Вспомогательные инструменты, входящие в комплект поставки станка
| Наименование
| Эскиз
|
| Державка резцовая с перпендикулярным открытым пазом
| 
|
| Державка резцовая с перпендикулярным открытым пазом(удлинённая)
| 
|
| Державка резцовая с осевым открытым пазом (расточная)
| 
|
| Державка резцовая с перпендикулярным открытым пазом
| 
|
| Державка цилиндрическая
| 
|
Продолжение табл. 7
| Наименование
| Эскиз
|
| Державка цилиндрическая (удлинённая)
| 
|
| Державка двухгнёздная
| 
|
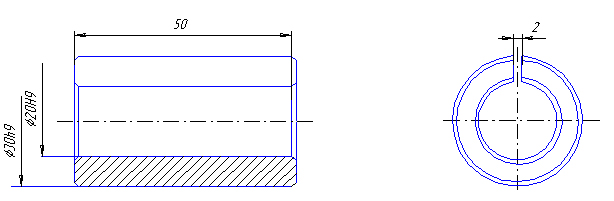
| Втулка переходная с цилиндрическим отверстием диаметром 20 мм
| 
|
| Втулка переходная с цилиндрическим отверстием диаметром 30 мм
| 
|
| Втулка переходная с конусом Морзе № 2 и № 3
| 
|
Окончание табл. 7
| Наименование
| Эскиз
|
| Втулка переходная с конусом Морзе № 2 и № 3
| 
|
| Втулка переходная с конусом Морзе № 1 и № 2
| 
|
| Втулка переходная разжимная
| 
|
| Упор
| 
|

Рис. 11. Схема установки инструментов в револьверной головке
Формат команд имеет следующий вид:
G2(G3)  ,
, 
 F....,
F...., 

где  – величина приращения по оси Х до конечной точки дуги (на радиус);
– величина приращения по оси Х до конечной точки дуги (на радиус);
 – величина приращения по оси Z до конечной точки дуги;
– величина приращения по оси Z до конечной точки дуги;
F – подача на участке обработки (команду можно опустить, если подача та же, что и на предыдущем участке обработки);
 – координаты соответственно Х и Z исходной точки участка дуги относительно центра дуги. Последовательность задания адресов Р в группе должна строго соблюдаться.
– координаты соответственно Х и Z исходной точки участка дуги относительно центра дуги. Последовательность задания адресов Р в группе должна строго соблюдаться.
В табл. 6 приведены примеры программирования обработки криволинейных поверхностей из состава заданий курсовой работы. Рассмотрим численный пример применительно к детали на рис. 5. Расчётная схема в табл. 8 принята для случая обхода контура против часовой стрелки.
Дано:  мм;
мм;  мм;
мм;  мм.
мм.
Расчет величин перемещений и параметров:
Участок 1-2:
 мм;
мм;
 мм;
мм;
 мм;
мм;
 мм.
мм.
Участок 2-3:
 мм;
мм;
 мм;
мм;

 мм.
мм.
Программа:
участок 1-2 участок 2-3
| G3*
| G3*
|
| X –400*
| X 400*
|
| Z –529*
| Z –529*
|
| P –600*
| P –800*
|
| P 529*
| P 0
|
В табл. 9 и 10 приведены примеры составления управлявших программ
на типовые переходы по координатным чертежам рис. 8.
Таблица 8
Примеры определения перемещений и параметров группы кадров
при обработке контура дуги окружности менее 90 °
| Расчётная схема
| Определение перемещений
и параметров
| Программа
|
| Формула
| Знак
|
| 1. Обработка контура против часовой стрелки

