
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Устаткування для листового штампування
Для листового штампування використовують кривошипні листоштампувальні преси простої й подвійної дії, ексцентрикові преси, гідравлічні преси та ін.
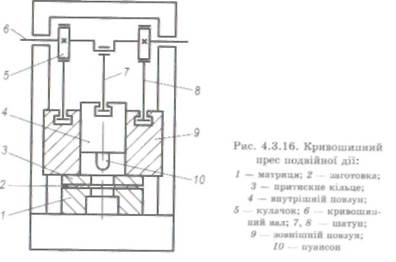
Кривошипні преси для листового штампування розвивають зусилля від 5 до 45 МН. Схема кривошипного листоштампувального преса простої дії подібна до відповідного преса для об'ємного штампування. Кривошипні преси подвійної дії для листового штампування застосовують на операціях витягання. Особливість їх будови в тому, що прес має два повзуни — внутрішній 4 (рис. 4.3.16) і зовнішній 9. Внутрішній повзун рухається від шатуна 7, зовнішній — від кулачків 5, закріплених на кривошипному валі 6. Зовнішній повзун у нижньому положенні притискає краї заготовки 2 до матриці 1, після чого внутрішній повзун деформує заготовку пуансоном 10. Закінчивши штампування, обидва повзуни рухаються вгору і там зупиняються. ЗВАРЮВАЛЬНЕ ВИРОБНИЦТВО Зварювання є найважливішим методом отримування неро-знімних з'єднань у машинобудуванні, будівництві, спорудженні магістральних трубопроводів, кораблебудуванні, мостобудуванні, приладобудуванні та багатьох інших галузях промисловості. Щоб зварити між собою елементи конструкції, необхідно зблизити їх контактні поверхні до відстаней міжатомної взаємодії (0, 2...0, 5 нм). З цією метою використовують два основні способи такого зближення: — розплавлення країв з'єднуваних елементів і присадного матеріалу (електродугове, газове, електрошлакове, лазерне, електронно-променеве, плазмове та інші способи зварювання); — пластичну деформацію у місцях з'єднання (електроконтактне, ультразвукове, ковальське зварювання, зварювання тертям, вибухом тощо). Найпоширенішим способом зварювання було і залишається зварювання плавленням. Зварювання з використанням пластичної деформації посідає друге місце і має тенденцію до зростання. Зварюють не лише метали, а й окремі неметалеві матеріали, зокрема пластмаси. Заготовками для різноманітних зварних металевих конструкцій служать вальцівки, кованки, штамповки та виливки. Раціонально вибираючи матеріал і профіль заготовки, можна створити полегшену й надійну зварну конструкцію з невисокою собівартістю її виготовлення.
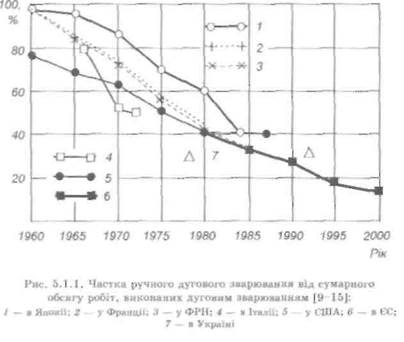
Розділ 5.1 ЗВАРЮВАННЯ ПЛАВЛЕННЯМ Ручне дугове зварювання Ручне дугове зварювання покритими електродами займає провідну позицію серед способів зварювання плавленням, особливо там, де недоцільно механізувати цей процес (короткі шви, складна їх траєкторія, незручне розташування у просторі тощо). Незважаючи на свою універсальність й низьку вартість зварювального устаткування, цей спосіб поступово витісняється механізованими способами дугового зварювання. Частка ручного дугового зварювання від сумарного обсягу робіт, виконаних дуговим зварюванням, поступово зменшується і в індустріально розвинених країнах тепер становить 20...30 % (рис. 5.1.1).
