
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Порядок выполнения работы
1. Изучить конструкцию и управление алмазно-расточным станком моделей 278, 2А78Н, 2Е78П. Станок 2А78Н (рис. 1) предназначен для тонкого растачивания цилиндров (гильз) автотранспортных двигателей. Станок включает в себя следующие узлы: основание 1, колонну 2, шпиндельную бабку 3, шпиндель 4, коробку скоростей и подач 17.
Рис. 1. Узлы и органы управления станком 2А78Н: 1 - основание; 2 - колонна; 3 - шпиндельная бабка; 4 - шпиндель; 5, 7 - кулачки выключения хода шпиндельной бабки; 6 - маховик ручного перемещения шпиндельной бабки; 8 - переключатель скорости ручного переключения величины подач; 10 - рукоятка переключения частоты вращения шпинделя; II - вводный включатель; 12 -пульт управления; 13, 14 - кнопки ускоренного движения шпиндельной бабки соответственно " Вверх" и " Вниз"; 15 - кнопки " Пуск"; 16 - кнопка " Стоп"; 17 - коробка скоростей и подач; 18 - рукоятка отключения шпинделя от кинематической цепи его привода Основание является основной базовой деталью, на которой устанавливаются все остальные узлы станка. Внутри основания располагаются электродвигатели. На правой стенке расположен вводной включатель II, на передней - пульт управления станком. Стол станка может перемещаться в горизонтальной плоскости в двух Коробка скоростей и подач обеспечивает шпинделю шесть частот вращения, что в сочетании с двухскоростным электродвигателем (переключатель 8) главного привода составляет 12 различных скоростей вращения шпинделя и 4 рабочие подачи. Управление коробкой скоростей осуществляется двумя рукоятками: первая 10 предназначена для переключения частоты вращения шпинделя, вторая 9 - для переключения величины подачи. При выходе резца из зоны резания срабатывает концевой выключатель 7, вращение шпинделя и рабочая подача прекращаются и шпиндельная бабка возвращается в исходное положение на быстром ходу. По достижения верхнего исходного положения срабатывает концевой выключатель 5 и электродвигатель отключается. 2. Определить ремонтный размер, под который целесообразно произвести расточку цилиндра. Для этого сначала надо определить размер, который имел цилиндр до эксплуатации, измерив его диаметр в верхнем неизношенном поясе (3 - 5 мм от верхнего торца). Затем измерить диаметр цилиндра в наиболее изношенном пояске (dмах) с помощью индикаторного нутромера. Определить износ: к полученной величине (dмах) надо прибавить минимально необходимое значение суммарного припуска на обработку цилиндра (2δ 1) и полученную расчетную величину dр = dмах + 2δ 1 сравнить с данными табл. 16, где δ 1 - припуск на одну сторону цилиндра. Суммарный припуск на обработку равен сумме припусков на расточку (δ 1') и хонингование (δ 1''), т.е. δ 1 = δ 1' + δ 1'', где δ 1 = (0, 05 … 0, 15) мм, δ 1'' = (0, 02 … 0, 05) мм, следовательно, значение суммарного припуска (на сторону) δ 1 = (0, 07 … 0, 2) мм, минимальное значение диаметрального припуска 2δ = (0, 15 … 0, 2) мм. Следовательно, суммарный припуск будет складываться из припуска на расточку и припуска на доводку (хонингование). 3. Выбрать и рассчитать режимы резания и определить машинное время обработки. Глубина резания и припуск на обработку при расточке изношенных цилиндров являются величинами переменными. Обычно определяют максимальную глубину резания по зависимости
где dр - диаметр расточки, мм; d0 - наименьший диаметр изношенного цилиндра до расточки, мм. Тонкой расточке чугунных поверхностей соответствуют подачи S = 0, 05...0, 12 мм/об. Меньшее значение подачи выбирают в тех случаях, когда расточка является заключительной операцией. Если после расточки применяется доводка, следует выбирать среднее и высшее значение подач (см. табл. 17). Выбранную подачу уточнить по паспорту станка. Скорость резания выбрать по табл. 17 и, зная диаметр расточки, определить необходимую частоту вращения шпинделя по зависимости
где dр - диаметр расточки, мм. Уточнить значение частоты вращения шпинделя по паспорту станка, nф, мин-1. Рассчитать длину рабочего хода шпиндельной бабки
где l - длина цилиндра, мм; l1, l2 - длины врезания и перебега резца соответственно, мм; l1 + l2 = 3...5 мм. Определить машинное время по формуле:
где i - число проходов. 4. Установить блок цилиндров на столе станка или гильзу в приспособление, которое крепится на столе, и произвести центровку цилиндра. Базовой поверхностью при расточке гильз служит верхний буртик. В резцовую головку шпинделя (рис. 18) устанавливают шариковую оправку 4 для грубой центровки в гладкое наклонное отверстие с двумя фиксирующими резьбовыми пробками; индикаторный центроискатель (1...6) для окончательного контроля соосности шпинделя и гильзы (в торцевое резьбовое отверстие шпинделя); резец 2 в гладкое отверстие с микрометрическим винтом I (рис. 18, б) для установки вылета резца с фиксирующей резьбовой пробкой. Цена деления лимба микрометрического винта 0, 02 мм.
