прокладками, пластину трения 7 и палец 5. ü Срубают заклепки с заменяемого сегмента и снимают его. ü Устанавливают на ножевую пластику новый сегмент 6, вставляют заклепки и приклепывают его. ü Устанавливают на место, и закрепляет пластину трения 7, регулировочные прокладки, палец 5 и прижим 7. Регулируют зазоры в режущем аппарате. Замену противорежущей пластины производят следующим образом. ü Отвинчивают гайки 3 и снимают палец 5. ü Срубают заклепки и снимают дефектную противорежущую пластину. ü Приклепывают на палец новую противорежущую пластину и устанавливают ее на место. После сборки кормоуборочные комбайны обкатывают и испытывают. При подготовке к обкатке и испытанию необходимо отрегулировать узлы и агрегаты, проверить надежность крепления всех сборочных единиц, соединение шлангов и маслопроводов гидравлической системы, натяжение приводных ремней и цепей. Рабочие поверхности противорежущих пластин режущего аппарата должны располагаться в одной плоскости, допустимое отклонение — не более 0,8 мм. Правый пальцевый брус жатки должен быть установлен на 2 мм выше левого. Мотовило должно быть установлено так, чтобы зазор между зубьями граблин, витками шнека и пальцами режущего аппарата составлял 15...35 мм. Зазор между торцами планок мотовила и боковиной рамы жатки должен составлять 5... 10 мм.
Рис. 76.5. Пальцевый брус с ножом: 1 — прижим; 2 — брус; 3 — гайки; 4 — головка ножа; 5 — пальцы; 6 — сегмент; 7 — пластина трения
2. Теоретическая часть. Внесение удобрений — это одно из обязательных условий для выращивания качественного урожая. Большое количество полезных микро и макроэлементов улучшает рост культур. благодаря разбрасывателям все минеральные удобрения точно дозируются. Равномерное распределение по поверхности грунта позволяет добиться положительного результата при выращивании урожая. Применения техники такого типа позволяет минимизировать расходы на приобретение необходимых минеральных удобрений. Металлическая рама РУМ-5 оснащена дышлом и петлей для прикрепления к трактору. Пятитонный сварной кузов, куда засыпаются удобрения, является частью рамы. Внутри кузова расположен транспортер пластинчато-пруткового типа. Его приводит в движение либо тракторный вал отбора мощности (если удобрений вносится более шести тонн на гектар), либо (при меньшем количестве удобрений) вал, находящийся внутри полуоси правого заднего ходового колеса. Конвейер подает сыпучую массу на высевающие диски центробежного типа, каждый из которых оснащен четырьмя лопатками с желобками, закрепленными перпендикулярно друг другу. Движение на них поступает от тракторного ВОМ. В передаче движения участвуют кардан, редукторы конического типа, профили клиноременного типа и валы-сателлиты. Ходовая часть – тележка с балансирами, сконструированная по типу «тандем» и не имеющая рессор. Колесо разъемного типа шестью шпильками и гайками прикреплено к ступице, на которой имеется барабан для торможения. Тормозов у агрегата два вида: механический (предназначенный для торможения на стоянке) и пневматический, однопроводной. Последний управляется из тракторной кабины, педалью. Вручную затормозить можно с помощью крана. При этом останавливаются передние колеса. Для подключения к электросистеме трактора имеется штепсель. Отдельным жгутом проводов подсоединяются приборы для сигнализации. В задней части агрегата стоят два фонаря.
Рис 76.6 Разбрасыватель минеральных удобрений РУМ-5: 1 – 2 – 3 – и.д. Практическая часть. К характерным дефектам быстроизнашивающихся деталей машин для внесения удобрений относятся износ посадочных поверхностей валов и осей транспортеров, измельчающего и разбрасывающего барабанов, балансира; износ поверхностей отверстий под подшипники ступиц колес, повреждение резьбы, изгиб валов, трещины стоек, вмятины и погнутости элементов кузовов, прицепных устройств. ü При обломах или отрывах секторов шнека измельчающего или разбрасывающего барабана машин, остатки секторов отрезают газовой сваркой, зачищают место приварки и приваривают новые сектора. Сварной шов должен быть ровным, полным, без прожогов и пропусков. ü При деформациях и отрыве лопастей от центробежного диска разбрасывающего устройства машин 1-РМТ-4, 1-РМТ-4Б, РУМ-5, РУМ-8, НРУ-0,5 срубают заклепки, снимают поврежденные лопасти, рассверливают отверстия под заклепки. Новые лопасти на диске закрепляют болтами с гайками.
Контрольные вопросы: 1.
ПРАКТИЧЕСКАЯ РАБОТА № 21 (2 часа) Наименование работы. Разборка и сборка узлов очистительных машин и зерносушилок. Цель работы: 1. Выработать умения и навыки по разборке, сборке узлов очистительных машин и зерносушилок. 2. Определять основные технологические приемы по разборке и сборке узлов очистительных машин и зерносушилок и выявлять их неисправности. Приобретаемые умения, навыки и практический опыт: У1; З3; ОК3; ПК2.1 Оснащение рабочего места: инструменты, оборудования для демонтажа, раздаточный материал. Порядок выполнения работы: 1. Записать методы проведения разбора и ремонта узлов очистительных машин и зерносушилок. 2. Подписать обозначения под цифрами на Рис. 77. 3
ПОРЯДОК ВЫПОЛНЕНИЯ РАБОТЫ:
1.Теоретическая часть. 1. Послеуборочная обработка - один из наиболее трудоёмких процессов производства зерна. В зерновой части урожая присутствуют, кроме непосредственно зерна основной культуры, семена сорняков, полова, отдельные колосья, обрывки соломы и прочее. Такие примеси негативно влияют на качество продукта, осложняют его хранение. Для устранения этих проблем используются зерноочистительные машины. ОВС-25 относятся к установкам воздушно-решетчатого типа. Устройство зерноочистительных машин следующее: Загрузочный транспортер. Приемная камера с воздушной частью. Два решетчатых стана. Отгрузочный транспортер. Механизмы привода и самопередвижения. Автоматическое устройство загрузки.
Рис. 77.1 Зерноочистительная машина ОВС-5
2. Основное назначение сушки - доведение зерна до такого состояния, близкое к анабиозу: жизнедеятельность и дыхание его затормаживаются, а развитие микроорганизмов и вредителей почти прекращается вследствие отсутствия для этого благоприятных условий. Сушка способствует выравниванию влажности отдельных компонентов зерновой смеси, улучшению внешнего вида и цвета зерна.
Рис.77.2 Конструкции сушильных камер: а-шахта с воздухораспределительными коробками; б-шахта с жалюзийными стенками; в – шахта с сетчатыми стенками; г-шахта с тормозящими элементами; д – барабан; е-силос с сетчатым днищем; ж – камера с решетчатым днищем; з-пневмотруба; и – контейнер сетчатый.
В барабанных зерносушилках сушильная камера представляет собой полый вращающийся цилиндр, внутри которого устанавливают насадку в виде лопастей, способствующих разрыхлению и пересыпанию зерна при его движении вдоль барабана. Обычно зерно и агент сушки движутся внутри барабана прямотоком, но используют и противоточные барабанные сушилки. Зерносушилка СЗСБ-8А (рис. 77.3) предназначена для сушки семенного и фуражного зерна любой исходной влажности и засоренности. Сушилку используют в составе зсрноочистительно-сушильных комплексов КСЗ-25Б. Барабанная зерносушилка состоит из топочного блока, переходника, сушильного барабана, выгрузной камеры, вентилятора, охладительной колонки, нории , приводной станции, воздухопроводов и топливной системы.
