|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Газове зварювання й термічне різання металів
5.1.7.1. ГАЗОВЕ ЗВАРЮВАННЯ Газове зварювання — спосіб виконання нерознімного з'єднання з використанням газокисневого полум'я, яке розплавляє краї заготовок і присадний матеріал, внаслідок чого утворюється зварний шов. Газокисневе полум'я виникає під час горіння пального газу (найчастіше ацетилену) в кисні. Цим способом зварюють головно тонкі листові та трубчасті заготовки завтовшки 3...5 мм з низьковуглецевих і низьколегованих сталей, сплавів кольорових металів, а також заварюють дефекти у чавунних і бронзових виливках. Кисень у промислових умовах добувають з повітря, зріджуючи останнє методом глибокого охолодження до температури -200 °С. Повітря складається з 21 % кисню, 78 % азоту, решта (1 %) становлять інертні гази та двооксид вуглецю С02. Під час підвищення температури зрідженого повітря до -196 °С випаровується азот і залишається кисень. Газоподібний кисень перевозять до споживачів у сталевих балонах, а рідкий — у великих теплоізольованих місткостях. На місці споживання рідкий кисень перетворюють у газоподібний і подають його шлангами до робочих постів. Кисневий балон — це сталевий циліндр 2 (рис. 5.1.20) з випуклим дном і горловиною. На горловину міцно насаджено кільце 3, а на нижню частину — башмак 1, який дає змогу ставити балон вертикально. У горловину вкручений латунний вентиль 4, що служить для випускання газу і наповнення балона. Кільце має зовнішню різь для запобіжного ковпака 5. У 40-літровому балоні під тиском 15 МПа поміщається 6000 л кисню. Кисневі балони фарбують у блакитний колір і чорними літерами наносять слово „Кисень". Особливо небезпечне забруднення балона або кисневого шланга органічними речовинами, зокрема оливою, здатними самозайматись у кисні, що може спричинити пожежу і навіть вибух.
Кисневий редуктор знижує тиск газу, що надходить з балона, й автоматично підтримує задану величину робочого тиску. Редуктор складається з камери високого тиску 7 (рис. 5.1.21) і камери низького тиску 12, відокремлених між собою клапаном 9, що щільно притискається до сідла пружиною 8. Щоб привести редуктор в дію, гвинтом 1 стискають нижню пружину 2, зусилля від якої передається на мембрану З, а від мембрани — на штифт 4. Штифт піднімає клапан, і газ з камери високого тиску переходить у камеру низького тиску, де він розширюється і звідти надходить до пальника. Якщо в камеру низького тиску газу надходить більше, ніж споживається, то тиск у цій камері поступово зростає, внаслідок чого мембрана прогинається вниз і клапан закривається. В міру споживання газу тиск в камері 12 поступово знижується і клапан знову відкривається. Тиск кисню в камері 7 контролює манометр б, а в камері 12 — манометр 10. Ацетилен С2Н2 — безколірний легкозаймистий газ, порівняно дорогий і вибухонебезпечний. Горіння ацетилену в кисні характеризується сильно концентрованим полум'ям з температурою до 3200 °С. Ацетилен добувають з карбіду кальцію СаС2 і води в ацетиленових генераторах:
Споживають ацетилен з генераторів або з ацетиленових балонів. Ацетиленовий балон конструктивно подібний до кисневого балона. Балон місткістю до 40 л спочатку наповнюють пористою масою (наприклад, активованим деревним вугіллям), просякнутою ацетоном, який добре розчиняє ацетилен. Зі зростанням тиску розчинність ацетилену в ацетоні збільшується. Пориста маса істотно знижує ризик розпаду і вибуху ацетилену. Тиск у балоні не перевищує 1, 6 МПа. Якщо відкрити вентиль балона, то ацетилен виділяється з ацетону аналогічно як вуглекислий газ з мінеральної води. Робочий тиск ацетилену підтримується газовим редуктором. Ацетиленовий генератор служить для отримання газоподібного ацетилену з карбіду кальцію і води за реакцією (5.1.3). Залежно від принципу взаємодії карбіду кальцію з водою розрізняють такі системи генераторів: — „карбід у воду"; — „вода на карбід"; — „контактні".
