
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Основные данные устройства ЧПУСтр 1 из 7Следующая ⇒
Назначение станка
Токарно-револьверный станок мод. 1В340Ф30 с вертикальной осью Класс точности станка – П по ГОСТ 8-82. Основные данные станка
Основные данные устройства ЧПУ
Тип устройства «Электроника НЦ-31» Способ задания размеров в программе в абсолютных измерениях и в приращениях Число одновременно управляемых координат 2 Точность интерполяции ±1 дискрета Система кодирования информации По ГОСТ 13052-74 Задаваемый шаг резьбы, мм 0, 0001 – 40, 95
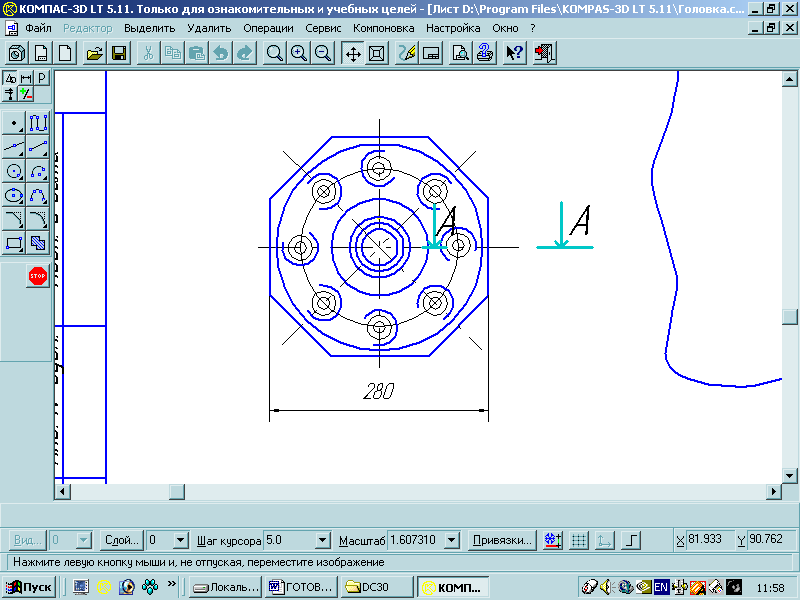
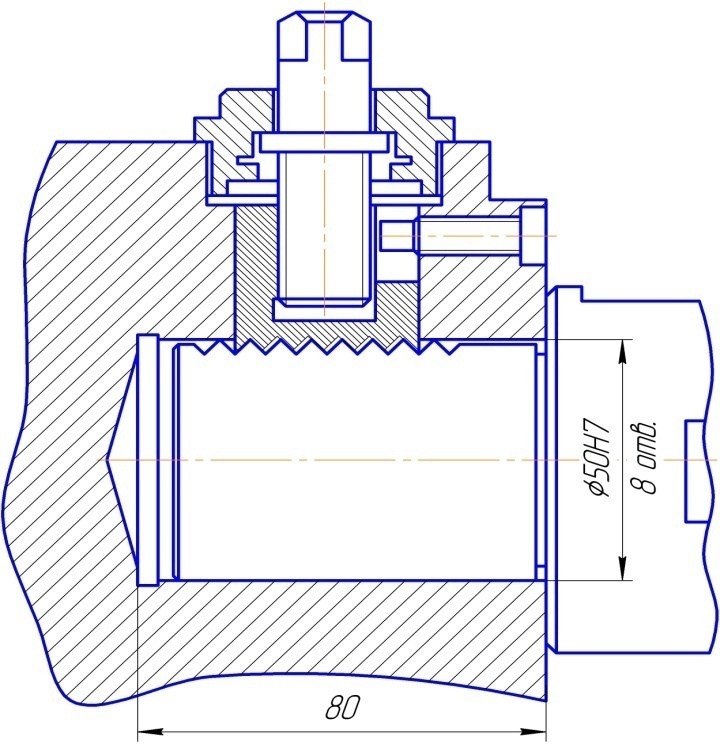
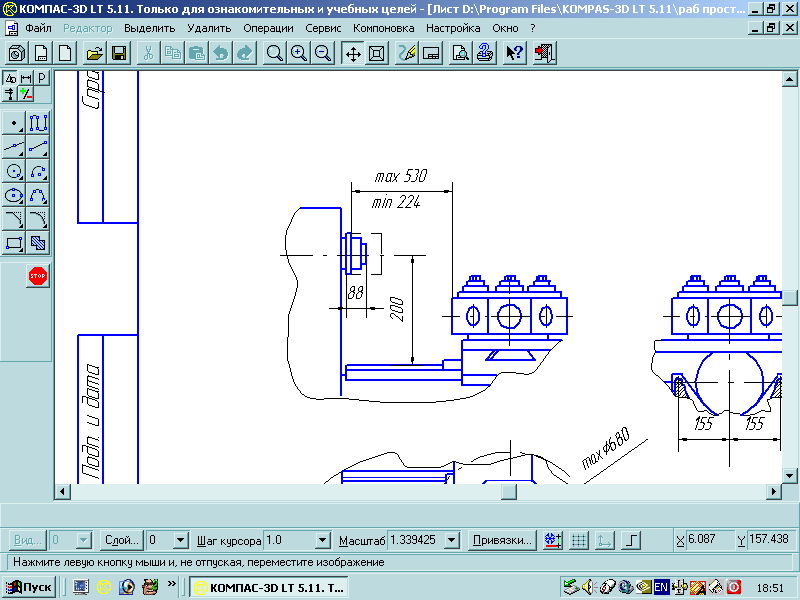
Основные размеры револьверной головки и схема устройства закрепления вспомогательного инструмента приведены на рис. 1, размеры рабочего пространства станка – на рис. 2.