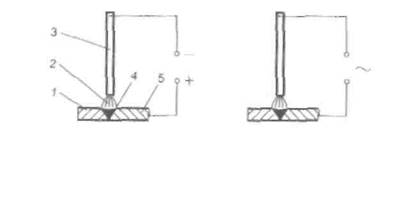
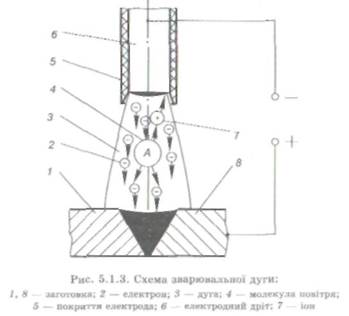
а б Рис. 5.1.2. Схема ручного дугового зварювання постійним (а) і змінним (б) струмом: 1, 5 — заготовка; 2 — електрична дуга; 3 — електрод; 4 — зварювальна ванна Суть методу ручного дугового зварювання у тому, що за допомогою теплоти зварювальної дуги 2 (рис. 5.1.2) поступово розплавляється електрод 3 та краї заготовок 2 і 5, а рідкий метал щільно заповнює простір між ними, утворюючи зварювальну ванну 4, а після кристалізації рідкого металу — зварний шов. Шов міцно і надійно з'єднує зварені заготовки в одне ціле. Зварник рукою переміщує електродотримач з електродом у напрямку до заготовок і вздовж майбутнього шва. 51.1.1. ЗВАРЮВАЛЬНА ДУГА Зварювальною дугою називають потужний і стабільний електричний розряд у середовищі іонізованих газів та випарів металу, який супроводжується інтенсивним виділенням теплоти і світла. Повітря у звичайних умовах складається з нейтральних молекул, тому воно не є провідником електричного струму. Щоб молекули повітря дугового проміжку стали провідником струму, їх необхідно іонізувати. З цією метою електрод на короткий час дотикають до заготовки, після цього віддалять його на відстань довжини дуги. Під час дотику між торцем електрода й заготовкою відбувається коротке замикання, внаслідок чого метал контактних поверхонь швидко нагрівається до високої температури. Після відриву електрода з нагрітого катода під дією електричного поля починається електронна емісія. Емісія електронів з катода відбувається під впливом двох факторів —
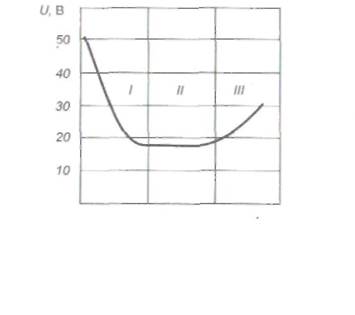
високої температури (термоелектронна емісія) і напруженості електричного поля (автоелектронна емісія). Електрони 2 (рис. 5.1.3), зіштовхуючись з молекулами повітря 4 й випарами металу, іонізують їх. Позитивно заряджені іони 7 з великою швидкістю рухаються до катода 6, а електрони й негативно заряджені іони — до анода 8. Під час зіткнення з електродом і заготовкою кінетична енергія заряджених частинок перетворюється у теплову. Температура в центрі стовпа дуги найбільша і становить 6000... 7000 °С. Напруга, необхідна для запалювання дуги, у випадку постійного струму повинна перевищувати ЗО...35 В, а у випадку змінного струму — 50...55 В. У режимі стійкого горіння напруга спадає до 18...ЗО В. Напруга дуги залежить від складу газів, у яких горить дуга, довжини дуги, сили струму, матеріалу електрода та виробу. Електричні властивості дуги описуються її вольт-амперною характеристикою, тобто залежністю між напругою та струмом дуги. Ця залежність при незмінній довжині дуги складається із трьох ділянок (рис. 5.1.4): 2 3 і а 10 10 10 •м Рис. 5.1.4. Статична вольт-амперна характеристика дуги (діаметр електрода і довжина дуги постійні): / — спадна, //, III — жорстка і зростальна ділянки відповідно — спадної І; — жорсткої (горизонтальної) II; — крутої (зростальної) III. На ділянці /, де струм невеликий, дуговий проміжок недостатньо іонізований і тому для горіння дуги потрібна підвищена напруга. Тут дуга нестабільна. Зі збільшенням сили струму до 80 А поступово зростає ступінь іонізації, а разом з ним — провідність дугового проміжку, що спричинює різке зменшення напруги. На ділянці // з ростом сили струму збільшується площа перерізу стовпа дуги, через що густина струму й напруга залишаються незмінними. На ділянці /// зростання сили струму вже не зумовлює збільшення площі перерізу дуги, внаслідок чого густина струму зростає і водночас зростає напруга дуги. Ручне електродугове зварювання провадять у межах /і" ділянки, рідше / ділянки вольт-амперної характеристики. Збільшення довжини дуги зумовлює зміщення вольт-амперної характеристики вгору, а зменшення довжини дуги — зміщення цього графіка вниз.