Оправку в шпиндель устанавливают так (рис. 2, а), чтобы шаровой конец ее находится на диаметрально противоположной стороне резцовой головки на расстоянии:
где dшп - диаметр резцовой головки шпинделя, мм; Д - диаметр цилиндра на глубине 3... 4 мм от верхнего торца цилиндра, мм. После проверки микрометром величины l оправку закрепляют винтом и опускают шпиндель на указанную глубину в цилиндр. При вращении резцовой головки шаровой конец оправки скользит по верхнему пояску цилиндра и устанавливает его по оси шпинделя. Точность центровки проверяют при помощи индикаторного приспособления (рис. 18, а), колодка 2 которого ввинчивается в торец резцовой головки шпинделя. Упор 6 рычага подводят к зеркалу цилиндра на глубину 3...4 мм, положение рычага 3 фиксируется винтом 1 и гайкой 5. Шкалу индикатора устанавливают на " 0", поворотом шпинделя на один оборот определяют величину погрешности центрирования, которая не должна превышать 0, 03 мм. При необходимости корректируют положение цилиндра. Затем блок цилиндров или приспособление с гильзой крепится на столе станка. 5. Установить резец на требуемый размер. Этот размер определяется по зависимости:
где dр - диаметр, под который следует растачивать цилиндр, мм; dшп - диаметр резцовой головки, мм. При определении численного значения диаметра расточки следует помнить, что после расточки необходимо оставить припуск за хонингование. Следовательно, dр = dрем - 2δ 1'', где dрем - ремонтный размер цилиндра; δ 1'' - припуск на хонингование (на сторону). Как центрирующая оправка, так и резец устанавливаются на требуемый размер по микрометру и крепятся в головке шпинделя специальными стопорными винтами. 6. Наладить станок и расточить цилиндр. После центровки и фиксации гильзы цилиндра (блока цилиндров) и резца, как указано в п.п. 4 и 5 необходимо: установить кулачок 5 (рис. I7) включения верхнего концевого переключателя в положение, соответствующее длине рабочего хода; проверять резец на установленную глубину резания; переключатель скоростей электродвигателя и рукоятки переключения подач и частоты вращения шпинделя установить в нужные положения; включить кулачковую муфту шпинделя (рукоятка 18. рис. I7) вверх; подвести вручную резец к торцу гильзы, чтобы расстояние между режущей гранью и кромкой отверстия было 3...5 мм. Расточить цилиндр после проверки преподавателем готовности к выполнению расточки. Засечь время начала точения, наблюдать за работой механизмов станка. В случае появления характерных признаков неисправностей или опасности для здоровья работающих немедленно нажать кнопку " Стоп"; когда сработает верхний концевой выключатель (шпиндельная бабка автоматически начинает подниматься), засечь время окончания точения. 7. Выполнить контроль операции, для чего измерить расточенный цилиндр и определить величину погрешности размера и формы, шероховатость зеркала цилиндра сравнить с эталоном шероховатости по чугуну. В соответствии с ТУ на расточку цилиндров поверхность зеркала цилиндра должна быть гладкой, допускаются заметные на глаз мелкие риски от резца; шероховатость поверхности Rа = 1, 25..1, 0 мкм; овальность и конусность расточенного цилиндра не должна превышать 0, 02...0, 03 мкм; допуски на диаметр цилиндра указаны в табл. 2. 8. Обработка результатов и составление отчёта. Отчет должен содержать следующие сведения: 1. Характеристику блока или гильзы цилиндров
2. Оборудование, приборы, инструменты и их характеристика. 3. Основные расчеты по определению размеров обрабатываемой поверхности, режимов обработки и норм времени. 3.1. Диаметр цилиндра; - изношенного dи = мм - назначенный ремонтный размер dрем = мм. 3.2. Припуски на обработку:
δ 1' = δ 1; δ 1'' = мм. 3.3. Режим растачивания: t = мм; δ 1' = мм; i = ; S = мм/об; V = м/мин; nф = мин-1 ( паспорт станка ); Vф = 3.4. Рабочий ход Lрх = l + l1 + l2 = мм. 3.5.Вылет центровочной справки 3.6. Машинное время расчет: хронометраж: Тмф = мин. 4. Характеристику обработанной поверхности и ее соответствие ТУ Действительный размер...... Овальность.......... Конусность........... Контрольные вопросы 1. Каковы условия работы гильзы цилиндров, вид и характер возможных дефектов? 2. Каковы способы и технология ремонта гильзы цилиндров? 3. В какой последовательности назначается режим резания при растачивании цилиндров двигателя? 4. Как отцентрировать растачиваемый цилиндр и выставить резец на заданную глубину резания? 5. Как произвести технологический контроль расточенного цилиндра?
