
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Проектирование инструментальной наладки
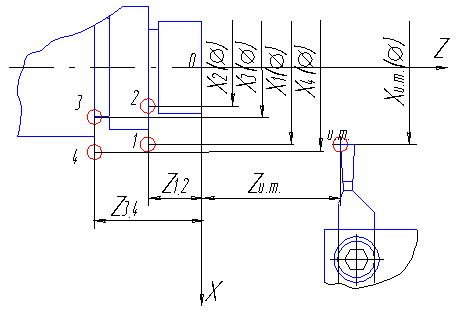
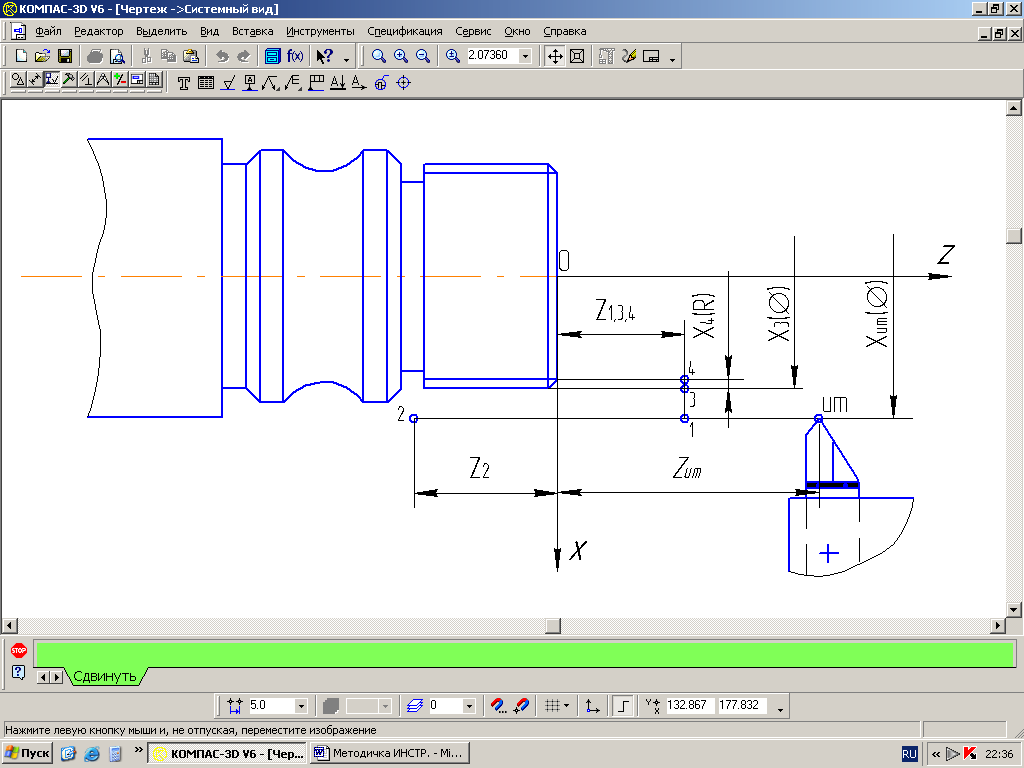
Проектирование наладки осуществляют на основе плана обработки детали. Раздел включает выполнение следующих работ: – составление координатных чертежей на операцию (по переходам); – выбор вспомогательных инструментов; – составление схемы установки инструментов в револьверной головке; – составление управляющей программы (на один-два перехода по согласованию с руководителем проекта). Получение формы и размеров на токарных станках с ЧПУ обеспечивается движением инструмента по траектории, заданной управляющей программой. Для составления программы используют опорные точки. К опорным точкам согласно ГОСТ 20523-80 относят точки расчётной траектории, в которых происходит изменение закона, описывающего траекторию, или условий протекания технологического процесса. Определение траектории перемещения инструмента с последующей размерной привязкой её к заготовке осуществляют с помощью системы координат. Начало системы обычно совпадает с технологической или измерительной базами заготовки, а направление осей принимают одинаковым с направлением координатных осей станка. При обработке деталей из прутка в качестве технологической и измерительной баз используют правый торец заготовки. Расчётные координаты опорных точек траектории инструмента, заданные в выбранной системе координат, составляют основное содержание координатного чертежа. Примеры оформления координатных чертежей приведены на рис. 8, 9, 10. В качестве вспомогательных инструментов используют: для закрепления резцов – державки, для закрепления хвостовых инструментов – втулки. Типы и основные размеры вспомогательных инструментов, входящих в комплект поставки станка, приведены в табл. 7. Способ закрепления инструментов в револьверной головке показан на рис. 1. Общий вид инструментальной наладки выполняют в виде схемы, приведённой на рис. 11. На схеме должно быть показано: – размещение комплекта режущих и вспомогательных инструментов в гнёздах револьверной головки; – схема закрепления заготовки; – технологические движения, подлежащие программированию; – направление координатных осей станка. Схему составляют на основе плана обработки, выбирая вариант размещения инструментов, обеспечивавший наименьшие затраты вспомогательного времени на выполнение операции.