Особливістю електродугового зварювання є короткі замикання і коливання довжини дуги. Короткі замикання відбуваються і під час запалювання дуги, і під час перенесення металу із електрода на виріб у вигляді крапель (30...40 крапель/с). Напруга дуги в момент короткого замикання спадає майже до нуля, а значення струму дуже зростає. Для обмеження струму короткого замикання необхідно, щоб джерело живлення мало спадну зовнішню характеристику. Зовнішньою характеристикою джерела живлення зварювальної дуги називають залежність між напругою U і силою струму / на вихідних його затискачах. Рис. 5.1.5 (лінія 2) свідчить, що зі зниженням напруги величина сили струму зростає, але обмежено. Дуга й джерело її живлення утворюють єдину систему. Тому зовнішня характеристика (лінія 1) і вольтамперна характеристика (лінія 2) мають спільні точки В і С, що є умовою енергетичної рівноваги системи. Точка В відповідає запалюванню дуги, а точка С — стійкому її горінню. Координати точки С (Ua, I3) характеризують режим зварювання. Під час короткого замикання напруга дуги спадає майже до нуля (точка D), а сила струму короткого замикання мало перевищує силу робочого струму І3. Що крутіша зовнішня характеристика, то менші коливання значень зварювального стуму, зумовлені зміною довжини дуги під час ручного зварювання.
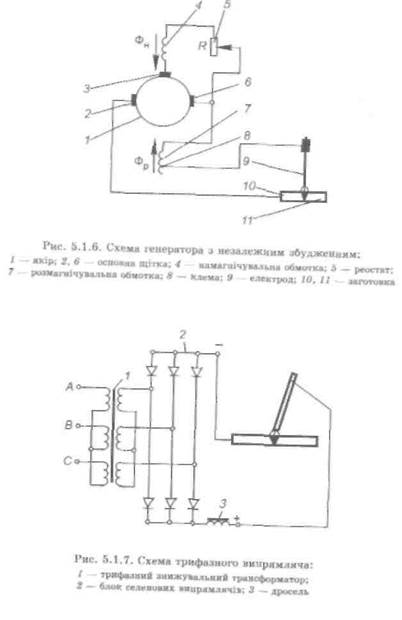
Для дугового зварювання використовують постійний та змінний струм. Джерелами постійного струму є зварювальні генератори та випрямлячі, а джерелами змінного струму — зварювальні трансформатори. Максимальна напруга джерела живлення коливається в межах 60...80 В і не повинна перевищувати 80 В в умовах безпечної роботи. Зварювальні генератори є спеціальними зварювальними машинами постійного струму, якір яких приводиться в обертання електродвигуном змінного струму або двигуном внутрішнього згорання. На рис. 5.1.6 зображена схема генератора з незалежним збудженням. Він має дві обмотки — намагнічувальну 4, яка створює основний магнітний потік Ф„ і розмагнічувальну 7, через яку пробігає зварювальний струм. Магнітний потік розмагнічувальної обмотки ФР скерований протилежно до основного потоку. Намагнічувальний потік не залежить від зварювального струму, а розмагнічувальний потік залежить. Зі збільшенням зварювального струму зростає потік Фр і зменшується загальний потік, створюваний магнітною системою генератора. Цим обмежується струм короткого замикання і створюється спадна зовнішня характеристика зварювального генератора. Зварювальний струм знімається з основних щіток 2 і 6. Його регулюють ступеневим вмиканням відповідної кількості секцій в розмагнічувальній обмотці за допомогою клем 8 або плавно реостатом 5, який ввімкнутий в електричне коло намагнічувальної обмотки. Зі зменшенням опору R реостата струм в намагнічувальній обмотці і потік Фн зростають, а разом з ними зростає зварювальний струм. Щоб зменшити зварювальний струм, необхідно збільшити опір реостата. Ввімкнувши в електричне коло всю розмагнічувальну обмотку, збільшують магнітний потік Фр і зменшують зварювальний струм. На рисунку ввімкнута лише частина витків розмагнічувальної обмотки. Величина зварювального струму, який індукується в обмотці якоря 1 генератора, залежить від сумарного магнітного потоку. Зварювальні випрямлячі належать до джерел постійного, а точніше пульсувального струму. Випрямляч, схема якого зображена на рис. 5.1.7, має знижувальний трифазний трансформатор 1, випрямний блок 2 і дросель 3. ----------------------------------------------------------------------------------------------- 385