Задание: Подписать обозначения под цифрами на Рис. 77.3
Рис. 77.3 - Зерносушилка СЗСБ-8: 1 – 2- 3-
Практическая часть
1. Характерными дефектами зерноочистительных машин являются: - трещины и разрывы корпуса приемной и отстойной камеры, воздуховодов, вентилятора, решетных станов, решет, рамы машины; износ шпоночных пазов и посадочных поверхностей. У триерных бло ков характерными дефектами являются: - износ резинового обода поддерживающих роликов, износ втулок подшипников шнека, износ посадочных поверхностей цапф шнека под втулки, износ шпонок, шпоночных пазов, деформация винтовой ленты шнека и др. ü Вмятины и прогибы на деталях из листовой стали правят выколоточным молотком и деревянной киянкой. Для облегчения правки и повышения ее качества применяют местный нагрев. ü При трещинах и небольших разрывах выправляют деформированные края, очищают их от загрязнений, краски и заваривают газовой или дуговой сваркой в среде углекислого газа. ü Протертости и разрывы ремонтируют привариванием накладок. Предварительно подрезают неровные края разрывов. Накладки устанавливают с нерабочей стороны и приваривают сваркой. Зачищают сварные швы. Острые кромки, наплывы металла, препятствующие движению зерновой массы и отходов, не допускаются. ü При трещинах, расслоении или короблении деревянные шатуны заменяют. ü При трещинах и разрывах соединительных планок механизма очистки решет, шатунов, эксцентрикового колебателя их заваривают сваркой. Для усиления места разрыва приваривают накладку продольными швами. Разность длины одноименных деталей не должна превышать 2 мм. ü У триерных блоков при износе цапф шнека под втулки подшипника горловины и самоустанавливающегося подшипника протачивают или срубают сварные швы и выбивают цапфы. Изготовляют новые цапфы или наплавляют изношенные поверхности в среде углекислого газа. Устанавливают цапфы в трубу шнека и приваривают по окружности. ü Деформированную винтовую ленту шнека рихтуют, обеспечивая перпендикулярность образующей ленты в трубе. Заусенцы и глубокие вмятины на поверхности витков не допускаются. ü Деформированные поверхности деталей из листовой стали (лотки, распределители, обечайки цилиндров) рихтуют, трещины и разрывы заваривают и зачищают швы. Заусенцы и наплывы металла, препятствующие движению зерна, не допускаются. ü Поддерживающие ролики с односторонним износом резинового обода на величину более 1/3 его толщины заменяют новыми. Возможна проточка обода до выведения следов износа. При ремонте зерноочистительных машин и зерносушилок большой объем работ связан с устранением неисправностей электродвигателей, которые вызываются различными повреждениями в электрической и механической частях. Электродвигатель не запускается или не развивает номинальной частоты вращения при отсутствии напряжения в одной из фаз, снижении напряжения в сети, межвитковом замыкании и обрыве в обмотке статора, перегрузках. Повышенный нагрев статора возникает в случае перегрузки двигателя, повышения или понижения напряжения в сети. Это может произойти также при межвитковом замыкании и обрыве в обмотке статора, замыкании обмотки на корпус. В таких случаях сильный нагрев обмотки сопровождается громким гудением двигателя. Повышенный нагрев подшипников, а также сильная вибрация электродвигателя и стук в подшипниках вызываются нарушением режима смазки подшипников, их повреждениями, неудовлетворительной центровкой вала двигателя. *Прежде чем приступить к устранению повреждения, сначала устанавливают его причину. С этой целью проводят осмотр без разборки электродвигателя: - Проверяют состояние корпуса, крепящих деталей и других частей. Ротор электродвигателя должен проворачиваться вручную, без приложения значительных усилий. В противном случае выявляют причину неисправности и устраняют ее. Осмотром проверяют состояние изоляции выходных концов, для чего снимают крышку коробки выводов. Если неисправности, выявленные при внешнем осмотре, не препятствуют включению электродвигателя, то его запускают вхолостую. При этом контролируют вибрацию и нагрев отдельных частей, обращают внимание на уровень шума. По результатам осмотра принимают решение о способе устранения неисправности. Обычно электродвигатели ремонтируют на специализированных ремонтных предприятиях. *После ремонта или замены дефектных деталей и сборочных единиц зерноочистительные машины собирают. Решетные станы устанавливают на раме симметрично, смещение не должно превышать 3 мм. При среднем положении решетных станов подвески должны быть параллельны вертикальным стойкам рамы. Отклонение на всей длине подвесок не должно превышать 4 мм. Допускается наложение фанерных или металлических прокладок толщиной до 5 мм. Зажимные устройства стана должны надежно фиксировать кассету с решетными полотнами в поджатом состоянии. В рабочем положении щетки должны быть равномерно поджаты к решетам. При этом щетина щеток должна выступать над поверхностью решет на 1...2 мм. Возможный перекос щеток по продольной оси машины устраняют регулировкой длины шатунов механизма привода. Допустимая разность расстояний между соседними щетками на всей их длине — не более 5 мм. Подшипники в головках шатунов эксцентрикового вала не должны иметь осевого перемещения. Правильность сборки обеспечивается постановкой упорных колец и затяжкой болтов крепления крышек. Противовесы устанавливают на эксцентриковом валу до упора в торцы эксцентриков и закрепляют стопорными винтами. Питающие валики устанавливают симметрично в приемной камере, выставляют постановкой шайб на цапфы. Нижние кромки клапанов должны быть параллельны питающим валикам. В крайнем положении клапаны должны прилегать к питающим валикам, в рабочем положении зазор между ними не должен превышать 4 мм. Воздушные каналы приемной камеры должны быть расположены симметрично относительно оси решетного стана. Смещение не должно превышать 5 мм. Нижний обрез воздушных каналов должен располагаться в горизонтальной плоскости, допустимое отклонение на всей ширине — не более 5 мм. Клапаны регулировки скорости воздушного потока должны поворачиваться на осях и надежно фиксироваться механизмами регулировок в заданных положениях. Места соединений воздуховодов должны быть надежно уплотнены. Проверить герметичность пневмотранспортной системы можно приспособлением КИ-4870-ГосНИТИ (рис. 77.4). Удерживая корпус приспособления 4 в вертикальном положении, приставляют насадок 1 к месту проверяемого соединения J. По уровню жидкости в измерительной трубке приспособления определяют наличие подсоса воздуха в пневмотранспортной системе. При подсосе воздуха столбик жидкости в трубке опускается ниже черной черты. Биение внешних кромок рабочего колеса вентилятора не должно превышать 2 мм в радиальном направлении и 4 мм — в осевом. 2. Во время капитального ремонта зерносушилка останавливается на долгое время. В основном его проводят тогда, когда техническая база предприятия готовится к поступлению нового урожая. Данный процесс включает ремонт и замену большинства деталей сушилки, устранение выявленных во время эксплуатации дефектов. *До начала ремонта зерносушилку хорошо очищают от пыли, грязи, сажи и ржавчины. Поддающиеся ремонту детали ремонтируют, а те которые нельзя отремонтировать – заменяют. ü Внутреннюю часть новых или отремонтированных коробов покрывают антикоррозийным или асфальтовым лаком. ü Те места металлических элементов шахты, которые подверглись коррозии, вырезают и на это место ставят стальную заплату толщиной 2 или 3 миллиметра. Она должна стоять таким образом, чтобы зерно свободно передвигалось в шахте. *После замены или ремонта короба устанавливать его нужно очень внимательно. Поскольку неправильная установка, выпуклости или вмятины на поверхности приводят к неравномерной сушке и охлаждению зерна. Если у стены расположен полукороб, его верхняя грань должна плотно прижиматься к стене, чтобы зерно не задерживалось. В теплообменнике устанавливаются самотечные сливные трубы таким образом, чтобы зерно равномерно заполнялось под углом естественным откоса. В закрытом положении выпускных приборов зерно не должно высыпаться сквозь не плотности. Также приводят в порядок изгибы и перекосы выпускных полок или лотков рамы. Также при предварительном осмотре тщательно вычищают вентиляционное оборудование, найденные неплотности и щели заделывают. Для агента сушки в воздухопроводных соединениях ставят асбестовые прокладки, а для атмосферного воздуха в воздухопроводе – картонные. Диффузорные и воздухопроводные внутренние поверхности и всасывающие вентиляторы покрывают антикоррозийным или асфальтовым лаком, чтобы защитить от сернистых газов и ржавчины. Рабочее колесо вентилятора после ремонта балансируют, в результате чего оно должно крепко сидеть на валу, не задевать вентиляторный кожух во время вращения и не вибрировать. В обязательном порядке должны быть проверены лопасти вентиляторов, резьба контргаек, спицы, подшипники, и правильность установки на фундаменте вентилятора. При ремонте оборудования вентиляторов не следует менять форму или уменьшать диаметр воздухопровода, иначе производительность вентилятора уменьшится, и появятся дополнительные сопротивления. Все диффузоры и воздухопроводы, по которым агент сушки поступает в шахту и камеру нагрева, для уменьшения тепловых потерь должны быть хорошо изолированы. Если диффузоры или воздухопровод, которые выводят отработавший агент сушки, с внутренней стороны покрыты конденсатом, то после предварительной очистки поверхности от ржавчины и грязи их покрывают снаружи теплоизоляцией. Теплоизоляция состоит из смеси асбестита (асбеста-пушонки). От повреждений внешней среды изоляцию снаружи оклеивают мешковиной. Чаще всего изоляционную поверхность покрывают клеевой краской. Холодные воздухопроводы изолируют войлоком, который укладывается на гудрон, заранее нанесённый на воздухопроводную поверхность. Войлок укрепляется проволокой и затем оштукатуривается 10 миллиметровым слоем алебастра. Поверх алебастра клеится мешковина, окрашиваемая краской. После проведения капитального ремонта зерносушилку следует проверить в холостую, а затем с нагрузкой, это позволит проверить исправность всех приборов и их производительность, а также качество просушки зерна. Проверка зерносушилки с нагрузкой и на холостом ходу должна длиться не менее 2-3 часов.
