|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Конструкторская доработка чертежа детали
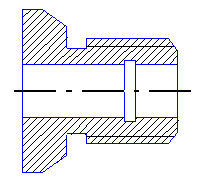
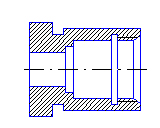
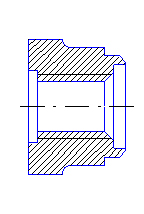
В задании указан номер детали, представленной контуром осевого сечения в классификаторе на рис. 3. Для выполнения последующих разработок необходимо назначить номинальные размеры, допуски и шероховатость поверхностей. Номинальные размеры В качестве заготовки для обработки всех деталей классификатора используется пруток по ГОСТ 2590-71. Наибольший диаметр детали не должен выходить за пределы значений, допустимых по технической характеристике станка, т. е. 24...40 мм. Кроме того, необходимо учесть припуск на обработку. Поэтому наибольший диаметр детали не должен выходить за пределы значений Остальные размеры назначают конструктивно с сохранением заданной конфигурации детали и в соответствии с рядами нормальных линейных размеров по ГОСТ 6633-69 (табл.1).
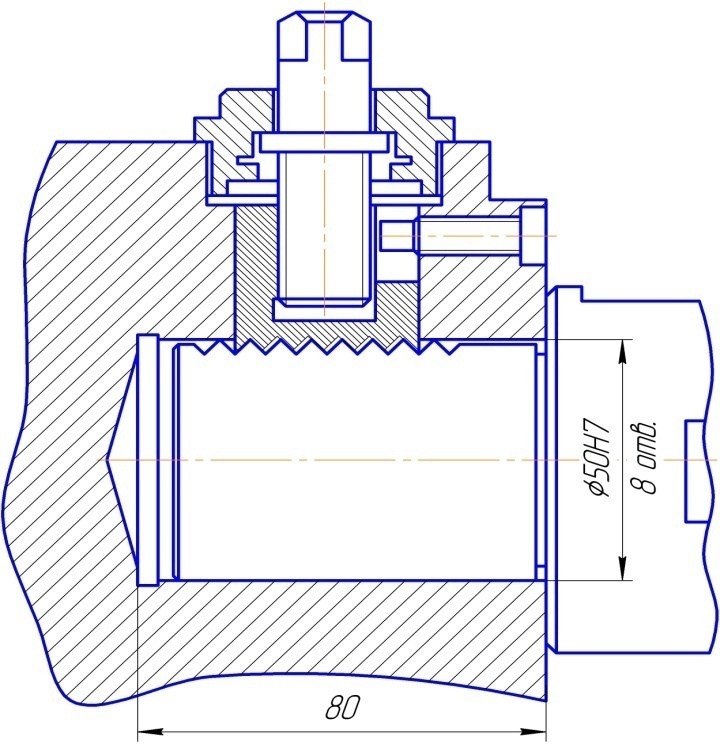
Рис. 1. Револьверная головка (а) и схема закрепления
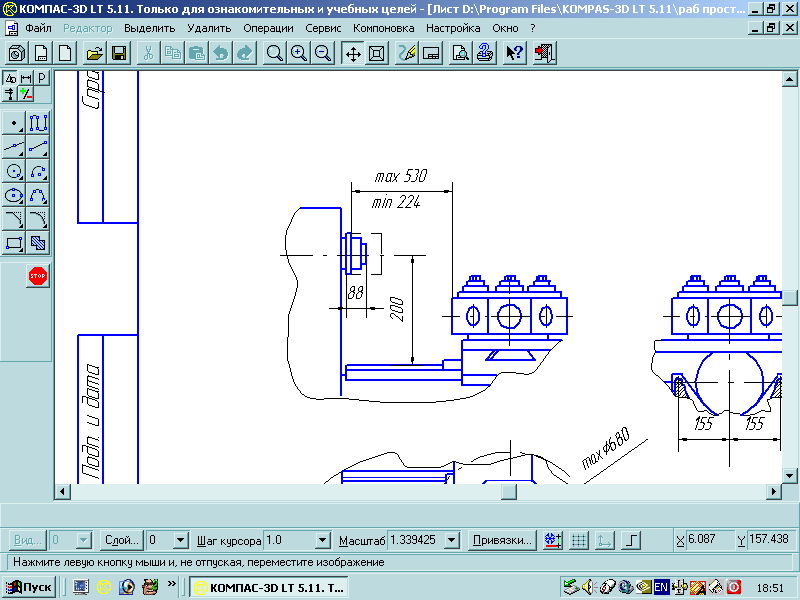
Рис. 2. Габарит рабочего пространства станка Таблица 1 Нормальные линейные размеры (ГОСТ 6638- 69 )
При выборе размеров предпочтение следует отдавать рядам с более грубой градацией, т. е. рад Rа 5 следует предпочитать ряду Rа 10, ряд Rа 10 – ряду
Допуски При назначении допусков следует руководствоваться данными технической характеристики станка и экономически целесообразной точностью обработки на токарно-револьверных станках. Наименьший квалитет на диаметральные размеры – 8, наибольшая точность по длине 0, 08...0, 1 мм (отклонение размера между двумя обработанными ступенями). Предельные по точности значения допусков следует назначать не более чем на одну из наружных и одну из внутренних поверхностей. Для остальных поверхностей следует предусмотреть более грубую обработку до 14 квалитета включительно. Численные значения предельных отклонений определяют по табл. 2 в соответствии с назначенным квалитетом и номинальным размером.