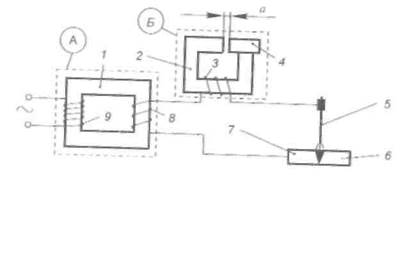
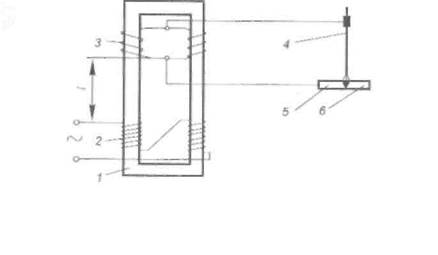
Випрямний блок живиться від знижувального трансформатора. Блок зібраний зі селенових або кремнієвих напівпровідникових елементів — вентилів, які пропускають струм лише в одному напрямку, а в протилежному напрямку — практично не пропускають. Тут випрямляються обидва півперіоди трифазного змінного струму, у зв'язку з чим його пульсація максимально згладжується. Дросель створює спадну зовнішню характеристику й регулює значення зварювального струму. Якщо замість звичайного використати знижувальний трансформатор зі збільшеним магнітним розсіюванням та рухомими обмотками, то дросель не потрібен. Зварювальні випрямлячі забезпечують високу стабільність горіння дуги, особливо на малих струмах, мають високий ККД, а через відсутність обертальних частин вони прості й надійні в роботі. Недоліком випрямлячів є необхідність інтенсивного охолодження напівпровідникових елементів за допомогою вентилятора. Зварювальні трансформатори прості за конструкцією, дешеві й надійні джерела живлення зварювальної дуги змінним струмом. Більшість з них однофазні зі спадною зовнішньою характеристикою. Зварювальні трансформатори поділяють на такі основні групи: — трансформатори з окремим дроселем; — трансформатори зі збільшеним магнітним розсіюванням і рухомою обмоткою. Найпростіші за конструкцією є однофазні зварювальні трансформатори з окремим дроселем. Такий зварювальний апарат складається зі знижувального трансформатора А (рис. 5.1.8) і дроселя Б. Первинна обмотка 9 трансформатора під'єднується до силової мережі напругою 220 або 380 В. Напруга вторинної обмотки 8 не повинна перевищувати 80 В. Дросель служить для створення спадної зовнішньої характеристики та регулювання значення зварювального струму. Осердя дроселя має дві частини — нерухому 2 та рухому 4. На нерухомій частині намотані витки обмотки 3, ввімкнуті послідовно з вторинною обмоткою у зварювальне коло. Коротке замикання зумовлює в обмотці дроселя струм самоіндукції, спрямований
Рис. 5.1.8. Схема однофазного зварювального трансформатора з окремим дроселем: А — трансформатор; Б — дросель: 1 — осердя; 2 — нерухома, 4 — рухома частини дроселя; З — обмотка дроселя; .5 — електрод; 6, 7— заготовка; 8 — вторинна, 9 — первинна обмотки трансформатора; а — заяор між 2 і 4 рухомою частиною дроселя протилежно струмові короткого замикання, внаслідок чого останній обмежується. Збільшуючи зазор а між нерухомою й рухомою частинами осердя, зменшують індуктивний опір котушки. Від цього збільшується сила зварювального струму і зменшується крутість зовнішньої характеристики. Щоб зменшити силу зварювального струму, необхідно зменшити зазор а між частинами осердя. В цьому випадку крутість зовнішньої характеристики зростає. Однофазний трансформатор з окремим дроселем застосовують у ручному зварюванні покритим електродом, аргоннодуговому зварюванні та механізованому зварюванні під флюсом. Зварювальний трансформатор зі збільшеним магнітним розсіюванням і рухомою обмоткою складається з феромагнітного осердя / (магнітопроводу) та двох обмоток — первинної 2 (рис. 5.1.9) нерухомої і вторинної 3 рухомої. Ці обмотки розсунуті, їх індуктивний опір підвищений, внаслідок наявності магнітних потоків розсіювання, що замикаються через повітря. Змінюючи відстань І між обмотками, регулюють індуктивний опір, а разом з ним — зварювальний струм. Зі збільшенням відстані І збільшуються потоки розсіювання, що приводить до підвищення індуктивного опору і зменшення зварювального