Контрольные вопросы. 1. Перечислите основные дефекты зерноочистительных машин? 2. Какие работы выполняют при ремонте зерноочистительных машин? 3. При осмотре, какие причины повреждений электродвигателей выявляют? 4. В каком порядке после ремонта собирают зерноочистительные машины?
ПРАКТИЧЕСКАЯ РАБОТА № 22 (2 часа) Наименование работы. Разборка и сборка узлов машин для животноводческих ферм и комплексов. Цель работы: 1. Выработать умения и навыки по разборке, сборке узлов машин для животноводческих ферм. 2. Определять основные технологические приемы по разборке и сборке узлов машин для животноводства и выявлять их неисправности. Приобретаемые умения, навыки и практический опыт: У1; З3; ОК3; ПК2.1 Оснащение рабочего места: инструменты, оборудования для демонтажа, раздаточный материал. Порядок выполнения работы: 1. Записать методы проведения разбора и ремонта узлов машин для животноводства. 2. Подписать обозначения под цифрами на Рис. 78. 2-78.4
ПОРЯДОК ВЫПОЛНЕНИЯ РАБОТЫ:
1.Теоретическая часть. Для выполнения различных работ в сельском хозяйстве применяют большое число разнообразных машин и механизмов. Производственные процессы на фермах и комплексах слагаются из основных и вспомогательных технологических операций, проводимых в определенной последовательности. Каждая операция, в свою очередь, может состоять из отдельных работ. К основным технологическим операциям относятся кормоприготовление, доение коров и др.; к вспомогательным — операции, обеспечивающие выполнение основных (создание искусственного холода для обработки и хранения молока, получение пара на технологические нужды и др.). 1. Основной частью функциональной зоны отдыха при привязной системе содержания коров является стойло. На рис. 78.1 дан боковой вид и размеры короткого стойла. Ширина стойла составляет 1100-1200 мм, а длина зависит от размеров животных. Длина стойла над каналом с решеткой для навоза соответствует косой длине туловища, и животные стоят у самой решетки. Если решетка располагается на одном уровне с поверхностью стойла, то полезная длина стойла должна быть на 10-15 см короче косой длины туловища.
Рис. 78.1 Боковой вид и размеры короткого стойла: 1 – косая длина туловища (1400-1600 мм); 2 – лопаточный бугор; 3 – цепь с хомутом; 4 – полезная длина стойла; 5 – строительная длина плюс 50 - 100 мм; 6 – зона размещения корма
2.Машины для уборки навоза выполняют несколько операций: удаляют навоз из помещений, транспортируют его от животноводческих помещений до мест складирования или утилизации. Помещения освобождают от навоза с помощью электрифицированных транспортеров, ручных тележек, бульдозеров, подвесных дорог. Существует следующие способы удаления навоза: - ручной; - механический; бульдозерные навески, скребковые и скреперные транспортеры -гидравлический; смывной (прямой, смывные каналы), лотково отстойный, самотёчный, рециркуляционный - пневматический. Для механизированного удаления навоза из животноводческих помещений и погрузки его в транспортные средства широко применяют скребковые транспортеры. Горизонтальный транспортер обычно устанавливают в открытых каналах, размещенных вдоль навозного прохода. Угол наклона выгрузных скребковых транспортеров не превышает 30°. К транспортерным системам относятся скребковые транспортеры кругового движения ТСН-2,ОБ, ТСН-3,ОБ, ТСН-160 возвратно-поступательного действия типа скреперных установок ТС-1, УС-10 и УС-15. Скребковый транспортер ТСН-160 предназначен для уборки навоза из животноводческих помещений с одновременной погрузкой его в транспортные средства. Задание: Подписать обозначения под цифрами на Рис. 78.2 Рис. 78.2 Общий вид скребкового транспортера ТСН-160: 1 —
3 - .
3. Для механизации доения коров — очень утомительной операции, если выполнять ее вручную,— применяют доильные аппараты. Действуют они за счет разрежения, создаваемого вакуумным насосом в магистральном трубопроводе (вакуум-проводе), к которому присоединены аппараты. Доильная машина включает вакуумную систему, контрольно-регулирующие приборы, систему, обеспечивающую пульсирующий вакуум (пульсаторы), один или несколько доильных аппаратов, молокоприемник, установку для мойки и дезинфекции аппаратов. Доильный аппарат является основным исполнительным рабочим органом, служащим для извлечения молока из вымени коровы и сбора его в емкость или молокопровод. Рабочим органом доильного аппарата являются доильные стаканы. Пульсатор обеспечивает создание переменного давления (разрежения), атмосферного или избыточного) в камерах доильного стакана. Коллектор позволяет распределить переменное давление по доильным стаканам, принять от них выдаиваемое молоко и направить его в молокоприемник.
Задание: Подписать обозначения под цифрами на Рис. 78.3 Рис. 78.3 Общий вид доильного аппарата «Волга»: 1 — 2 – 3 -
4. Для поения животных применяются как стационарные, так и передвижные групповые и индивидуальные автопоилки. Они различны по устройству, но в зимнее время без подогрева не работают, их конструкция и размеры зависят от вида животных. Для поения животных в коровниках с привязным содержанием и телятниках, где содержат телят после профилактического периода, устанавливают индивидуальные автопоилки отечественного производства типа ПА-1А. В помещениях для телят индивидуальные поилки устанавливают одну на групповую клетку. Если групповая клетка большая, то поилки устанавливают из расчета 1 штука на 6-10 телят. На молочных фермах с беспривязным содержанием используют групповые поилки с электроподогревом воды АГК-4Б. В автопоилках ПА-1А вода подается в чашу только во время питья животного, когда оно нажимает мордой на педаль, расположенную в чаше, в результате чего клапан открывается. Как только животное напьется и отпустит педаль, клапан под действием пружины закрывается, и поступление воды в чашу прекращается.