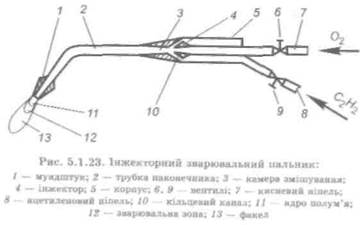
A 6 в Рис. 5.1.22. Схема ацетиленового генератора „карбід у воду" (а), „вода на карбід" (б) і „контактного" (в): 1 — зливна трубка: 2 — вода; З — резервуар; 4, 15, 24 — трубка для виходу ацетилену; 5 — вентиль; 6, 20, 23 — покритка; 7 — бункер; 8, 26 — карбід кальцію; 9 — клапан; 10, 27 — Грати; 11, 13 — нижня і верхня частини резервуара; 12, 16 — трубка; 14 — резервуар; 17 — перегородка; 18 — патрубок; 19 — кошик; 21 — реторта; 22, 25 — відкрита і закрита посудини Генератор системи „карбід у воду" (рис. 5.1.22, а) подає порціями карбід кальцію 8 у резервуар 3 з водою 2. Карбід кальцію перебуває у бункері 7, щільно закритому покришкою 6. Механізм закривання і відкривання клапана 9 приводиться в дію тиском ацетилену, який нагромаджується в резервуарі над поверхнею води. Ацетилен надходить до зварювального пальника трубкою 4, а далі шлангом. Як тільки тиск ацетилену знизиться до нижньої межі, клапан знову відкриється і чергова порція карбіду потрапить у воду. Генератор системи „вода на карбід" (рис. 5.1.22, б) складається з резервуара 14, розділеного перегородкою 17 на нижню 11 та верхню 13 частини, сполучені трубкою 12. У нижній частині є реторта 21, куди вставляють кошик 19 з карбідом кальцію і щільно закривають покришкою 20. Реторта з'єднана з нижньою частиною резервуара патрубком 18, який у разі потреби перекривається вентилем. Якщо вентиль відкритий, то вода стікає у реторту, де реагує з карбідом. Утворений ацетилен через трубку 16 потрапляє у воду нижньої частини реторти, там охолоджується й очищається від домішок, після чого нагромаджується під перегородкою. Збільшення об'єму ацетилену сприяє витісненню води з нижньої у верхню частину через трубку 12. Після зниження рівня води нижче горловини патрубка 18 її перетікання в реторту припиняється. Із генератора ацетилен надходить до зварювального поста через трубку 15, завдяки чому рівень води в нижній частині резервуара підіймається і вода знову потрапляє в реторту. Генератор контактної системи (рис. 5.1.22, в) працює за принципом сполучених посудин. Він складається із відкритої 22 і закритої 25 посудин. У закритій посудині міститься карбід кальцію 26. Утворений ацетилен створює додатковий тиск, внаслідок чого вода витісняється у відкриту посудину доти, поки не припиниться контакт карбіду з водою. В міру споживання ацетилену його тиск поступово знижується і вода знову починає контактувати з карбідом. Генератори цієї системи прості за конструкцією й не вимагають спеціальних засобів автоматизації. Контактні генератори нерідко поєднують з системою „вода на карбід". Зварювальний пальник призначений для змішування кисню з пальним газом у заданій пропорції й підведення утвореної суміші до місця зварювання. За принципом дії пальники поділяють на інжекторні та безінжекторні. Найпоширеніші інжекторні пальники. Інжекторний пальник (рис. 5.1.23) має корпус 5, кисневий ніпель 7, ніпель пального газу 8, вентилі 6, 9 для незалежного регулювання подачі газів, інжектор 4, камеру змішування З, трубку наконечника 2 і мундштук 1. Між корпусом та інжектором є кільцевий канал 10 для пального газу. На вході у пальник тиск кисню перевищує тиск ацетилену. Кисень під тиском 0, 1...0, 4 МПа з великою швидкістю виходить з каналу інжектора й потрапляє у змішувальну камеру, куди через кільцевий канал засмоктується пальний газ. Отримана в змішувальній камері пальна суміш виштовхується назовні й на виході з мундштука згоряє, утворюючи високотемпературне концентроване полум'я. Ацетиленокисневе полум'я складається з трьох зон, які легко розрізнити візуально: — ядра 11 яскравого кольору із суміші кисню й ацетилену; — зварювальної зони 12 блакитного кольору; — факела 13.