а)
б)
Рис. 8. Координатные чертежи траектории инструмента
а)
б)
Рис. 9. Координатные чертежи траектории инструмента
а)
б)
Рис. 10. Координатные чертежи траектории инструмента на 7 и 8 переходах
Одним из основных требований к инструментальной наладке является обеспечение обработки детали по чертежу или операционному эскизу. Для станка с ЧПУ выполнение этого требования в полном объёме будет в том случае, если к наладке приложена управляющая программа. Управляющая программа представляет собой совокупность команд на языке программирования, соответствующая заданному алгоритму функционирования станка для обработки конкретной заготовки. Станок 1В340Ф30 оснащён оперативным устройством числового программного управления «Электроника НЦ-31», составление программы обработки для которого не требует специальной подготовки. Свод программы в память УЧПУ осуществляется, как правило, с пульта управления. Лицевая панель пульта, расшифровка адресного набора команд, примеры программ на типовые переходы и циклы обработки приведены в методических указаниях [5] и [6]. Ниже рассмотрены дополнительные примеры программирования, связанные с особенностями конструкции станка и обрабатываемых деталей. 3.3. Практические рекомендации и дополнительные сведения По программировани ю 1. Для удобства программирования точку смены инструмента для всех переходов операции, выполняемых с револьверного суппорта, целесообразно принять одну и ту же. По условиям безопасной работы её следует расположить: – для поперечного перемещения – на оси шпинделя; – для продольного перемещения – так, чтобы наименьшее расстояние между заготовкой и инструментом при повороте револьверной головки составляло 100...150 мм. 2. В одном кадре программы задаётся только одна из команд: М, S, Т, F, G, Х, Z. Кроме этих команд в состав кадра могут быть включены следующие признаки и символы:
*,
Символ * (звёздочка) указывает на то, что данный кадр входит в состав группы. Отработка его осуществляется совместно с последующим кадром. В группу должны входить кадры с адресами Х и Z. Включение признака в последний кадр недопустимо. Признак 3. Привод главного движения имеет два диапазона скоростей с бесступенчатым регулированием: первый диапазон 10–1000 об/мин (код М41), второй – 800–2500 об/мин (код М42). Первый диапазон задаётся командой М41 в начале программы. 4. Номер кадра может принимать значения от 0 до 249. 5. Для обработки криволинейных поверхностей, у которых образующий контур представляет собой дугу окружности с произвольным углом, используют команды: G2 – при обходе контура по часовой стрелке и G3 – против часовой стрелки. Если дуга окружности выходит за пределы одного квадранта (центр окружности квадрантов совпадает с центром дуги, а оси деления – параллельны осям координат), то она не может быть запрограммирована одной командой. В этих случаях поверхность обработки разделяют на примыкающие друг к другу участки, каждый из которых не выходит за пределы одного квадранта (см. расчётные схемы в табл. 8). Траектория перемещения инструмента на участке задаётся группой кадров.
Таблица 7 |
Последнее изменение этой страницы: 2019-03-30; Просмотров: 415; Нарушение авторского права страницы




 ,
,  , +45°, – 45°.
, +45°, – 45°.