Задание: Подписать обозначения под цифрами на Рис. 78.4
Рис. 78.4 Индивидуальная автопоилка 1 – 2 – 3 –
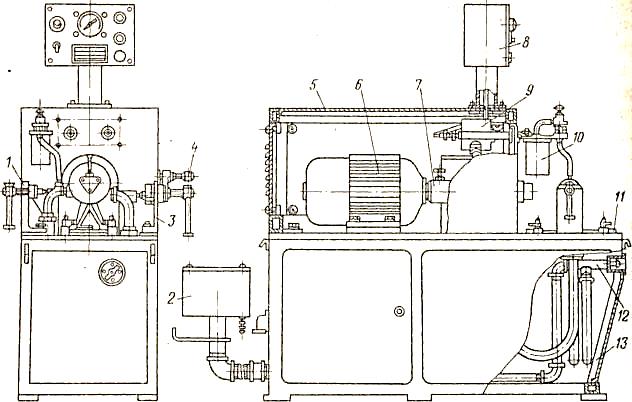
2. Практическая часть. Доильные установки. Дефекты возникают в вакуум-насосе, в вакуум-проводе, молокопроводе и доильных аппаратах. Для определения герметичности системы и качества работы вакуумных насосов применяют индикатор КИ-4840 или индикатор вакуумных систем КИ-9045 переносного типа. В молокопроводе вакуум составляет 53 кПа, в вакуум-проводе коровника 48 кПа и в машинном отделении 61 кПа. Вакуум-насос. При износе деталей (ротора, корпуса, лопаток) снижается качество работы из-за увеличения зазоров: осевого — между ротором и крышками, радиального — между лопатками ротора и корпусом и зазора между лопатками и пазами ротора. В случае увеличения осевого зазора повышается также и расход смазки. Когда эффективность работы насоса снижается на 25%, насос отдают в ремонт. Осевой зазор между крышками насоса и ротором допускается не более 0,45 мм. ü При местном износе более 0,2 мм внутренние поверхности крышек корпуса шлифуют до шероховатости Ra = = 0,32 ...0,63 мкм. * Неперпендикулярность плоскости крышки относительно оси отверстия на диаметре 100 мм допускается до 0,02 мм. ü Изношенные более 0,2 мм торцы ротора шлифуют на один из четырех ремонтных размеров через 0,5 мм. ü Биение ротора более 0,04 мм устраняют правкой. ü При зазоре между пазом и лопаткой более 0,1 мм пазы фрезеруют до одного из трех ремонтных размеров через 0,1 мм. Отклонение от параллельности паза относительно оси ротора допускается не более 0,08 мм на длине ротора. ü При местном износе более 0,25 мм внутреннюю поверхность корпуса, особенно около окон, растачивают и хонингуют на один из шести ремонтных размеров через 0,5 мм (допуск +0,16 мм) до шероховатости Ra = 0,32 ... 0,63 мкм. * В вакуум-баллоне давление 0,2 МПа не должно снижаться в течение 2 мин, а при вакууме баллон не должен деформироваться. В вакуум-регуляторе изнашивается соединение гнездо корпуса— тарелка клапана. ü При малых износах его герметичность восстанавливают притиркой, при больших — гнездо корпуса подторцовывают до получения острых кромок, а клапан заменяют. Вакуумные насосы обкатывают и испытывают на специальных стендах 8719 (рис.77.5) или КИ-9116. После ремонта их закрепляют на базовой плите 11 Г- образными прихватами, соединяют с приводом (электродвигателем), а его патрубки — резинотканевыми рукавами с магистралью всасывания и глушителем. Кран 12, устанавливают в положение, соответствующее марке насоса.
- первый 20 мин при частоте вращения вала 1500 мин"1 и свободном всасывании воздуха, оба крана вакуум-бачка 9 открыты; - второй 30 мин при 1500 мин"1 и том же положении кранов; - третий 40 мин при 1500 мин"1 с всасыванием воздуха через жиклер диаметром 8 мм, включаемый вентилем 1 в вакуум-бачке.
Максимальное значение вакуума замеряют при частоте вращения 1500 мин"1 и полностью закрытых клапанах в вакуум-бачке, а минимальное — при одном открытом клапане с диаметром жиклера 8 мм и расходе подаваемого в насос масла 16 ... 20 г/ч. Нагрев деталей допустим не выше 35 °С относительно температуры окружающего воздуха, Доильный аппарат. В сосковой резине возможны трещины, надрывы, потеря упругости или, напротив, увеличение жесткости. При таких дефектах резину заменяют, за исключением случая нарушения упругости: ü для устранения дефекта резину подвергают «отдыху» в течение месяца. Нормальное натяжение сосковой резины проверяют на приборах 8727-17 или КИ-9070 и др. При усилии 60 Н длина резины должна быть 155 ± 2 мм. При большей длине ее обрезают. Для одного доильного аппарата жесткость всей резины следует подбирать одинаковой, разница по длине допускается не более 5 мм. Отремонтированную молочную линию испытывают на герметичность при разрежении 56,5 кПа, которое не должно снижаться в течение 5 мин не более чем на 14,6 кПа.
Автопоилка. В процессе работы автоматической поилки идет в основном износ прокладок. Необходимо своевременно проводить технический осмотр. Чаши для воды, могут быть изготовлены из пластмассы, и вследствие этого могут быть не высокой прочности. При трещинах, пробоях, расколов или других дефектах чаши нужен своевременный ремонт либо замена чаши. При незначительных дефектов, малых трещит либо расколов, нужно запаять их. Температуру воды в чаше регулируют в пределах 4...18°С, изменяя зазор между мембраной и микропереключателем. Она поддерживается автоматически с помощью терморегулятора. Скребковые транспортер. При ежедневном техническом обслуживании очищают скопившийся навоз со ската наклонного транспортера. Проверяют: - плотность закрытия сливных отверстий редукторов; - состояние и крепление скребков к цепи (при обнаружении деформированного скребка немедленно устраняют дефект, определяют и устраняют причину деформации скребка); - надежность заземления электродвигателей, магнитных пускателей и кнопочных станций (при обнаружении дефектов немедленно вызывают электрика для их устранения); - степень натяжения цепей транспортеров. При необходимости подтягивают цепь. Через 360 ч работы проводят первое техническое обслуживание. Проверяют и при необходимости натягивают цепи наклонного транспортера; проверяют крепление приводов на рамах, поворотных устройств, при необходимости детали крепления подтягивают. Осматривают транспортер; вместо деформированных или отсутствующих скребков устанавливают новые. Транспортеры смазывают по таблице смазки. При сезонном техническом обслуживании промывают детали транспортеров, снимают и разбирают цепи транспортеров. Детали цепи промывают керосином или дизельным топливом и смазывают отработанным маслом, выпускают масло из редукторов и корпуса редукторов, промывают керосином или дизельным топливом, снимают поворотные и натяжную звездочки, промывают и проверяют состояние манжет и подшипников; проверяют степень износа звездочек. В случае обнаружения заметного износа зубьев при сборке звездочки переворачивают так, чтобы их нижняя сторона оказалась вверху; снимают электродвигатели и передают их в электромастерскую для проведения профилактического осмотра; снимают верхнюю крышку подшипника выходного вала редуктора горизонтального транспортера и заполняют гнездо подшипника свежей смазкой; тщательно осматривают детали цепи, корыта наклонного транспортера, поворотных и натяжных устройств. При обнаружении любого дефекта деталь заменяют или отправляют в мастерскую для текущего ремонта; транспортер собирают и смазывают в соответствии с таблицей смазки; в случае необходимости окрашивают поврежденные поверхности; заменяют изношенные детали; полосы корыта наклонного транспортера снимают и заменяют новыми, изготовленными в мастерской хозяйства; клиновые ремни заменяют новыми.