Практическая работа №6 Тема: Изучение технологического процесса восстановления сопряжения седло-клапан. Цели: Изучить технологию восстановления сопряжения седло-клапан. Ознакомиться с инструментом, применяемым при восстановлении сопряжения седло-клапан. Приобрести практические навыки при работе с инструментом Теоретические сведения. В результате воздействия горячих газов, коррозии, ударных нагрузок, а также отложений смолистых веществ, герметичность закрытия клапанов в процессе эксплуатации нарушается. Это приводит к потере мощности, к работе двигателя: с перебоями (рывками) на малых оборотах под нагрузкой и к характерным хлопкам в глушителе и карбюраторе. Кроме того, износы стержней клапанов и отверстий в их направляющих втулках вызывают стуки стержней о втулки, повышенный расход масла, которое при этом засасывается через втулки впускных клапанов из клапанной коробки в цилиндры двигателя и сгорает в них, усиленное нагарообразование и, как следствие—детонацию.
Рис.1. Схема соединения клапана с седлом А-верхняя вспомогательная фаска
Восстановление герметичности закрытия клапанов производится притиркой или шлифовкой седел (в блоке и на клапане) c последующей притиркой. Притирку клапанов необходимо производить при каждой смене поршневых колец. Как притирка, так и шлифовка седел клапанов могут производиться на двигателе без снятия его с автомобиля. Для восстановления герметичности закрытия клапанов двигателя на автомобиле, необходимо провести следующие подготовительные работы: 1. Слить охлаждающую жидкость из системы охлаждения. 2. Снять головку цилиндров и прокладку головки. 3. Снять газопровод, отсоединив от него предварительно приемную трубу глушителя и вытяжную трубку вентиляции картера. 4. Закрепить ручной тормоз, подложить под задние колеса, для устойчивости автомобиля, клинья и поднять переднюю ось на козлы. 5. Снять переднее правое, колесо и правый брызговик. 6. Снять переднюю и заднюю крышки клапанной коробки. 8. Снять клапанные пружины и замаркировать клапаны, чтобы не перепутать их местами. 9. Притереть клапаны. Притирка клапанов производится обычным способом. Для сообщения вращательного движения клапанам во время притирки, на их головках имеются пазы под отвертку. Рекомендуется пользоваться при этом специальной дрелью для притирки клапанов. В качестве абразив следует применять наждачный порошок с зернистостью 180—280 в смеси с жидким минеральным маслом. Консистенция смеси должна быть такой, чтобы ее можно было наносить кисточкой на притираемую поверхность седла. Перед употреблением смесь должна тщательно размешиваться, так как наждачный порошок оседает на дно посуды, в которой она находится. Рабочая поверхность седла клапана (в блоке и на клапане) после притирки должна представлять собой равномерную матовую фаску по всей окружности седла. Во время притирки нельзя снимать с рабочих поверхностей седел лишнего металла, так как при этом сокращается возможное число ремонтов этого соединения и тем самым уменьшается общая продолжительность службы двигателя.
Качество притирки проверяется „на краску" или воздухом, подаваемым под клапан через газовые каналы в блоке. В последнем случае рабочие поверхности фасок должны быть насухо вытерты, а головки клапанов прижаты к блоку рукой или клапанной пружиной, поставленной на место. Воздух подается по трубе, которая вставлена в резиновую подушку, прижатую к окну газового канала проверяемого клапана (см. рис.2), Непосредственно перед подачей воздуха в газовый канал вокруг головки проверяемого клапана наливается небольшое количество керосина или жидкого масла; при этом, в случае отсутствия герметичности, по окружности головки клапана будут выделяться пузырьки воздуха. Перед началом притирки необходимо убедиться в отсутствии коробления тарелки клапана и прогорания седел на клапане и в блоке, так как при наличии этих дефектов восстановить герметичность закрытия клапанов одной лишь притиркой невозможно. В этом случае притирке должны предшествовать шлифовка седел в блоке и замена поврежденных клапанов новыми. Невозможно восстановить герметичность закрытия клапанов притиркой также и тогда, когда зазор между стержнем клапана и направляющей втулкой превышает 0, 2-0, 25 мм; в этом случае клапаны и втулки следует заменить новыми. Необходимо иметь в виду, что в запасные части выпускаются клапаны только стандартных размеров и направляющие втулки с припуском по внутреннему диаметру в 0, 3 мм для развертывания в окончательный размер после запрессовки их в блок. Ремонтировать клапаны перешлифовкой их стержня на меньший размер—нецелесообразно, так как при этом возникает необходимость в изготовлении новых сухариков тарелок клапанных пружин. Не рекомендуется также восстанавливать клапаны хромированием стержня, так как их работа будет сопровождаться при этом повышенным износом направляющих втулок. Клапаны с короблением или прогоранием головки, а также трещинами любого характера и направления подлежат выбраковке. При замене клапанов и их втулок необходимо: 1. Выпрессовать из блока изношенные направляющие втулки и заменить их новыми (рис. 3). Рис. 3 Направляющая втулка клапана
Запрессовка новых втулок производится сверху; при этом глубина запрессовки должна быть такой, чтобы расстояние от верхних торцев втулок до верхней плоскости блока составляло согласно инструкции по ремонту для данного двигателя. 2. Развернуть вновь запрессованные втулки впускных и выпускных клапанов под нужный размер. При этом должна быть обеспечена концентричность развернутого отверстия с конической поверхностью гнезда клапана в блоке в пределах 0, 05 мм общих показаний индикатора. 3. Притереть клапаны к седлам в блоке. Перешлифовка седел
б-установка разжимной оправки для шлифовального камня и индикаторного приспособления в-правка шлифовального камня на специальном приспособлении г-шлифовка седла клапана д- проверка индикаторным приспособлением концентричности седла клапана относительно оси направляющей втулки.