Рис. 3. Классификатор деталей (окончание см. на с. 10)
Рис. 3. Окончание (начало см. на с. 9) Таблица 2 Допуски по квалитетам, мм ( ГОСТ 25346-89 )
Примечание. Поля допусков рекомендуется располагать относительно номинального размера: в «плюс» – для диаметральных размеров внутренних поверхностей, в «минус» – для диаметральных размеров наружных поверхностей, симметрично – для остальных размеров. Точность нарезания резьбы резцом принять: наружной – 8g, внутренней – 7Н по ГОСТ 16093-70.
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Последнее изменение этой страницы: 2019-03-30; Просмотров: 458; Нарушение авторского права страницы



 1
1
 2
2
 3
3 4
4
 1; 5; 6; 11; 8; 15
1; 5; 6; 11; 8; 15
 2; 5; 6; 15; 3; 10; 12; 14; 15
2; 5; 6; 15; 3; 10; 12; 14; 15
 1; 5; 6; 3; 8; 15
1; 5; 6; 3; 8; 15
 2; 5; 6; 12; 15; 2; 13; 15
2; 5; 6; 12; 15; 2; 13; 15 9
2; 15; 3; 5; 6; 7; 1φ = 63°; 10; 14; 15
9
2; 15; 3; 5; 6; 7; 1φ = 63°; 10; 14; 15
 1; 15; 3; 5; 6; 7; 10; 14; 15
1; 15; 3; 5; 6; 7; 10; 14; 15
 11
3; 15; 5; 6; 8; 1 (φ = 63°)13; 15
11
3; 15; 5; 6; 8; 1 (φ = 63°)13; 15
 12
12 13
13
 14
14
 15
15
 16
16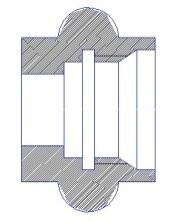 17
17
 18
18
 19
19

 21
21
 22
22
 24
24
 3; 5; 6; 7; 2; 10; 8; 15
3; 5; 6; 7; 2; 10; 8; 15
 1; 5; 6; 8; 2; 10; 12; 14; 15
1; 5; 6; 8; 2; 10; 12; 14; 15
 3; 5; 6; 8; 10; 2; 14; 15
3; 5; 6; 8; 10; 2; 14; 15
 1; 15; 2; 5; 6; 7; 10; 14; 15
1; 15; 2; 5; 6; 7; 10; 14; 15
 3; 5; 6; 9; 10; 12; 14; 15
3; 5; 6; 9; 10; 12; 14; 15
 1; 15; 5; 6; 2; 8; 15
1; 15; 5; 6; 2; 8; 15
 3; 5; 6; 12; 10; 14; 15
3; 5; 6; 12; 10; 14; 15
 2; 5; 6; 3; 7; 15
2; 5; 6; 3; 7; 15