Контрольные вопросы 1. Из каких основных сборочных единиц состоит скребковый навозоуборочный транспортер ТСН-160? 2. Какие основные неисправности у скребковых транспортёров? 3. Назовите основные операции технического обслуживания скребкового транспортера.
ПРАКТИЧЕСКАЯ РАБОТА № 23 (2 часа) Наименование работы. Разборка и сборка узлов зерноуборочных комбайнов и самоходных машин. Цель работы: 1. Выработать умения и навыки по разборке, сборке узлов зерноуборочных комбайнов. 2. Определять основные технологические приемы по разборке и сборке узлов зерноуборочных комбайнов и выявлять их неисправности. Приобретаемые умения, навыки и практический опыт: У1; З3; ОК3; ПК2.1 Оснащение рабочего места: инструменты, оборудования для демонтажа, раздаточный материал. Порядок выполнения работы: 1. Записать методы проведения разбора и ремонта узлов зерноуборочных комбайнов. 2. Подписать обозначения под цифрами на Рис. 79.
ПОРЯДОК ВЫПОЛНЕНИЯ РАБОТЫ:
1.Теоретическая часть. Комбайн Енисей 1200 многофункциональный. Технические характеристики модели 1200, позволяют убирать зерновые культуры с минимальными потерями.
Рис. 79.1 Устройство и технологическая схема зерноуборочного комбайна: 1 - режущий аппарат; 2 - мотовило; 3 - шнековый транспортёр; 4 - наклонный транспортёр; 5 - приёмный битер; 6 - молотильный барабан; 7 - выгрузной шнек; 8 - бункер; 9 - отбойный битер; 10 - зерновой элеватор; 11 - колосовой элеватор; 12 - двигатель; 13 - соломотряс; 14 - соломонабиватель; 15 - копнитель; 16 - мост управляемых колёс; 17 - решётка; 18 - вентилятор очистки; 19 - мост ведущих колёс; 20 - грохот; 21 – подбарабанье.
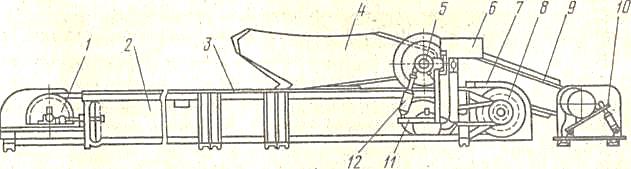
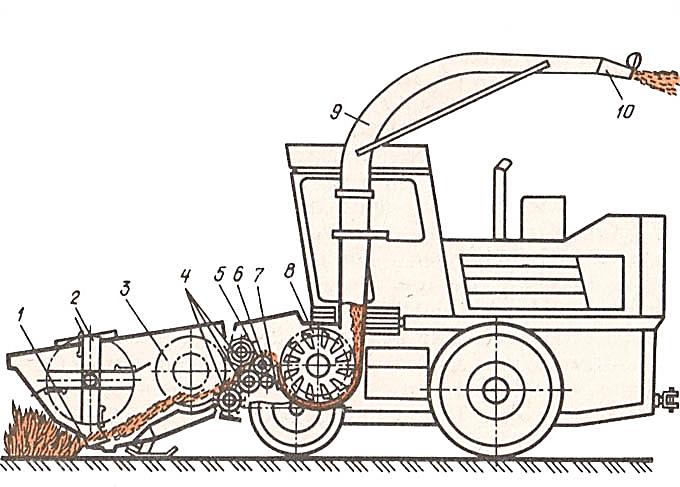
Прицепные силосоуборочные комбайны агрегатируются с тракторами класса 30 кН (при урожайности свыше 250 ц/га) и класса 14 кН (при урожайности до 250 ц/га). Рис. 79.2 Кормоуборочный комбайна КСК-100: 1- режущий аппарат; 2 – мотовило; 3- шнек; 4-5 – передние пальцы; 6 – гладкий валец; 7 – противорежущий брус; 8- измельчающий барабан; 9- силосопровод; 10 – козырек 2. Практическая часть Жатка и подборщик. В режущем аппарате затупляются и выкрашиваются лезвия сегментов ножа и вкладыши пальцев; изнашиваются поверхность отверстия головки шатуна, зубья щечек головки шатуна и установочных реек, посадочные места шарнира крепления коромысла; изгибаются уголки пальцевого бруса, изгибаются и скручиваются пальцы и перекашиваются секции. ü При разрушении сегментов ножей на участке более 5 мм сегменты заменяют, используя стенд или приспособление для ремонта режущих аппаратов. На стенде нож подают с рамы правых секций в штамп пресса, где пуансонами удаляют заклепки изношенных сегментов, отсоединяя их от спинки ножа. На раме левых секций проверяют прямолинейность и спинку ножа. Отклонение от плоскостей допускается не более 1 мм на длине ножа 1 м. Заменив блок в штампе, приклепывают новые сегменты. ü На раме левых секций, поставив после сборки нож на ребро и закрепив его гидроцилиндрами проверяют прямолинейность сегментов. В том случае, когда режущие кромки сегментов не лежат в одной плоскости, их рихтуют специальной вилкой. Отклонение от плоскостности допускается не более 0,5 мм. ü Спинку ножа при обрыве сваривают с двух сторон в кондукторе (рис. 79.3), предварительно удалив два соседних сегмента в месте обрыва и установив спинку на штифты кондуктора для обеспечения ее прямолинейности после сварки.
ü Если спинка обрывается у головки, то на длинной части ножа со стороны головки удаляют 3...4 сегмента, на их место приклепывают головку и приваривают короткую часть на полевой конец. ü Вкладыши пальцев при их затуплении или повреждении заменяют, опиливая выступающую часть заклепок заподлицо с вкладышами. Зазоры между пальцем и вкладышем допускаются до 0,5 мм. ü Изношенные поверхности отверстий под шариковый подшипник в головке шатуна (допустимый без ремонта зазор 0,06 мм), в коромысле и корпусах восстанавливают до номинального размера железнением, выстиланием ленты или постановкой втулки. ü Щечки головок шатуна и установочные рейки при износе зубцов наплавляют стальным электродом, обрабатывают до требуемой толщины и нарезают зубья на фрезерном или строгальном станке. Щечки головок, изношенные в шаровом шарнире, наплавляют, обрабатывают, установив на планшайбе токарного станка, и проверяют шаблоном. Они должны свободно проворачиваться на шаровых головках. * Прямолинейность носков пальцев контролируют по натянутому тросу. Отклонение допускается до 3 мм. Погнутые или скрученные пальцы правят специальным ключом. * В собранном режущем аппарате нож должен передвигаться от усилия руки легко, без заеданий. В крайних положениях ножа оси сегментов должны совпадать с осями пальцев с точностью до 5 мм (в силосоуборочном комбайне до 3 мм). При необходимости регулировка достигается изменением длины шатуна. Сегменты свободно прилегают к вкладышам пальцев при зазоре возле носка лента до 0,5 мм и у основания — 1,5 мм. Отклонение от плоскостности вкладышей пальцев допускается не более 0,6 мм. Проверяют это расстояние щупом, замеряя зазор между вкладышами и линейкой, устанавливаемой поочередно на три рядом расположенных вкладыша. Мотовило. В процессе эксплуатации изнашиваются подшипники и шейки цапф трубы, труба прогибается, появляются трещины в сварных швах крепления дисков лучей и др. ü Подшипники, изношенные до зазора более 2 мм, заменяют новыми или изготовленными из древесины твердых пород. При износе шейки цапф трубы до диаметра менее 29,2 мм цапфы отсоединяют от трубы, наплавляют вибродуговой наплавкой и протачивают на нормальный размер. ü Поломанные деревянные лопасти мотовила заменяют новыми из сухой сосны или делают составными с накладками. Для разборки и сборки мотовила используют подставки, на которые его устанавливают цапфами трубы в призмы-зажимы. Труба мотовила должна быть параллельна пальцевому брусу с отклонением не более 10 мм на всей длине. Трубы граблин мотовила не должны прогибаться более чем на 5 мм (устраняют натяжением растяжек). Осевое перемещение ведомого диска верхнего шкива вариатора частоты вращения мотовила допускается не более 0,5 мм. Шнек жатки. Кроме дефектов, которые наблюдаются в процессе эксплуатации у всех других шнеков, встречаются еще и такие, как пробоины, вмятины и разрывы кожуха, деформация обойм, изгибы пальцев, нарушение балансировки шнека и др. ü Кожух шнека, а также кожухи элеваторов правят на стенде (рис. 79.4) протягиванием с помощью лебедки сменных протяжек через плоскость кожухов. Лебедка снабжена барабаном с двумя секциями, на которые в противоположных направлениях намотаны стропы, перекинутые через ролики), на концах с крюками для крепления протяжек, т. е. образуется замкнутый контур. Протяжки снабжены роликами для снижения усилия протягивания и повышения качества правки. Для уменьшения инерционного хода на приводе лебедки служит постоянный замкнутый тормоз 14 который включается электромагнитом 3.