Конструкторская доработка чертежа детали
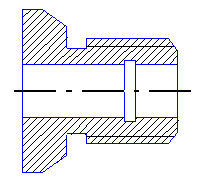
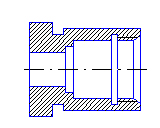
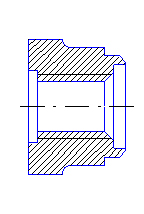
В задании указан номер детали, представленной контуром осевого сечения в классификаторе на рис. 3. Для выполнения последующих разработок необходимо назначить номинальные размеры, допуски и шероховатость поверхностей. Номинальные размеры В качестве заготовки для обработки всех деталей классификатора используется пруток по ГОСТ 2590-71. Наибольший диаметр детали не должен выходить за пределы значений, допустимых по технической характеристике станка, т. е. 24...40 мм. Кроме того, необходимо учесть припуск на обработку. Поэтому наибольший диаметр детали не должен выходить за пределы значений Остальные размеры назначают конструктивно с сохранением заданной конфигурации детали и в соответствии с рядами нормальных линейных размеров по ГОСТ 6633-69 (табл.1).
Рис. 1. Револьверная головка (а) и схема закрепления
Рис. 2. Габарит рабочего пространства станка Таблица 1 Допуски При назначении допусков следует руководствоваться данными технической характеристики станка и экономически целесообразной точностью обработки на токарно-револьверных станках. Наименьший квалитет на диаметральные размеры – 8, наибольшая точность по длине 0, 08...0, 1 мм (отклонение размера между двумя обработанными ступенями). Предельные по точности значения допусков следует назначать не более чем на одну из наружных и одну из внутренних поверхностей. Для остальных поверхностей следует предусмотреть более грубую обработку до 14 квалитета включительно. Численные значения предельных отклонений определяют по табл. 2 в соответствии с назначенным квалитетом и номинальным размером.
Рис. 3. Классификатор деталей (окончание см. на с. 10)
Рис. 3. Окончание (начало см. на с. 9) Таблица 2 Шероховатость поверхностей
Шероховатость поверхностей следует назначать в соответствии с видом поверхности и точностью её обработки по табл. 3. Таблица 3 Шероховатость поверхностей
Пример выполнения конструкторской доработки чертежа детали приведён на рис. 4 и 5. План обработки детали
Содержание переходов следует записывать согласно ГОСТ 3.1702–79, например, при обработке наружной поверхности: «Точить (или обточить) фасонную поверхность по программе, выдерживая размеры по эскизу»; при сверлении: «Сверлить отверстие d = 15 + 0, 3 мм; l = 34 ± 0, 5 мм» и т. д.
Рис. 7. План обработки детали По программировани ю 1. Для удобства программирования точку смены инструмента для всех переходов операции, выполняемых с револьверного суппорта, целесообразно принять одну и ту же. По условиям безопасной работы её следует расположить: – для поперечного перемещения – на оси шпинделя; – для продольного перемещения – так, чтобы наименьшее расстояние между заготовкой и инструментом при повороте револьверной головки составляло 100...150 мм. 2. В одном кадре программы задаётся только одна из команд: М, S, Т, F, G, Х, Z. Кроме этих команд в состав кадра могут быть включены следующие признаки и символы:
*,
Символ * (звёздочка) указывает на то, что данный кадр входит в состав группы. Отработка его осуществляется совместно с последующим кадром. В группу должны входить кадры с адресами Х и Z. Включение признака в последний кадр недопустимо. Признак 3. Привод главного движения имеет два диапазона скоростей с бесступенчатым регулированием: первый диапазон 10–1000 об/мин (код М41), второй – 800–2500 об/мин (код М42). Первый диапазон задаётся командой М41 в начале программы. 4. Номер кадра может принимать значения от 0 до 249. 5. Для обработки криволинейных поверхностей, у которых образующий контур представляет собой дугу окружности с произвольным углом, используют команды: G2 – при обходе контура по часовой стрелке и G3 – против часовой стрелки. Если дуга окружности выходит за пределы одного квадранта (центр окружности квадрантов совпадает с центром дуги, а оси деления – параллельны осям координат), то она не может быть запрограммирована одной командой. В этих случаях поверхность обработки разделяют на примыкающие друг к другу участки, каждый из которых не выходит за пределы одного квадранта (см. расчётные схемы в табл. 8). Траектория перемещения инструмента на участке задаётся группой кадров.