При перешлифовке седел необходимо соблюдать следующий порядок операций. 1. Развернуть и раззенковать отверстия в направляющих втулках клапанов при помощи комбинированной развертки и зенкера, как указано на рис. 3. Развертка должна только очистить отверстия втулок от нагара и смолистых веществ, не увеличивая их размера. Фаска на конце отверстия втулки под углом 60° и шириной 1, 5 мм зенкуется для надежного центрирования оправки с шлифовальными камнями относительно отверстия в направляющей втулке. 2. Установить в отверстие направляющей втулки разжимную оправку с коническим заплечиком, как указано на рис. 3 б. При этом для надежного центрирования оправки ее заплечик должен быть плотно прижат к поверхности зенковки во втулке. 3. Проверить алмазом коническую поверхность камня на специальном приспособлении для правки его, как указано на рис. 3 в. Шлифовальные камни следует постоянно поддерживать чистыми, гладкими и концентричными; править камни необходимо после шлифовки каждого комплекта седел (в одном блоке); перед надеванием камня на стержень приспособления для правки стержень надо слегка смазать солидолом. 4. Надеть шлифовальный камень, соединенный с электродрелью, на оправку, вставленную в отверстие направляющей втулки клапана, как указано на рис. 3 г, смазав предварительно оправку тонким слоем солидола. Перед шлифовкой седла нужно очистить его поверхность от нагара и смазки, так как они замасливают камень и требуют более частой его правки. Шлифовать седла надо „всухую", не применяя масла или каких-либо притирочных паст, так как они снижают эффективность шлифовки и замасливают камень. Рекомендуется применять электрокорундовые камни на керамической связке с зернистостью 60 и твердостью С, или СТ. Шлифовать седло надо до тех пор, пока камень не начнет брать всей его рабочей поверхности. Не следует при шлифовке сильно нажимать на камень, прижимая его все время к седлу, — легкое прерывистое касание камнем седла с принудительным отжимом его от седла пружиной дает наилучшие результаты. Для улучшения условий резания и предотвращения быстрого замасливания камня, на его конической поверхности делают четыре радиальных канавки, расположенные под углом 90° друг к другу. После грубой обработки, сменив камень на мелкозернистый, производят чистовую шлифовку седла до получения необходимого качества его поверхности. 5. Эксцентричность пояска седла по отношению к отверстию в направляющей втулке клапана не должна быть больше 0, 05 мм общих показаний индикатора, проверяемых, как указано на рис. 3 д, индикаторным приспособлением, надеваемым на ту же оправку, что и шлифовальный камень. При большей эксцентричности шлифовку следует повторить. После шлифовки седел рекомендуется производить притирку клапанов. При шлифовке седел, так же как и при их притирке, не следует снимать с рабочей поверхности лишнего металла. По окончании шлифовки седел клапанов газовые каналы в блоке, а также все места, куда могла попасть абразивная пыль, должны быть тщательно продуты сжатым воздухом. Увеличивать больший диаметр конической поверхности седла клапана в блоке (размер в верхней плоскости его), в результате всех притирок и шлифовок, можно только до величины наружного диаметра тарелки клапана, то есть до 39 мм для седел впускных клапанов идо 36мм для выпускных..
Седла выпускных клапанов отливаются из легированного чугуна и после отливки подвергаются отжигу (нагрев до температуры 600Х, выдержка при этой температуре в течение 1 часа 30 минут, охлаждение в печи до-температуры 250°С с дальнейшим охлаждением на воздухе). Твердость седел после отжига получается в пределах 50—60 единиц по Роквеллу С.