R, х1, 3, х2 – заданы на операционном эскизе
| Участок 1-2
|
| Δ х = (х1 – х2)/2
| минус
| G3*
X< –Δ х> *
Z< –Δ z> *
P< –px> *
P< pz>
|
| px = R – Δ х
| минус
|
| pz = (R2 – p2x)½
| плюс
|
| Δ z = pz
| минус
|
| Участок 2-3
|
| Δ х = (х3-х2)/2
| плюс
| G3*
X< Δ х> *
Z< –Δ z> *
P< –px> *
P0
|
| px = R
| минус
|
| pz = 0
|
|
| Δ z = (R2-(R-Δ x)2)½
| минус
|
| 2. Обработка контура по часовой стрелке

R, х1, 3, х2 – заданы на операционном эскизе
| Участок 1-2
|
| Δ х = (х2 – х1)/2
| плюс
| G2*
X< Δ х> *
Z< –Δ z> *
P< px> *
P< pz>
|
| px = R – Δ х
| плюс
|
| pz = (R2 – p2x) ½
| плюс
|
| Δ z = pz
| минус
|
| Участок 2-3
|
| Δ х = (х2 – х3)/2
| минус
| G2*
X< –Δ х> *
Z< –Δ z > *
P< px> *
P< pz>
|
| px = R
| плюс
|
| pz = 0
|
|
| Δ z = (R2 – (R – x)2) ½
| минус
|
| | | | | |
Таблица 9
Пример составления управлявшей программы на 2 -й переход (рис. 8 а)
| Координаты
опорных точек
траектории
| Программа
| Содержание программы
| |
| №
кадра
| Кодовая
запись кадра
| |
| № точ.
| Х
| Z
| |
|
|
|
| 1
| Т2
| Вызвать на рабочую позицию инструмент, закреплённый в гнезде 2 (рис. 11)
| |
| и.т.
| Хи.т
| Zи.т.
| 2
|  Х< хи.т> * Х< хи.т> *
| Переместить инструмент в исходную точку перехода на быстром ходу
одновременно по двум осям
| |
|
|
|
| 3
| Z< zи.т.>
| |
|
|
|
| 4
| М4
| Задать левое вращение шпинделя
| |
|
|
|
| 5
| S700
| Установить частоту вращения шпинделя 700 об/мин
| |
|
|
|
| 6
| F20
| Установить рабочую подачу 0, 2 мм/об
| |
|
|
|
| 7
| M08
| Включить охлаждение
| |
| 1
| Х1
| 0
| 8
| Х< х1> *
| Переместить инструмент в т. 1 на быстром ходу одновременно по двум осям
| |
|
|
|
| 9
| Z0
| |
| 2
| 0
| 0
| 10
| X0
| Переместить инструмент в т. 2 по оси Х на рабочей подаче
| |
| 3
| 0
| Z3
| 11
| Z< z3>
| Переместить инструмент в т. 3 по оси Z на рабочей подаче
| |
| 4
| Х4
| Z4
| 12
| X< x4>
| Переместить инструмент в т. 4 по оси Х на рабочей подаче
| |
|
|
|
| 13
| G77 *
| Многопроходный цикл продольного точения с удвоенной глубиной резания на проходе 1, 5 мм
После выполнения цикла инструмент вернётся в т. 4
| |
| 5
| X5
| Z5
| 14
| Х< х5>
| |
|
|
|
| 15
| Z< z5>
| |
|
|
|
| 16
| Р150
| |
| 6
| X6
| Z6
| 17
| Х< х6> *
| Переместить инструмент в т. 6 на быстром ходу одновременно по двум осям
| |
|
|
|
| 18
| Z< z6>
| |
| 7
| X7
| Z7
| 19
| Z< z7>
| Переместить инструмент в т. 7 по оси Z на рабочей подаче
| |
Окончание табл. 9
| Координаты
опорных точек
траектории
| Программа
| Содержание программы
|
| № точ.
| Х
| Z
| № кадра
| Кодовая запись кадра
|
| 8
| X8
| Z8
| 20
| Х< х8>
| Переместить инструмент в т. 8 по оси Х на рабочей подаче
|
| и.т.
| Хи.т
| Zи.т.
| 21
| Х< хи.т.> *
| Переместить инструмент в исходную точку перехода на быстром ходу одновременно по двум осям
|
|
|
|
| 22
| Z< zи.т.>
|
| с.и.
| 0
| zс.и.
| 23
| Х0*
| Переместить револьверную головку