Рис. 79.4 Конвейер для сборки и обкатки наклонных камер комбайнов: 1 — натяжное устройство; 2 — рама конвейера сборная из трех секций; 3 — несущие цепи; 4 — наклонная камера; 5 — приспособление с захватами; 6 — пульт управления; 7 — защитный кожух; 8 — приводное устройство; 9 — ремень привода наклонной камеры; 10 ~- электродвигатель с натяжным устройством; 11 — каретка; 12 - пневмоцилиндры
Консоль с оправкой и опора используются при ручной правке кожухов шнека и элеваторов. Радиальное биение трубы шнека допускается не более 6 мм. Дисбаланс шнека допускается не более 0,15 Н-м, прогиб пальцев — не более 0,5 мм на всей длине. Зазор между пальцами, лентой шнека и днищем жатки должен быть в пределах 15 ... 20 мм (регулируют перемещением плит). Каркас наклонной камеры. Возможны дефекты: обрыв и износ фартука, износ направляющих, износ и трещины днища, деформации и трещины боковин, крышки верхнего и нижнего листов, изгиб валов и осей, трещины в сварных швах, деформация каркаса и др. Каркас наклонной камеры ремонтируют на гидрофицированном стенде: правят корпуса, валы и оси, заваривают трещины, контролируют и устраняют перекосы каркаса и т. п. Дефектный фартук заменяют изготовленным из прорезиненной ткани. Для сборки и обкатки наклонной камеры на специализированных предприятиях используют конвейер. При обкатке наклонную камеру закрепляют в приспособлении двумя захватами, которые закрываются пневматическими цилиндрами. Вращение передается от приводного устройства ремнем шкиву наклонной камеры. Обкатка выполняется при частоте вращения 450 мин"1 в течение 10 минут. Молотильный аппарат. Допускается износ бичей барабанов до высоты не менее 6 мм. Бичи должны плотно прилегать к подбичникам (зазор не более 1 мм). Забоины и заусеницы на рифах не допускаются. Бичи не восстанавливают. Молотильный барабан ремонтируют на стенде, позволяющем с помощью пневмоцилиндра и зажима закрепить головки болтов крепления бичей при отвертывании гаек. Бичи с правым и левым наклоном рифов устанавливают на барабан поочередно пологой стороной рифа по ходу вращения. Радиальное биение барабана не должно превышать 1 мм, торцевое — 2 мм. Перекос бичей при проверке относительно линеек допускается не более 10 мм на длине бича. Для прокручивания вал барабана поднимают на роликовый механизм с ограничительными упорами, воздействуя на пневмоцилиндр, штоки которого передвигают клинья, поднимающие толкатели с ложементами. Для проверки биения вала барабана и правки тележку с гидропрессом и индикатором устанавливают в необходимое положение с помощью рычага (зависит от марки комбайна). Биение концов вала допускается до 0,3 мм (в силосоуборочных комбайнах 0,5 мм). Вал правят гидропрессом, шток которого приводится в действие от пневмогидроусилителя. Трещины в диске барабана заваривают с одной стороны, а с другой ставят усиливающий диск толщиной 4 ... 6 мм, приваривая его к диску барабана по внешней окружности прерывистым швом, а по внутренней — к фланцу ступицы сплошным. После ремонта барабан статически или динамически балансируют. Для ремонта подбарабанья используют стенд, изображенный на рисунке 79.5. Изогнутые в горизонтальной плоскости планки правят, положив подбарабанье рабочей поверхностью вверх на фиксаторы 2, вводимые в отверстия под передний и задний валики подвесок.
Рис. 79.5. Стенд для правки подбарабанья: 1 — рама; 2 — фиксатор; 3 - прижим; 4 - профильная литая оправка
Для правки приспособление (рис. 79.6) устанавливают стойками 2 и 5 на планки и упором 4 правят планку. Правка планок в вертикальной плоскости выполняется при положении подбарабанья на профильной оправке 4 (см. рис.79.5). Его закрепляют прижимами 3 и ударами кувалды исправляют изгиб. Изгиб в горизонтальной плоскости допустим не более 2 мм, а в вертикальной — 1 мм (проверяют радиусным шаблоном и щупом).
Рис. 79. 6. Приспособление для правки планок подбарабанья: 1 — рычаг; 2 и 5— стойки; 3 - ось; 4 - упор
Оборванные прутки заваривают или заменяют. Скругление изношенных граней планок деки допускается до радиуса не более 1,5 мм. При износах и скруглении планок с одной стороны деку поворачивают для работы другой стороной, поменяв местами передний козырек и задний направляющий щиток. В случае больших износов рабочие грани планок подбарабанья и надставок протачивают на токарно-винторезном станке 1М63 с использованием приспособления, устанавливаемого на его суппорт. Переднюю и заднюю бабки станка поднимают на 250 мм с помощью подставок, устанавливают два дополнительных суппорта, а также кронштейн и сменное зубчатое колесо гитары. Грохот и решета. Основные возможные неисправности: трещины на гофрированном листе, прогиб ступенчатой доски, пробоины и разрывы в ней, деформация рамы, ослабление заклепок в рамах решет, изгиб гребенок жалюзи, осей и зубьев гребенок, местный износ осей гребенок. Грохот. Трещины на гофрированном листе грохота заделывают накладками (на заклепках) так же, как у клавиш, выгибая их по профилю листа. Для выявления дефектов и контроля технического состояния грохота используют стенд, проверяя раму установкой на пальцы. Если грохот не устанавливается на пальцы, следует выправить раму с тем, чтобы пальцы вошли в отверстия, Решета. Используя универсальный стапель, ремонтируют решета, снимают и устанавливают гребенки и секторы регулировки, подтягивают заклепки в углах рамы на бобышках, правя гребенки жалюзи, оси и зубья гребенок, приваривают зубья припаивают гребенки к оси, правят перекос рамы. После установки жалюзи все гребенки должны открывать одинаково с отклонением не более 2 мм. Для определения качества ремонта комбайнов на специализированных ремонтных предприятиях в соответствии с ГОСТом проводят приемо-сдаточные испытания всех капитально отремонтированных комбайнов, ускоренные (испытания пробегом) — 0,1% от годовой программы ремонта и контрольные (эксплуатационные в течение гарантийного срока) — не менее трех комбайнов одновременно. Контрольные вопросы 1. Каковы возможные износы деталей молотильного устройства и способы их устранения? 2. Каковы неисправности наклонной камеры и технология ее ремонта? 3. Каковы дефекты наклонной камеры? 4. Что используют для ремонта подбарабанья.