Рис.5 Вставное седло впускного клапана Внутренний и наружный диаметры седел впускных и выпускных клапанов должны быть концентричны между собой в пределах 0, 2 мм общих показаний индикатора, а их торцы перпендикулярны наружной поверхности; допускаемое отклонение 0, 05 мм. Коническая поверхность седел до запрессовки их в блок должна быть концентрична наружной поверхности в пределах 0, 05 мм общих показаний индикатора. Вышедшие из строя вставные седла выпускных клапанов заменяются ремонтными, увеличенными по наружному диаметру на 0, 25 мм (рис. 5). Для запрессовки нового седла выпускного клапана необходимо: 1) выпрессовать старое седло из блока с помощью специального съемника, захваты которого опираются в кольцевой поясок гнезда на нижнем его торце шириной в 0, 5 мм. Съемник для выпрессовки седел из блоков двигателей должен быть наклонен в сторону цилиндров на 2 градуса50 минут с тем, чтобы ось винта с разжимным конусом совпадала с осью седел; 2) расточить гнездо в блоке под размер диаметром 38, 754+0, 025 мм следя при этом за тем, чтобы не углубить его, так как высота ремонтного седла такая же, как и стандартного. 3) новое седло после запрессовки должно быть зачеканено в теле блока с помощью специальной оправки, а затем расшлифовано до требуемых размеров. Зенковка седел впускных клапанов может производиться при ремонтах несколько раз, пока наружный диаметр вспомогательной фаски (под углом 25°) не достигнет 42 мм. Каждый раз после зенковки рабочая фаска седла клапана (под углом 45°) должна шлифоваться и притираться. Гнездо в блоке под вставное седло впускного клапана необходимо расточить концентрично отверстию в направляющей втулке клапана в пределах 0, 1 мм общих показаний индикатора, как показано на рис. 5 б. Как при зенковке седла, так и при расточке гнезда под вставное седло режущий инструмент должен иметь направляющий хвостовик, входящий в отверстие втулки клапана. Седло впускного клапана после запрессовки в блок следует зачеканить такой же оправкой, как и седло выпускного клапана, с той лишь разницей, что направляющий поясок оправки должен иметь в этом случае диаметр 34 мм вместо 31, 5 мм и режущий поясок— диаметр 41, 5 мм вместо 41 мм. Если при постановке вставного седла впускного клапана возникает необходимость также и в смене седла выпускного клапана, то сначала необходимо заменить последнее и только лишь после этого приступать к расточке гнезда под седло впускного клапана и запрессовке его на место. Порядок выполнения работы. 1. Ознакомиться с методическими указаниями 2. Рассухарить клапан 3. Визуальным осмотром произвести анализ состояния седла клапана 4. С помощью зенкеров создать фаски 5. Путем пошатывания клапана в направляющей втулке определить степень износа 6. Если требуется - заменить втулку 7. Нанести алмазную пасту на седло клапана и возвратно-поступательными движениями вращать клапан 8. Очистить клапан и седло, засухарить узел 9. Налить в углубление камеры сгорания головки блока цилиндров немного керосина подождать 30 минут и сравнить уровень с первоначальным Контрольные вопросы
1. Как происходит процесс притирки клапана 2. Для чего необходима замена седла клапана 3. Что используют при притирке клапана
Лабораторная работа № 8 Тема: Изучение технологического процесса хонингования гильзы блока цилиндров. Цели работы: Изучение технологической операции хонингования цилиндров двигателей. Получение практических навыков по выбору режимов обработки, настройки и управления станком для хонингования цилиндров.
Содержание работы В процессе выполнения работы изучить устройство хонинговального станка, оснастку, инструмент и приспособления, приемы работы на нем и правила техники безопасности; Оснащение рабочего места Хонинговальный станок ЗГ833 (или 3МЗЗ, ЗА833) с принадлежностями, хонинговальные головки с брусками, приспособление для установки гильз цилиндров, микрометры 75-100 мм; 100-125 мм (ГОСТ 4381-87); индикаторный нутромер НИ 50-100; НИ 100-160 (ГОСТ 868-82); штангенциркуль ЩЦ-II-250-0, 05 (370СТ 166-80); линейка 300 (ГОСТ 427-75); эталон шероховатости по чугуну. Теоретические сведения. При производстве и ремонте двигателей их цилиндры растачивают соответственно под номинальный или ремонтный размер. Однако после расточки цилиндров качество их поверхности обычно соответствует седьмому классу шероховатости. По техническим условиям для зеркала цилиндра требуется 9-й - 10-й класс. Требуемые шероховатость, точность размеры и форма зеркала цилиндров могут быть достигнуты хонингованием. Хонингование (рис. 1) позволяет успешно решать ряд технологических задач, к числу которых относятся получение высокой точности размера и формы (I Т6... I Т8) и малой шероховатости обрабатываемых поверхностей (Rа = 0, 32 мкм). Применение абразивных брусков при доводке цилиндров не дает возможности получить шероховатость поверхности выше 8-го - 9-го классов. Поэтому в настоящее время при обработке цилиндров двигателей применяется хонингование брусками из синтетических алмазов, что позволяет добиться шероховатости зеркала цилиндра порядка 9-го - 11-го классов. Взамен абразивного оно способствует повышению стойкости инструмента (брусков) в 150... 300 раз, точности деталей на 70 % и повышению производительности обработки в 2, 5 раза, снижению шероховатости на 1...2 класса и расходов на инструмент на 30... 40 %. Рис. 1. Схема процесса хонингования (а) и развертка сетки следов обработки (б):