струму. Зближуючи обмотки, підсилюють взаємодію протиле- Рис. 5.1.9. Схема зварювального трансформатора зі збільшеним магнітним розсіюванням і рухомою обмоткою: / — осердя; 2 — первинна, З — вторинна обмотки; 4 — електрод; 5, в — заготовка; / — відстапь між обмотками жно спрямованих потоків розсіювання, від чого зменшується індуктивний опір вторинної обмотки і зварювальний струм зростає. Потоки розсіювання індукують ЕРС самоіндукції, скеровану протилежно до основної напруги. Раптове збільшення зварювального струму зумовлює зростання потоків розсіювання, внаслідок чого зростає індуктивний опір, який обмежує струм короткого замикання. Так створюється спадна зовнішня характеристика цього трансформатора. ЕЛЕКТРОДИ Для ручного електродугового зварювання застосовують два типи електродів: неплавкі, плавкі. Неплавкі електроди виготовляють у вигляді стрижнів з вольфраму, електротехнічного вугілля або синтетичного графіту. Переважно використовують плавкі електроди. Плавкий електрод для ручного зварювання — це дротяний електропровідний стрижень з нанесеним на нього покриттям завтовшки 0, 5...З мм. Один кінець стрижня завдовжки 20...30 мм залишають непокритим і використовують, щоб закріпити електрод у спеціальному тримачі. Через електродотримач до електрода
— низьковуглецевий дріт марок Зв-08, Зв-05ГА, Зв-10Г2 та ін.; — легований дріт марок Зв-08ГС, Зв-08Г2С, Зв-12ГС та ін.; — високолегований дріт марок 3B-12X13, Зв-10Х20Н15 та ін. У позначенні марки дроту літери Зв означають зварювальний, а цифри після них — вміст вуглецю у сотих частках відсотка. Наступні літери й цифри після цих літер показують легувальні елементи та їх відсотковий вміст. Наприклад, зварювальний дріт марки Зв-10Х20Н15 містить 0, 10 % вуглецю, 20 % хрому, 15 % нікелю, решта — залізо. Літера А в кінці марки низьковуглецевого й легованого дроту свідчить про знижений вміст шкідливих домішок. Бажано, щоб хімічний склад електродного дроту був близький до хімічного складу зварюваного матеріалу. Якщо цього досягти важко, то речовини, яких в електроді не вистачає, необхідно внести в покриття. До складу покрить входять іонізувальні, шлакоутворювальні, газоутворювальні, дезоксидувальні, легувальні та зв'язувальні речовини. Іонізувальні речовини (мармур СаС03, поташ К2С03, вуглекислий барій ВаС03), які містять у собі лужні й лужноземельні метали, підсилюють іонізацію дугового проміжку. Шлакоутворювальні речовини (польовий шпат, мармур, марганцева руда, рутил Ті02, кремнезем та ін.) під час горіння дуги розплавляються, утворюючи шлак, який захищає краплі металу електрода й поверхню зварювальної ванни від взаємодії з киснем і азотом повітря. Після зварювання поверхню шва механічно очищують від затверділого шлаку. Газоутворювальні речовини (деревне борошно, електродна целюлоза, мармур, магнезит) розкладаючись, утворюють гази, які активно витісняють повітря зі зони горіння дуги. Дезоксидувальні речовини (феромарганець, феросиліцій, феротитан, алюміній) переходять з покриття у зварювальну ванну, відновлюють там оксиди заліза, утворюючи нерозчинні в рідкому металі оксиди марганцю, кремнію, титану або алюмінію, які випливають на поверхню металу, переходячи в шлак. Легувальні елементи (хром, молібден, ванадій, титан та ін. або їх феросплави) компенсують втрати електродного дроту і основного металу від вигорання, а нерідко змінюють хімічний склад, структуру та властивості зварного шва в потрібному напрямку. Зв'язувальна речовина (переважно рідке натрієве скло) з'єднує між собою крупинки покрить і міцно утримує їх на поверхні