ПРАКТИЧЕСКАЯ РАБОТА № 24 (2 часа) Наименование работы. Разборка и сборка узлов машин для кормопроизводства. Цель работы: 1. Выработать умения и навыки по разборке и сборке узлов машин для кормопроизводства. 2. Определять основные технологические приемы по разборке и сборке узлов машин для кормопроизводства. Приобретаемые умения, навыки и практический опыт: У1; З3; ОК3; ПК2.1 Оснащение рабочего места: инструменты, оборудования для демонтажа, раздаточный материал. Порядок выполнения работы: 1. Записать методы проведения разбора и ремонта узлов машин для кормопроизводства. 2. Подписать обозначения под цифрами на Рис. 80.1-80.3
ПОРЯДОК ВЫПОЛНЕНИЯ РАБОТЫ:
1.Теоретическая часть. Для раздачи кормов применяют машины-кормораздатчики. Измельчитель-смеситель ИСК-3А предназначен для дополнительного измельчения соломы, сена и других компонентов кормосмеси и их смешивания при приготовлении рассыпных полнорационных кормосмесей в кормоцехах и кормоприготовительных отделениях ферм крупного рогатого скота и овцеферм. Измельчитель-смеситель ИСК-3А состоит из рамы (рис.80. 1), приемной , рабочей и выгрузной камер, шести дек и электропривода.
Задание: Подписать обозначения под цифрами на Рис. 80.1
Рис.80.1. Общий вид измельчителя-смесителя кормов ИСК-3А: 1 – 2 – 3 – и т.д.
Стационарный измельчитель кормов ИКВ-5А «Волгарь-5» предназначен для равномерного измельчения всех видов зеленых, грубых и сочных кормов, бахчевых культур, кукурузы с початками в стадии молочно-восковой спелости, веточного корма, а также травы. Основные сборочные единицы измельчителя ИКВ-5А «Волгарь-5» (рис. 80.2): рама , подающий транспортер, прессующий транспортер, режущий барабан, шнек, аппарат вторичного резания, заточное приспособление, электродвигатель, автомат отключения.
Задание: Подписать обозначения под цифрами на Рис. 80.2
Рис.80.2. Измельчитель кормов ИКВ-5А «Волгарь-5»: 1 – 2- 3 – и т.д.
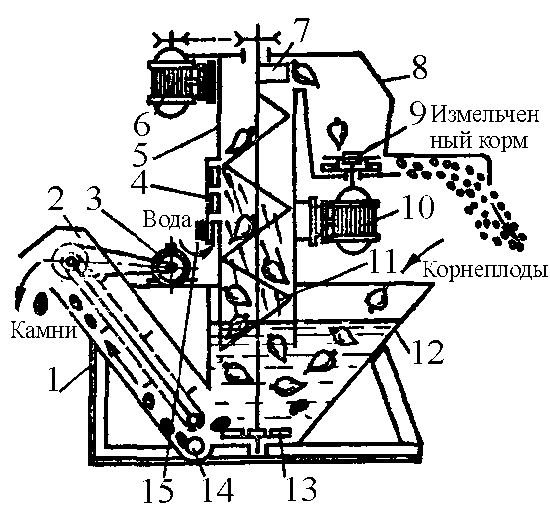
Стационарный измельчитель-камнеуловитель ИКМ-5 предназначен для мойки, камнеулавливания и измельчения корнеклубнеплодов. Измельчитель-камнеуловитель ИКМ-5 (рис.80.2) состоит из следующих основных сборочных единиц: ванны, вертикального шнека, измельчителя, скребкового транспортера для выгрузки камней, электрооборудования и привода.
Задание: Подписать обозначения под цифрами на Рис. 80.3
Рис.80.3. Измельчитель-камнеуловитель ИКМ-5: 1 – 2 – 3 – и т.д.
2. Практическая часть. Барабан измельчителя кормов ИКС-5 (рис.80.4) после снятия с машины разбирают. Детали барабана моют и дефектуют.
Рис.80.4. Барабан измельчителя кормов ИКС-5:
Зубья выбраковывают при износе рабочей грани у вершины до ширины 7 мм, изгибе резьбовой части, срыве двух ниток резьбы, смятии граней конуса. При меньшем износе рабочую грань зуба оттягивают кузнечным способом, закаливают и подвергают отпуску. Резьбовая часть зуба не калится. После термообработки рабочую грань затачивают. Толщина зуба у вершины должна быть не менее 1,5 мм, длина рабочей части 44—46 мм, угол заточки 45 Биение дисков проверяют в центрах токарного станка. Поверхность изношенного или имеющего забоины конусного отверстия планки обрабатывают напильником так, чтобы конусная часть зуба плотно входила в отверстие. Если кромка, ограничивающая сверху конусную поверхность зуба, мешает плотной посадке зуба, ее спиливают заподлицо с гранями конуса на 3—4 мм по высоте. Если нижняя кромка конусной части зуба при его посадке в отверстие выступает над внутренней поверхностью планки, под гайку необходимо подложить шайбу 40×40 мм. Толщина шайбы должна быть такой, чтобы она обеспечивала возможность плотной затяжки зуба. Для сохранения статической и динамической уравновешенности такие же шайбы необходимо поставить под гайки диаметрально противоположных зубьев, У ротора барабана перед установкой зубьев проверяют величину биения посадочных мест вала, расположение дисков относительно оси, прямолинейность поверхности планок. Биение посадочных мест вала и расположение дисков относительно оси определяют, установив ротор в центрах токарного станка; допустимая величина биения посадочных мест 0,15 мм, торцовое и радиальное биение дисков не должно превышать 1 мм. Прогиб планок определяют при помощи линейки и щупа. Прогиб планки на всей длине допускается не более 1 мм. При необходимости проводят правку на стенде ОПР-278. Зубья устанавливают на ротор режущей кромкой в сторону вращения ротора (если смотреть со стороны шкива, барабан вращается против часовой стрелки). Зубья закрепляют двумя гайками. Под гайки устанавливают специальные шайбы. Чтобы обеспечить плотную посадку, при подтягивании гайки необходимо слегка ударять молотком по торцу зуба. После установки зубьев необходимо проверить их расположение и высоту. Эту операцию выполняют специальной гребенкой. Изогнутые зубья правят. Разница в длине зубьев не должна быть больше 2 мм. Рабочая частота вращения барабана 2725 об/мин, поэтому после сборки барабан подвергают статической балансировке. Для этого осторожно опускают барабан посадочными местами под подшипники на ролики стенда ОПР-278. Слегка толкнув рукой барабан, сообщают ему вращение. После остановки отмечают мелом самую верхнюю часть барабана. Повторно сообщают барабану вращение. Если отмеченная мелом точка вторично займет верхнее положение, это указывает на то, что дисбаланс расположен в аксиальной плоскости барабана, проходящей через отметку. Если положение отметок при каждом толчке барабана неодинаково, то операцию повторяют 3—5 раз и находят среднюю отметку. Затем барабан поворачивают так, чтобы плоскость расположения дисбаланса была горизонтальна. Около отметки устанавливают уравновешивающий груз (из пластилина), величину которого подбирают с таким расчетом, чтобы его момент был равен дисбалансу. Балансировку можно считать законченной, если в любом положении барабан сохраняет состояние равновесия. Если это условие не выдерживается, балансировку повторяют. Контрольную проверку отбалансированного барабана проводят, подвешивая груз (4—5 г) на планку барабана в месте крепления груза.
Рис.80.5. Дека измельчающего устройства измельчителя кормов ИК.С-5.