1 - шпиндель станка; 2 - шарнирное устройство; 3 - хонинговальная При обработке цилиндров двигателей применяют не только обычное хонингование (черновое и чистовое), но и его разновидности: отделочное хонингование эластичными брусками и плосковершинное хонингование. Применяют бруски, содержащие синтетические алмазы марок АСР, АСВ и АСК при концентрации алмазов 50...100 %. Их зернистость выбирают в зависимости от вида обработки (предварительная, чистовая, окончательная в пределах 500/400 до 20/14). Используют металлокерамические (МI (80 % меди и 20 % олова) и др.) и пористые (МП2, МП4, МП5) связки. Характеристика алмазного бруска включает следующие основные параметры: вид алмазных зерен (АСР), зернистость (80), (63), конструкцию алмазного слоя (100), связку (МI), форму и габаритные размеры (2768-0124). Пример обозначения 2768-0124-I-АСР 80/63-100-МI. Основные параметры режима хонингования: окружная скорость вращения хонинговальной головки 70...80 м/мин, скорость ее возвратно-поступательного движения.12...15 м/мин, давление брусков 0, 3... 1, 5 мПа (в зависимости от характера обработки). Хонингование ведется при обильной подаче смазочно-охлаждающей жидкости (СОЖ) в зону резания для удаления стружки и продуктов износа с поверхности брусков и с обрабатываемой поверхности. Кроме того, СОЖ отводит часть выделяющегося при резании тепла, оказывает смазывающее воздействие, способствует улучшению условий резании. Для хонингования чугуна, в качестве СОЖ применяют керосин с добавлением 10...20 % индустриального масла IИ2А. Порядок выполнения работы I. Изучить устройство станка и органы управления. Хонинговальный станок ЗГ833 (рис. 1) предназначен для хонингования цилиндров автотракторных двигателей. Основание станка представляет собой плиту коробчатой формы, внутренняя полость которой является резервуаром для СОЖ. На основании расположены электронасос охлаждения, колонна 7 и фильтр. На верхней рабочей плоскости устанавливаются приспособления 19 для обработки гильз или блоков. На головке расположены привод вращения шпинделя, привод возвратно-поступательного движения хонинговальной головки, пульт управления (рис. 20, б). Кинематическая схема станка позволяет осуществить: - вращательное и осевое возвратно-поступательное движения хонинговальной головки с одновременным радиальным перемещением брусков головки; - осевое перемещение невращающейся хонинговальной головки вниз, вверх. Станок имеет систему с пневматическим приводом перемещения брусков (рис. 2). Пневмопривод состоит из компрессора, регулятора давления 1, манометра 2, крана управления 3, пневмокамеры 4 и хонинговальной головки 5. Хонинговальная головка состоит из корпуса, имеющего 12 пазов; в пазах установлены 6 колодок с алмазными брусками, которые удерживаются двумя кольцевыми пружинами.
Рис. 2. Хонинговальный станок ЗГ833: а - устройство: Т - основание; 2 - шпиндель; 3 - маховик механизма разжима хона; 4 - кулачки регулировки хода ползуна; 5 – электродвигатель возвратно-поступательного движения шпинделя; 6 - привод возвратно-поступательного движения хонинго-вальвой головки; 7 - колонна; 8 - привод вращения шпинделя; 9 - электродвигатель привода вращения шпинделя; 10 -редуктор; 11 - ползун; 12 - толкатель конечного выключателя; 13 - коробка подач; 14 - рукоятка реверса; 15 - маховик ручного ввода хона; 16 - поводок хонинговальной головки; 17 - пульт управления; 18 - кран охлаждения; 19 - приспособление для закрепления гильзы при хонинговании; б – пульт управления В других 6 пазах винтами закреплены текстолитовые вкладыши, служащие для мягкого входа хонинговальной головки в цилиндр. Внутри корпуса расположены конус и 6 планок, которые упираются в колодки с алмазными брусками. В верхней части корпус шарнирно соединен с поводком, внутри которого, внутри которого перемещается штифт. Нижний конец штифта через шарик упирается в корпус, а верхний через наконечник - в щиток диафрагмы пневморазжима. Регулятор давления настраивается на давление 0, 15 … 0, 4 МПа (черновое или чистовое хонингование). Под давлением сжатого воздуха резиновая диафрагма, прогибаясь, перемещает вниз шток диафрагмы, а вместе с ним через шарик и штифт хонинговальной головки, и конус. При движении конуса 6 вниз планки начинают перемещаться в радиальном направлении, разжимая колодки с алмазными брусками и прижимая их к обрабатываемой поверхности.