електродного дроту. Часто речовини, що входять до складу покрить, виконують кілька функцій. Зокрема мармур є водночас шлакоутворювальною, газоутворювальною та іонізувальною речовиною; феромарганець і феросиліцій — дезоксидувальною та легувальною речовинами; рідке скло — зв'язувальною, шлакоутворювальною та іонізувальною речовинами. Залежно від механічних характеристик металу шва електроди поділяють на типи. Для зварювання вуглецевих і низьколегованих сталей використовують дев'ять типів електродів — Е38, Е42, Е42А, Е46, Е46А, Е50, Е50А, Е55 і Е60; для зварювання легованих конструкційних сталей підвищеної міцності — п'ять типів (Е70, Е85, Е100, Е125 і Е150). Як бачимо з наведеного переліку тип електрода позначають літерою Е (електрод) і цифрою, що відповідає гарантованій границі міцності в МПа х 10і. Літера А означає, що наплавлений метал має підвищені пластичні властивості (відносне видовження й ударну в'язкість). За видом покриття розрізняють: — електроди з рутиловим покриттям (Р); — електроди з целюлозним покриттям (Ц); — електроди з основним покриттям (О); — електроди з кислим покриттям (К). Рутилові покриття найпоширеніші [16] завдяки низькій токсичності, здатності забезпечувати стабільне горіння дуги та міцні шви. Вони містять Ті02 як основну шлакоутворювальну речовину, а також в обмеженій кількості залізну й марганцеву руду, феромарганець, кремнезем, карбонати й органічні речовини. ---------------------------------------------- 391
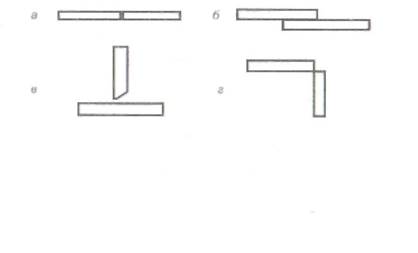
Целюлозні покриття складаються головно з газоутворювальних речовин (целюлоза, деревне борошно), а також з дезоксидаторів — феромарганцю, феросиліцію й невеликої кількості шлакоутворювальних речовин. Утворені гази внаслідок розкладу органічних речовин витісняють повітря зі зони рідкого металу. Кількість шлаку тут обмежена, тому втрати металу від розбризкування істотні, що зумовлює обмежене застосування цих електродів. Якість шва погіршується підвищеним вмістом водню, який спричинює утворення тріщин. Основні покриття складаються переважно з карбонатів лужноземельних металів і флюориду кальцію. До складу покрить можуть входити дезоксидатори (феромарганець, феросиліцій, феротитан) і легувальні елементи. Місце зварювання необхідно очищати від іржі, бо в протилежному випадку якість шва буде низькою. Електроди з основними покриттями застосовують для зварювання вуглецевих і низьколегованих сталей з підвищеним вмістом вуглецю. Вони забезпечують стійке горіння дуги, а також низький вміст кисню та водню в металі шва. Кислі покриття як шлакоутворювальну основу містять оксиди кремнію, заліза й марганцю, а також польовий шпат. Електродами з кислими покриттями можна зварювати метал з іржавими краями в усіх просторових положеннях змінним і постійним струмом й отримувати якісні шви. Не зважаючи на це, їх використовують обмежено з огляду на токсичні випари під час зварювання. Окрім сталевих електродів, використовують також електроди зі сплавів алюмінію (для зварювання матеріалів на його основі), зі сплавів міді (для зварювання бронз і латуней), зі сплавів титану (для зварювання титанових сплавів). 5.1.1.4. ТИПИ ЗВАРНИХ З'ЄДНАНЬ Типи зварних з'єднань залежать від конструкції виробу й товщини зварюваного металу. Головними типами зварних з'єднань є стикові, внакладку, таврові та кутові. Стикове з'єднання (рис. 5.1.10, а) — зварне з'єднання двох заготовок торцевими поверхнями. Якщо товщина заготовок від 1 до 5 мм, то шов виконують переважно з одного боку і рідше з