При подвешивании груза барабан должен начать медленно вращаться. После балансировки заменяют пластилин балансировочными шайбами, которые располагают равномерно по всей длине планки. Деформированную деку (рис. 80.5) правят и проверяют на плите; прогиб деки (на всей длине) более чем на 1 мм не допускается. Зубья деки должны быть установлены в корпусе так, чтобы отогнутый конец вершины зуба располагался слева, если смотреть со стороны рукоятки. Дробильный аппарат универсальной дробилки кормов К Д У – 2. Молотки I дробильного барабана (рис.80.6) со ступенчатыми гранями, изношенными на величину более 4 мм, поворачивают для работы неизношенной рабочей поверхностью (рис.80.7), точно соблюдая установленную последовательность чередования их и распорных втулок (рис.80.8). После износа четырех рабочих граней дробильные молотки заменяют новыми. Изношенные пальцы (рис.80.6) при зазоре между ними и молотком более 1 мм заменяют. Они могут быть изготовлены из стали 50 и должны быть закалены до твердости 40—45 HRC. Диски 3 ротора в случае погнутости рихтуют на плите. Допустимый зазор между диском и поверочной плитой после рихтовки 0,5 мм.
Рис.80.6. Дробильный аппарат универсальной дробилки кормов КДУ-2:
Рис.80.7. Схема перестановки молотков дробилки КДУ-2.
Вал барабана со стрелой прогиба более 0,12 мм правят на стенде ОПР-278. Погнутые лопасти и диск рабочего колеса вентилятора рихтуют на плите. Рабочее колесо вентилятора в сборе должно быть статически отбалансировано. Величина допустимого дисбаланса 26 г-см. Балансировочные грузы должны быть приварены. Собранный ротор барабана без молотков и вентилятора статически балансируют. Допустимый дисбаланс 0,0165 Н-м. Затем устанавливают пальцы с молотками и распорными втулками. Диаметрально противоположно устанавливаемые комплекты должны отличаться по весу не более чем на 0,1 Н. Комплектовку проводят за счет подбора молотков по весу. Молотки должны свободно поворачиваться вокруг пальцев и иметь осевой зазор 1,5-—2,0 мм.
Рис. 80.8. Схема расположения молотков ротора дробильного барабана универсальной дробилки кормов КДУ-2 (цифры указывают длину распорных втулок в мм).
Рис. 80.9. Схема перестановки решет дробильного аппарата дробилки КДУ-2.
Сменные решета при затуплении рабочих кромок отверстий до радиуса 1,5—2 мм поворачивают на 180°. Решета, изношенные с одной стороны, перегибают по радиусу (225 мм) для работы другой стороной (рис. 80.9). Чугунные деки дробильного аппарата с рифами, изношенными до высоты 3 мм, заменяют. В собранном измельчающем устройстве барабан должен свободно от руки вращаться в роликоподшипниках. Осевое биение дисков не должно превышать 0,3 мм. Осевой зазор вала 9 должен быть не более 0,12 мм. Зазор между молотками и деками должен составлять 4—6 мм. Торцовое биение рабочего колеса вентилятора допускается не более 1 мм; колесо не должно касаться кожуха 8. Режущий аппарат универсальной дробилки кормов КДУ-2. Затупленные до толщины 0,3 мм режущие кромки ножей барабана (рис.80.10) и противорежущей пластины (сталь 65Г) затачивают на универсально-заточном станке ЗА64Д. Угол заточки ножей равен 22 противорежущей пластины — 75°. При заточке нельзя допускать понижения твердости закаленных до 45—50 HRC режущих кромок ножей и противорежущей пластины. После заточки режущая кромка пластины должна быть прямолинейна, отклонение допускается не более 0,3 мм. Режущие кромки ножей, установленных на барабан, должны лежать на одном и том же расстоянии от оси вращения (142,5 мм). Для этого устанавливают барабан на стенд ОПР-278, закрепляют на стенде противорежущую пластину и регулировочными винтами 8 изменяют положение каждого из ножей относительно пластины.
Рис. 80.10. Режущий барабан универсальной дробилки кормов КДУ-2: 1 — фрикционные кольца; 2 — ведущий диск; 3 — прижимной диск; 4 — шкив; 6 — пружина; 6 — регулировочные прокладки; 7 — нож; 8 — регулировочный винт.
Допустимое биение кромок лезвий ножей не более 1 мм. Затем проводят статическую балансировку барабана. Допустимый дисбаланс 0,05 Н-м. Балансировочные грузы устанавливают под гайки крепления ножей. После сборки барабан должен свободно от руки вращаться в конических роликоподшипниках, осевой зазор должен находиться в пределах 0,07— 0,15 мм. Конические подшипники регулируют изменением количества прокладок 6 под крышками подшипников. Предохранительная муфта режущего барабана, если она правильно отрегулирована, передает крутящий момент, равный 60 Н-м. Величину передаваемого крутящего момента проверяют подвешиванием груза 270— 300 Н на радиусе шкива. Если равномерным поджатием пружин 5 нельзя отрегулировать муфту, пружины заменяют. При уменьшении зазора между торцами прижимного диска и шкива до 0,8 мм фрикционные кольца заменяют новыми. Рабочие поверхности прижимного диска, ведущего диска и шкива протачивают до удаления следов износа. Нормальный зазор между торцами прижимного шкива и диска должен находиться в пределах 2—2,5 мм.
Рис. 80.11. Восстановление ножа аппарата вторичного резания измельчителя «Волгарь-5» наплавкой:
Аппарат вторичного резания измельчителя «Волгарь-5». Изношенные подвижные и неподвижные ножи аппарата зачищают абразивным кругом до металлического блеска и наплавляют по торцу вдоль всего лезвия электродной проволокой Св-08 или Св-15; толщина наплавленного слоя 2—3 мм (рис. 80.11). Наплавку ведут кислородно-ацетиленовой горелкой. Боковые грани лезвия вместе с наплавленным слоем шлифуют до толщины 6 мм и наплавляют сплавом сормайт-1. Для этого на сварочный стол горизонтально кладут нож, нагревают его рабочую поверхность горелкой и наконечником (№ 4 или № 5) до температуры 550—600 °С и наплавляют твердый сплав. Пламя горелки должно быть восстановительным с избытком ацетилена, флюс — плавленая бура. Слой должен быть равномерным по толщине (1,5—2 мм) и сплошным без раковин и трещин. При необходимости после наплавки ножи правят под прессом, после чего шлифуют на плоскошлифовальном станке до толщины 8—0,08 мм. Во время шлифовки необходимо обеспечить одинаковую толщину слоя твердого сплава на обоих боковых гранях ножей. Отшлифованные поверхности ножа должны быть плоскими и параллельными. Неплоскостность проверяют щупом толщиной 0,15 на поверочной плите. Шероховатость отшлифованных поверхностей V Раковины, трещины, отслаивания металла недопустимы.
Контрольные вопросы 1. Приведите примеры износов деталей молотковых дробильных аппаратов 2. Как следует затачивать лезвия ножей режущих аппаратов? 3. Каковы регулировки режущих аппаратов кормоприготовительных машин? 4. Какие возможные неисправности котлов-преобразователей наиболее часто встречаются и как их устранять?
|
Последнее изменение этой страницы: 2019-03-20; Просмотров: 4299; Нарушение авторского права страницы

 Задание: Подписать обозначения под цифрами на Рис. 76.6
Задание: Подписать обозначения под цифрами на Рис. 76.6 



 2 –
2 –


 Обкатку ведут в три этапа:
Обкатку ведут в три этапа: 
 На силос кукурузу убирают прицепными комбайнами СК-2,6А, КС-1,8 «Вихрь», навесными СКН-2,6 и КНС-1,8. В зонах избыточного увлажнения кукурузу на силос убирают самоходными комбайнами КСК-100, КСГ-2,6 и КСГ-3,2.
На силос кукурузу убирают прицепными комбайнами СК-2,6А, КС-1,8 «Вихрь», навесными СКН-2,6 и КНС-1,8. В зонах избыточного увлажнения кукурузу на силос убирают самоходными комбайнами КСК-100, КСГ-2,6 и КСГ-3,2.