Схема пневматического привода 2.1. Установить размер, под который необходимо обработать цилиндр, путем измерения его диаметра после расточки и сравнения полученной величины с таблицей ремонтных размеров 2.2. Определить припуск на хонингование δ х, мм: δ х = dрем - dр где dрем - нижнее отклонение ремонтного размера цилиндра, мм; dр - размер расточенного цилиндра, мм. Рекомендуется принимать припуски на предварительное хонингование 0, 05...0, 07 мм, на окончательное - 0, 01...0, 03 мм. 2.3. Выбрать тип, размеры и характеристику хонинговальных брусков, длина бруска определяется:
где lотв - длина хонингуемого отверстия, мм. Кроме режима резания на производительность доводки и качество получаемой поверхности влияет величина зернистости брусков. Чем больше величина зернистости, тем лучше шероховатость получаемой поверхности, но ниже производительность и короче срок службы алмазных брусков (ускоряется их " засаливание" ). При малой зернистости производительность возрастает, зато качество обрабатываемой поверхности ухудшается. Предварительное хонингование производят брусками КЗГ0СТIК или алмазными брусками АС6МI, АСП6 со 100%-ной концентрацией с содержанием алмазов в бруске 3, 5 карата. Окончательное хонингование ведут брусками КЗМ20СМIК или алмазными брусками АСМ20МI, АСМ28МI со 100%-ной концентрацией. 2.4. Выбрать режимы обработки и подсчитать машинное время на об- При доводке чугунных поверхностей цилиндров автотракторных двигателей рекомендуются следующие режимы резания: скорость возвратно-поступательного движения хонинговальной головки Vвп = 12 - 25 м/мин (хонингование (предварительное 17...22 м/мин, окончательное 12...15 м/мин)); окружная скорость Vок = 40 - 80 м/мин (хонингование (предварительное 40...80 м/мин, окончательное 40...60 м/мин)). Соотношение скоростей возвратно-поступательного и вращательного движения хонинговальной головки:
Выбор окружной скорости зависит от ряда факторов. Наибольшее влияние на выбор окружной скорости оказывают материал обрабатываемой детали, связка и зернистость алмазных брусков, требования к чистоте и точности, применяемая СОЖ. Чем тверже материал, тем выше производительность и качество изделий при меньшей окружной скорости. При предварительном хонинговании, где требуется максимальный съем металла в единицу времени, отношение Vвп/Vок целесообразно брать большим за счет увеличения возвратно-поступательного движения. Выбрав окружную скорость Vок и зная диаметр обрабатываемого цилиндра dр, рассчитать частоту вращения шпинделя:
Рассчитать нормативную скорость возвратно-поступательного движения и расчетную частоту вращения шпинделя nр, уточнить по паспорту станка и принять фактические значения Vвпφ и nф. По паспорту станка З Г833 Vвп = 8; 11, 8; 18 м/мин; nш = 155; 280; 400 мин -1. Рассчитать величину перебега брусков за пределы отверстия lпер
Примечание. Из-за неправильной установки величины перебега брусков возникает повышенная погрешность формы отверстия (конусообразность, бочкообразность, седлообразность и т.д.). Рассчитать длину рабочего хода шпиндельной бабки L, мм: L = lотв + 2lпер - lбр, мм, где lотв - длина обрабатываемого цилиндра. Рассчитать машинное время хонингования Тм, мин
где n1 - число двойных ходов, необходимое для снятия припуска.
где δ х - припуск на хонингование на сторону, мм; b - слой металла, снимаемый за один двойной ход, мм (для сырой стали и чугуна b = 0, 0004...0, 002 мм, для закаленной стали b = 0, 0001...0, 0016 мм); n2 - число двойных ходов шпиндельной бабки
3. Налаживатъ станок только в присутствии преподавателя или учебного мастера. 3.1. Установить блок или гильзу цилиндра в приспособление, допустимая погрешность центровки 5 мм. 3.2. Кулачки управления реверсом шпиндельной бабки (см. рис.20, поз. 4) установить в нужное положение, соответствующее рабочему ходу хона. 3.3. Присоединить головку к шпинделю станка. 3.4. Установить нужные частоты вращения, скорость возвратно-поступательного движения и положение датчика конечного выключателя шпиндельной бабки в верхнем крайнем положении. Проверить наличие смазки и СОЖ. 4. Хонинговать цилиндр двигателя, но прежде изучить назначение всех органов управления и последовательность операций рабочего цикла, который осуществляется в следующей последовательности (см. рис. 20, а, б): в) включить вводной выключатель. При этом загорится сигнальная лампочка на пульте управления; б) переключатель режимов поставить в положение " Ввод хона"; в) нажать кнопку " Подача-пуск" (включается электродвигатель подач); г) кратковременными включениями кнопки " Толчковый" (ползун совершает прерывистые движения вниз) подвести хонинговальную головку к обрабатываемому отверстию на расстояние не менее 50 