Таблица 7 Библиографический список 1. Металлорежущие инструменты: учебник для вузов / Г.Н. Сахаров [и др.] – М.: Машиностроение, 1989. – 328 с. 2. Семенченко И.И. Проектирование металлорежущих инструментов / 3. Справочник инструментальщика / И.А. Ординарцев [ и др.]; под общ. ред. И.А. Ординарцева. – Л.: Машиностроение, Ленингр. отд-ние, 1987 – 846 с. 4. Проектирование инструментальной наладки на револьверный станок: метод. указания / сост. Ю.В. Попов [и др.]. – Омск: ОмПИ, 1982. – 32 с. 5. Технология изготовления металлорежущих инструментов с применением станков с ЧПУ: метод. указания / сост. Ю.В. Попов [и др.] – Омск: ОмПИ, 1988. – 32 с. 6. Разработка технологического процесса изготовления державки резца с механическим креплением многогранной пластины с применением станков с ЧПУ: метод. указания / сост. Ю.В. Попов [и др.]. – Омск: ОмПИ, 1989. – 40 с. 7. Методические указания к выполнению курсового проекта по проектированию и производству металлорежущих инструментов: метод. указания / Сост. Ю.В. Попов [и др.] – Омск: ОмПИ, 1981. – 26 с.
Редактор Ю. Ю. Аптрашева Компьютерная верстка – О. Н. Савостеевой
ИД № 06039 от 12.10.2001 г. Сводный темплан 2012 г. Подписано в печать. Формат 60× 84 1/16. Бумага офсетная. Отпечатано на дупликаторе. Усл. печ. л.. Уч.-изд. л.. Тираж экз. Заказ. _________________________________________________________ Издательство ОмГТУ. 644050, г. Омск, пр. Мира, 11; т. 23-02-12 Типография ОмГТУ
Назначение станка
Токарно-револьверный станок мод. 1В340Ф30 с вертикальной осью Класс точности станка – П по ГОСТ 8-82. Основные данные станка
Основные данные устройства ЧПУ
Тип устройства «Электроника НЦ-31» Способ задания размеров в программе в абсолютных измерениях и в приращениях Число одновременно управляемых координат 2 Точность интерполяции ±1 дискрета Система кодирования информации По ГОСТ 13052-74 Задаваемый шаг резьбы, мм 0, 0001 – 40, 95
Основные размеры револьверной головки и схема устройства закрепления вспомогательного инструмента приведены на рис. 1, размеры рабочего пространства станка – на рис. 2.
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Последнее изменение этой страницы: 2019-03-30; Просмотров: 379; Нарушение авторского права страницы



 1
1
 2
2
 3
3 4
4
 1; 5; 6; 11; 8; 15
1; 5; 6; 11; 8; 15
 2; 5; 6; 15; 3; 10; 12; 14; 15
2; 5; 6; 15; 3; 10; 12; 14; 15
 1; 5; 6; 3; 8; 15
1; 5; 6; 3; 8; 15
 2; 5; 6; 12; 15; 2; 13; 15
2; 5; 6; 12; 15; 2; 13; 15 9
2; 15; 3; 5; 6; 7; 1φ = 63°; 10; 14; 15
9
2; 15; 3; 5; 6; 7; 1φ = 63°; 10; 14; 15
 1; 15; 3; 5; 6; 7; 10; 14; 15
1; 15; 3; 5; 6; 7; 10; 14; 15
 11
3; 15; 5; 6; 8; 1 (φ = 63°)13; 15
11
3; 15; 5; 6; 8; 1 (φ = 63°)13; 15
 12
12 13
13
 14
14
 15
15
 16
16 17
17
 18
18
 19
19

 21
21
 22
22
 24
24
 3; 5; 6; 7; 2; 10; 8; 15
3; 5; 6; 7; 2; 10; 8; 15
 1; 5; 6; 8; 2; 10; 12; 14; 15
1; 5; 6; 8; 2; 10; 12; 14; 15
 3; 5; 6; 8; 10; 2; 14; 15
3; 5; 6; 8; 10; 2; 14; 15
 1; 15; 2; 5; 6; 7; 10; 14; 15
1; 15; 2; 5; 6; 7; 10; 14; 15
 3; 5; 6; 9; 10; 12; 14; 15
3; 5; 6; 9; 10; 12; 14; 15
 1; 15; 5; 6; 2; 8; 15
1; 15; 5; 6; 2; 8; 15
 3; 5; 6; 12; 10; 14; 15
3; 5; 6; 12; 10; 14; 15
 2; 5; 6; 3; 7; 15
2; 5; 6; 3; 7; 15





















 ,
,  , +45°, – 45°.
, +45°, – 45°.