У зварювальній зоні відбувається неповне згорання ацетилену в кисні за реакцією:
Температура зварювальної зони найвища, тут з основного й непокритого присадного металу утворюється зварювальна ванна, добре захищена оксидом вуглецю CO і воднем. У факелі догоряють оксид вуглецю та водень у кисні повітря:
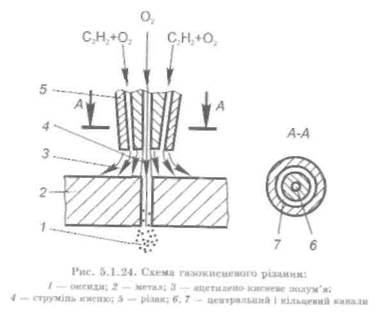
Залежно від співвідношення об'ємів кисню й ацетилену в суміші ацетиленокисневе полум'я може бути: — нормальне (02: С2Н2 - 1); — оксидаційне (02: С2Н2 > 1); — навуглецьовувальне (02: С2Н2 < 1). Найчастіше використовують нормальне полум'я під час зварювання вуглецевих сталей і більшості сплавів кольорових металів. Оксидаційне полум'я застосовують під час зварювання латуней. Тут надлишковий кисень утворює з цинком латуні оксидну плівку, яка запобігає випаровуванню цинку. Навуглецьовувальне полум'я під час зварювання чавуну компенсує втрати вуглецю від вигорання. Хімічний склад і діаметр присадного дроту вибирають залежно від складу й товщини зварювального матеріалу. Зварник у правій руці тримає пальник, у лівій — присадний матеріал, відповідно їх переміщуючи. Газове зварювання порівняно з дуговим характеризується плавнішим нагріванням й повільнішим охолодженням місця з'єднання, більшою зоною термічного впливу й нижчою продуктивністю праці. 5.1.7.2. ТЕРМІЧНЕ РІЗАННЯ МЕТАЛІВ Одним з поширених способів термічного різання металів є газове різання. Суть цього способу в тому, що метал 2 (рис. 5.1.24) у зоні різання попередньо нагрівають газокисневим полум'ям 3 до температури займання, після чого подають струмінь технічно чистого кисню 4, в якому згоряє метал і видуваються утворені оксиди 1, а виділену теплоту використовують, щоб підтримувати горіння. Як бачимо, газокиснева суміш виходить з кільцевого каналу 7 різака 5, а струмінь кисню — з центрального каналу 6. Різак переміщають у напрямку різання рукою або відповідними механізмами. Механізоване переміщення (напівавтоматичне або автоматичне) забезпечує рівномірне переміщення різака, внаслідок чого отримуємо гладку поверхню зрізу й більш високу точність розмірів. Для нагрівання зони різання окрім ацетилену використовують природний газ, пропан-бутан, гас або бензин. Газове різання можливе, якщо: — температура плавлення металу вища за температуру його горіння; — температура утворення оксидів не перевищує температуру плавлення металу; — виділеної теплоти достатньо (або майже достатньо), щоб підтримувати горіння металу в кисні; — теплопровідність металу не повинна бути надто великою, бо в протилежному випадку важко підтримувати в зоні різання необхідну температуру.
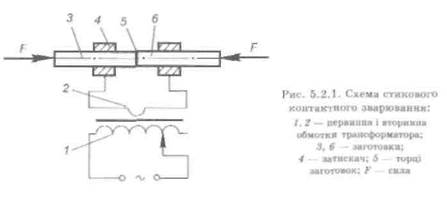
Переліченим умовам відповідають низьковуглецеві й низько-леговані сталі з невисоким вмістом вуглецю і не відповідають високолеговані та хромисті сталі, чавуни, мідь, сплави алюмінію й магнію. Тугокоплавкі оксиди можна перевести у легкоплавкі сполуки, ввівши в зону різання разом зі струменем кисню відповідні порошкоподібні флюси (киснево-флюсове різання). Суть контактного електричного зварювання полягає в тому, що заготовки 3 і 6 (рис. 5.2.1) нагрівають у зоні з'єднання електричним струмом до пластичного стану або до часткового розплавлення й пластично деформують, щоб зблизити з'єднувані поверхні до відстаней міжатомної взаємодії. Під дією двох рівних і протилежно спрямованих сил F мікровиступи на цих поверхнях зминаються, руйнуються оксиди й частково витісняються назовні. Кількість теплоти (Дж), що виділяється в зоні з'єднання під час проходження електричного струму, визначають за законом Джоуля-Ленца де / — сила зварювального струму, A; R — сумарний опір у контактах і металі заготовок, Ом; т — час проходження струму, с. Із формули (5.2.1) випливає, що необхідна для зварювання кількість теплоти виділяється лише у випадку проходження через заготовки значної сили струму (іноді десятки тисяч і навіть сотні тисяч ампер), а також достатньо великого сумарного опору зварюваного металу. Оскільки опір в контакті заготовок найвищий (що зумовлено неповним приляганням з'єднуваних поверхонь, їх забрудненням і наявністю оксидів), то контакт заготовок нагрівається найбільше. Розрізняють три основні види електроконтактного зварювання: стикове, точкове і шовне.
Последнее изменение этой страницы: 2019-04-09; Просмотров: 333; Нарушение авторского права страницы Главная | Случайная страница | Обратная связь |