в точку смены инструмента на быстром ходу одновременно по двум осям
|
|
|
|
| 24
| Z< zс.и.>
|
Примечание. Цикл G77 обеспечивает многопроходный съём чернового припуска в продольном направлении (может быть выполнен с кинематическим дроблением стружки). Цикл имеет формат:
G77, Х(x)..., Z(z)…, F..., Р1..., Р2…,
где – признак, указывающий, что установка резца на глубину резания будет происходить на ускоренном ходу, при отсутствии признака – на рабочей подаче: х – конечный диаметр обработки; z – координата конечной точки прохода; F – рабочая подача на черновых проходах (зачистной проход осуществляется без стружкодробления на подаче, заданной в программе до выполнения цикла); Р1 – припуск на проход (задаётся на диаметр); Р2 – величина скоса по оси Z (разность между длинами первого и последнего проходов) – всегда положительная или равна нулю (если торец ступени перпендикулярен оси детали).
Параметры стружкодробления задаются оперативными параметрами станка.
Признак перед функцией G77 указывает на необходимость возврата инструмента в конце цикла на обработанный контур (т. X5, Z4 на рис. 8); при отсутствии признака инструмент по окончании цикла возвращается в исходную точку цикла (т. 4, рис. 8).
Таблица 10
Пример составления управлявшей программы на 3-й и 4-й переходы (рис. 8б)
| Координаты
опорных точек
траектории
| Программа
| Содержание программы
| |
| №
кадра
| Кодовая
запись кадра
| |
| № точ.
| Х
| Z
| |
| 3-й переход
| |
|
|
|
| 1
| Т3
| Вызвать на рабочую позицию инструмент, закреплённый в гнезде 3 (рис. 11)
| |
| и.т.
| 0
| Zи.т.
| 2
| Z< zи.т> *
| Переместить инструмент в исходную точку перехода по оси Z на быстром ходу
| |
|
|
|
| 3
| S900
| Установить частоту вращения шпинделя 900 об/мин
| |
|
|
|
| 4
| F10
| Установить рабочую подачу 0, 1 мм/об
| |
| 1
| 0
| Z1
| 5
| Z< z1> *
| Переместить инструмент в т. 1 по оси Z на быстром ходу
| |
| 2
| 0
| Z2
| 6
| Z< z2>
| Переместить инструмент в т. 2 по оси Z на рабочей подаче
| |
| и.т.
| 0
| Zи.т.
| 7
| Z< zи.т>
| Переместить инструмент в и.т. по оси Z на быстром ходу
| |
| 4-й переход
| |
| 3
| X3
| Z3
| 8
| X< x3>
| Переместить инструмент (центровочное сверло) в т. 3 по оси X на быстром ходу
| |
| 4
| X4
| Z4
| 9
| Z< Δ z4>
| Переместить инструмент в т. 4 на быстром ходу. Величина перемещения Δ z4 задана в относительной системе отсчёта (т.е. ставится знак минус)
| |
|
|
|
| |
|
|
|
| |
| 5
| X5
| Z5
| 10
| G73 *
| Цикл глубокого сверления с периодическим быстрым выводом сверла из заготовки через каждые 10 мм пути рабочего хода
| |
|
|
|
| 11
| Z< z5> *
| |
|
|
|
| 12
| P1000
| |
| с.и.
| 0
| zс.и.
| 13
| Х0
| Переместить револьверную головку в точку смены инструмента на быстром ходу одновременно по двум осям
| |
|
|
|
| 14
| Z< zс.и.>
|
Последнее изменение этой страницы: 2019-03-30; Просмотров: 376; Нарушение авторского права страницы