мм; д) переключатель режимов поставить в положение " Ручной"; в) маховичком ручного ввода плавно ввести хонинговальную головку в обрабатываемый цилиндр на глубину 2/3 длины бруска; ж) переключатель режимов установить в положение " Ввод хона". Станок подготовлен к включению в нормальный цикл работы. Нажатием кнопки пуска компрессора доводим давление воздуха в пневмосети до 0, 6 Мпа (6 кгс/см2), контролируя его по манометру, установленному на компрессоре. В зависимости от того, какое производится хонингование (предварительное или окончательное), устанавливаем радиальное удельное давление на алмазные бруски при помощи регулятора давления 1 и контролируем показание по манометру 2 (см. рис. 21); з) включитъ пневматический разжим алмазных брусков при помощи крана 3 (см. рис. 21) и нажатием кнопки " Шпиндель пуск" (см. рис. 20, б) одновременно включаем приводы возвратно-поступательного и вращательного движения шпинделя. По часам (секундомеру) начать отсчет машинного времени операция. Хонинговать цилиндр в размер; и) по окончании времени хонингования ослабить давление брусков, отключив подачу воздуха краном 3, нажать кнопку " Шпиндель стоп", а затем кнопку " Конец цикла". Электродвигатель привода шпинделя отключается, ползун движется вверх до тех пор, пока не нажмет толкатель концевого выключателя 12, и после этого ползун останавливается; к) для полной остановки станка и в случае экстренной необходимости отключения всех механизмов станка нажать кнопку " Общий стоп". 5. Контроль операции. Измерить диаметр обработанного цилиндра и установить величину погрешностей размера и формы (∆ ов, ∆ кон). Определить шероховатость зеркала цилиндра сравнением с эталоном шероховатости. Результаты контроля размера, формы и шероховатости сопоставить, с требованиями чертежа или ТУ. 6. Оформить отчет по выполненной работе. Отчет должен содержать: 1. Характеристику блока или гильз цилиндров
Номинальный диаметр цилиндров, мм Дн ........ Ремонтные размеры, мм dрем....... 2. Оборудование, приборы, инструменты и их краткую характеристику....... 3. Данные для хонингования цилиндра, мм: диаметр цилиндра после расточки dр..... ремонтный размер, до которого хонингуется цилиндр dрем..… овальность цилиндра после расточки ∆ ов..... конусность цилиндра после расточки ∆ кон..... 4. Режимы резания при хонинговании: припуск на обработку, мм δ х..... окружная скорость м/мин Vок..... частота вращения шпинделя, мин-1 nш..... скорость возвратно-поступательного движения, м/мин Vвп..… машинное время обработки Тм ..... рабочий ход шпинделя, мм L..... 5. Характеристику обработанной поверхности: - полученный диаметр цилиндра, мм....... - овальность, мм...... - конусность, мм..... - шероховатость, мм.....
Контрольные вопросы 1. Расшифруйте маркировку характеристики хонинговальных брусков. 2. Назовите назначение органов управления хонинговальным стан 3. Как проверить качество доводки цилиндра двигателя? 4. Какова последовательность разработки хонинговальной операции?
Практическая работа № 1. |
Последнее изменение этой страницы: 2019-03-29; Просмотров: 1053; Нарушение авторского права страницы

 , мм
, мм , мин-1,
, мин-1,  ,
, 
 Рис. 18. Резцовая головка станка 2А78Н с приспособлениями для центрирования цилиндра (а) и установки резца (б)
Рис. 18. Резцовая головка станка 2А78Н с приспособлениями для центрирования цилиндра (а) и установки резца (б) , мм
, мм , мм,
, мм,  ;
;  мин-1;
мин-1;  м/мин.
м/мин. = мм.
= мм. мин;
мин; 

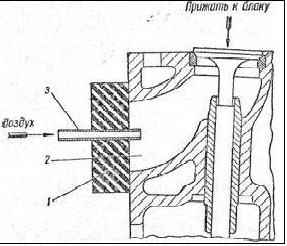 рис.2 Проверка качества притирки клапана
рис.2 Проверка качества притирки клапана
 а-зачистка отверстия во втулке и раззенковка направляющего конуса для установки разжимной оправки
а-зачистка отверстия во втулке и раззенковка направляющего конуса для установки разжимной оправки Дальнейший ремонт седел выпускных клапанов производится заменой вставных седел, а впускных—или раззенковкой их двумя зенкерами с углом при вершине в 130° (вспомогательная фаска ) и 90° (рабочая фаска), как показано на рис. 131, или постановкой вставных седел (рис. 132 а), изготовленных из серого чугуна, имеющего перлитную структуру (отливка в землю без последующей термической обработки).
Дальнейший ремонт седел выпускных клапанов производится заменой вставных седел, а впускных—или раззенковкой их двумя зенкерами с углом при вершине в 130° (вспомогательная фаска ) и 90° (рабочая фаска), как показано на рис. 131, или постановкой вставных седел (рис. 132 а), изготовленных из серого чугуна, имеющего перлитную структуру (отливка в землю без последующей термической обработки). рис.4 Раззенковка седла впускного клапана
рис.4 Раззенковка седла впускного клапана


 ,
,  =
=  .
. , мин-1.
, мин-1. .
. ,
,  ,
,  .
.