Рис. 5.1.10. Головні типи зварних з'єднань (а-г) і форма поперечних перерізів країв заготовок (дж): а — стикові; б — внакладку; в — таврові; г — кутові з'єднання; д — V-ііодібна; є — U-подібна; є. — Х-подібна форма країв заготовок двох боків, попередньо не обробляючи скісні краї й залишаючи між заготовками невеликий зазор. Якщо товщина заготовок від З до 60 мм, то краям надають V-подібної форми (рис. 5.1.10, д), якщо товщина заготовок від 15 до 100 мм — U-подібної форми (рис. 5.1.10, є), якщо їх товщина від 8 до 120 мм — Х-подібної форми (рис. 5.1.10, є). Форма оброблених країв повинна забезпечити вільне маніпулювання електродом і якнайменший об'єм шва. Якщо краї Х-подібні, то шов накладають почергово з обох боків з метою зменшити деформації зварюваних елементів. Притуплені краї запобігають пропалюванню й витіканню металу з ванни. Зварювані заготовки у з'єднанні внакладку (рис. 5.1.10, б) розташовані паралельно. Вони частково перекриваються. Ширина перекриття становить 3...5 від товщини заготовки. Для цього типу з'єднання обробка країв не потрібна. Таврові з'єднання (рис. 5.1.10, в) найпоширеніші. Для них у випадку товщини вертикальної стінки в межах 2...40 мм підготовляти краї не обов'язково. Якщо товщина вертикальної стінки від 3 до 60 мм, то можна робити скоси з одного боку, а якщо її товщина від 8 до 100 мм — з обох боків. Кутові з'єднання (рис. 5.1.10, г) для листів завтовшки 2... ЗО мм не вимагають підготовки країв, їх широко застосовують у металоконструкціях.
ню крапель металу з електрода на виріб сприяють електромагнітні сили й скероване газове дуття. Рідкий метал у зварювальній ванні утримується силами поверхневого натягу й тиском дуги. Вертикальні шви зварюють переважно знизу вгору. 5.1.1.5. РЕЖИМ РУЧНОГО ДУГОВОГО ЗВАРЮВАННЯ Режимом ручного дугового зварювання називають сукупність параметрів, які забезпечують необхідну якість зварного з'єднання, максимальну продуктивність і низьку собівартість. Найважливішими параметрами режиму є діаметр електрода d і сила зварювального струму /,. Діаметр електрода d вибирають залежно від товщини зварюваних елементів t, користуючись емпіричними формулами або орієнтовними співвідношеннями між товщиною зварюваних елементів і рекомендованим діаметром електрода:
— нижні 1, 2, 3; — горизонтальні 4; — вертикальні 7; — стельові 5, 6, 8. Найпоширеніші нижні шви. Нижній стиковий шов 2 найзручніше виконувати, оскільки тут рідкий метал легко заповнює проміжок між зварюваними елементами, а з ванни він не витікає. Якщо нижній шов 1, 3 — кутовий, то метал частково може стікати зі стінки вертикального елемента конструкції. Щоб обмежити стікання металу, зменшують переріз валика, що наплавляється за один перехід. У заводських умовах часто повертають конструкцію спеціальними механізмами з тим, щоб досягти нижнього положення шва. Складно накладати вертикальні шви 7, ще складніше — горизонтальні 4 на вертикальній стінці і найскладніше — стельові 5, 6, 8, бо з ванни вертикальних, горизонтальних і стельових швів рідкий метал може витікати під дією сил гравітації. Витіканню можна запобігти, застосовуючи малопотужну коротку дугу, від чого зменшується об'єм зварювальної ванни. Перенесен-
Силу зварювального струму І3 (А) можна визначити за емпіричною формулою де ft — коефіцієнт, який Напівавтоматичне |
Последнее изменение этой страницы: 2019-04-09; Просмотров: 307; Нарушение авторского права страницы

 5.1.1.2. ДЖЕРЕЛА ЖИВЛЕННЯ ЗВАРЮВАЛЬНОЇ ДУГИ
5.1.1.2. ДЖЕРЕЛА ЖИВЛЕННЯ ЗВАРЮВАЛЬНОЇ ДУГИ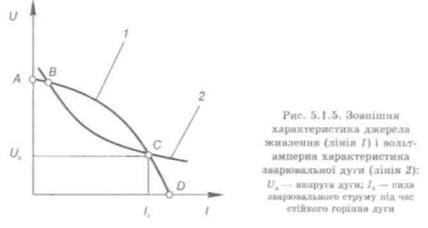




 змінюється від 25 до 60 А/мм.
змінюється від 25 до 60 А/мм.